一、可焊性不良
/
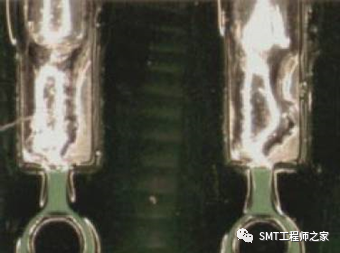
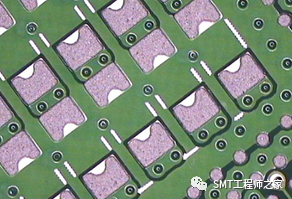
潤濕不良
Poor Solderability / Wetting
1、不良现象
如下图片所示:
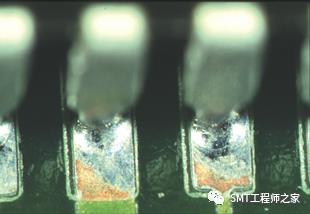
2、 成因:
l 引腳鍍層質量(氧化太嚴重 / 鍍層 IMC 露出表面)
l 不良的庫存(溫/濕度控制)
l 爐溫曲線設置不當
3、改善对策:
改善来料引脚镀层质量,做好库存管控,及其优化炉温曲线。
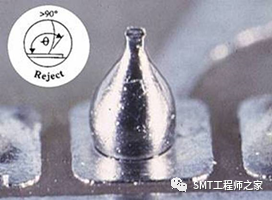
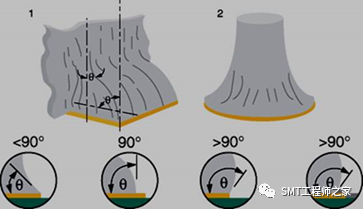
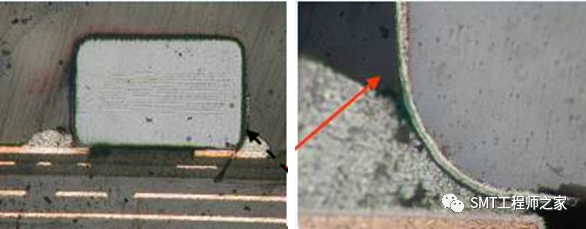
二、 收錫 / 縮錫現象
1、现象:
如下图所示:

2、主要成因:
l 焊盤保護層處理問題
l 庫存問題(條件,時間)
l 焊接時間太長
l
潤濕不良
/Poor wetting
l 收錫 /Dewetting
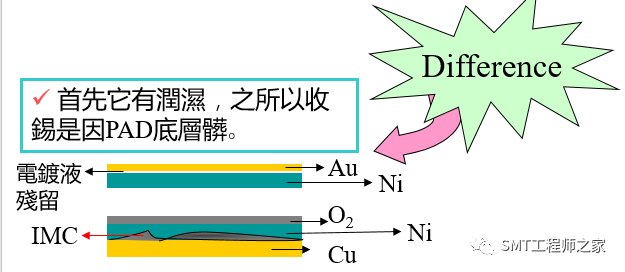
3、改善对策:方法与润湿不良一致,材料部分主要考虑PCB板的润湿性。
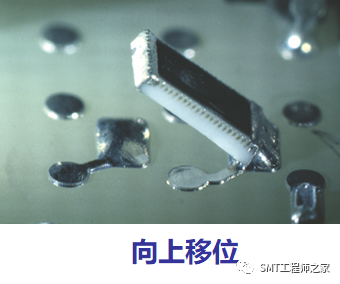
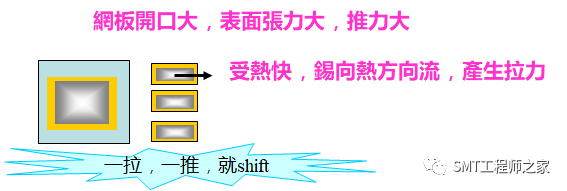
三、 SMD零件 在回流過程中的移位
1、现象
不良现象如下:
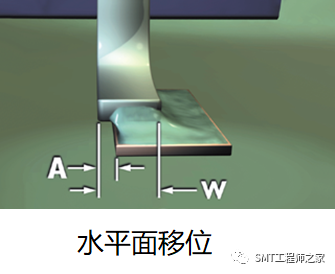
2、成因:
1) 影響焊接偏位的因素
p 器件重量
p 錫膏量 ( 多-->表面張力大 ),如下描述所示:
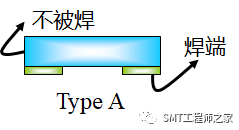
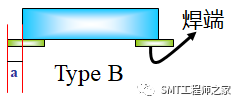
p 器件焊端面積和結構
p 焊盤設計(Type B 的设计好于Type A)
p 焊端材料
p 焊端氧化程度
p 錫膏 Flux 配方含量
p 印錫和貼片精度
p 溫度曲線設置
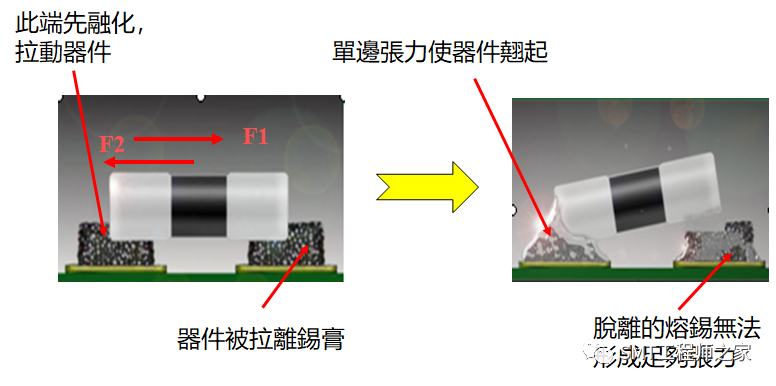
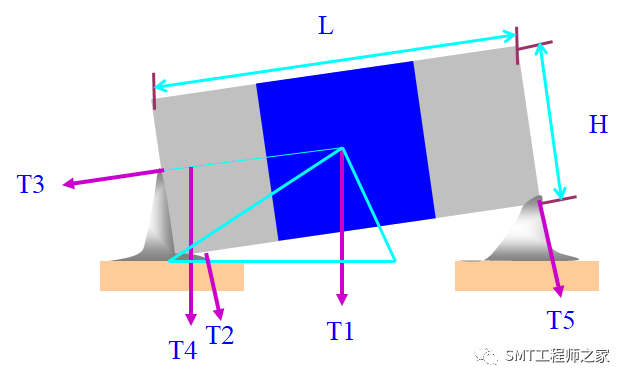
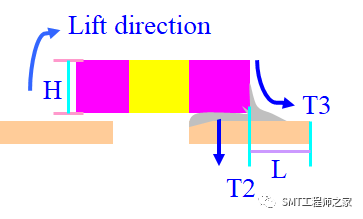
2)影响 立碑 的 成因
(1) 立碑 形成原理
(2)造成‘吊橋’或‘立碑’的因素:
Ø 焊盤設計
Ø 元件外形和尺寸
Ø 焊點熱容量
Ø 錫膏塗布
Ø 錫膏質和量
Ø 可焊性
Ø 貼片准度
Ø 焊接加溫法和設置
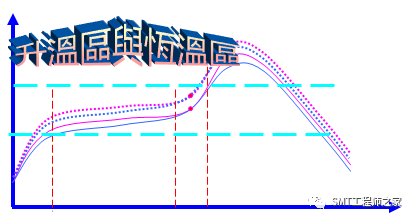
(3) 立碑問題 改善对策
ü 必須保證 T3-T5=T1+T2+T4, 立碑問題才可避免 .
ü 所以要控制立碑,必須增加 T1,T2,T4, 及減小 T3.
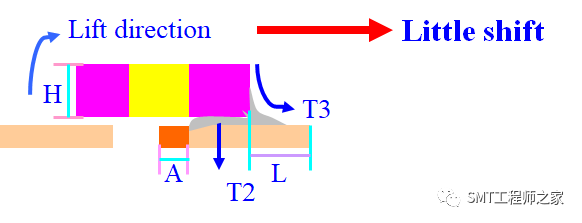
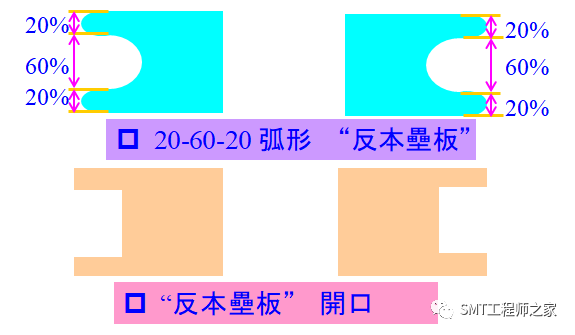
l 方案 I: 焊盤設計
l 方案 II: SMT 置件微調
l 方案 III: 網板設計
l 方案 IV: Profile 改善
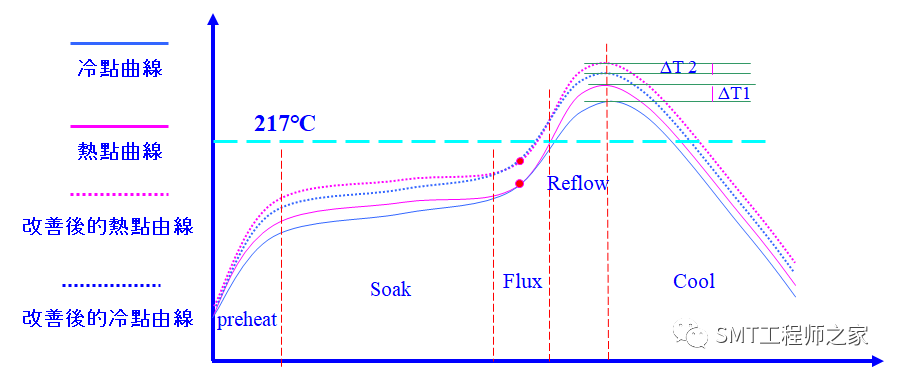
p 提升第三區 (Flux Zone) 的溫度 , 以此幫助降低冷熱點之間的溫差
p 立碑問題是由冷熱點之間的溫差引起的,因此降低冷熱點之間的溫差,便可改善立碑問題。
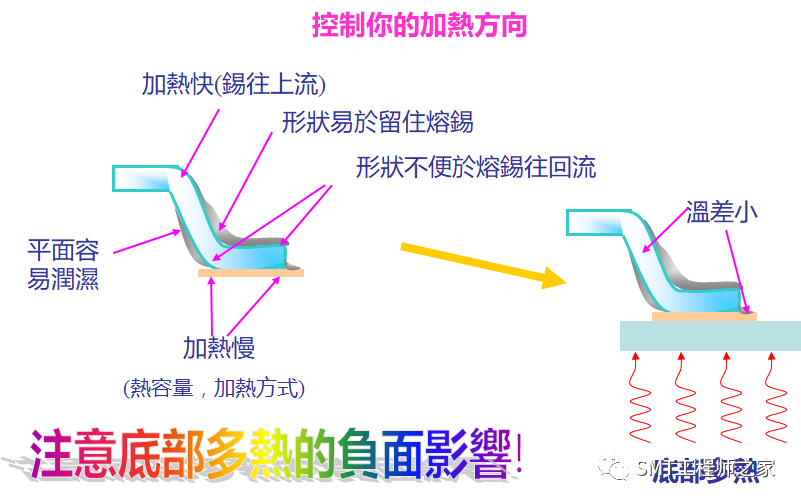
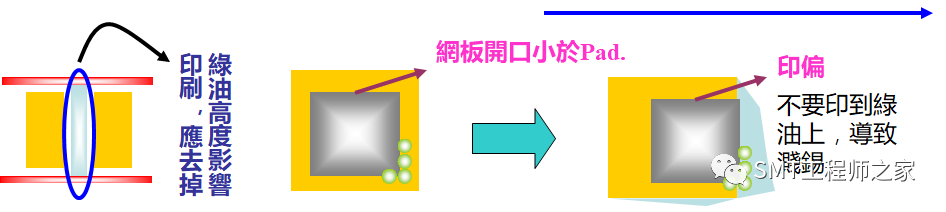
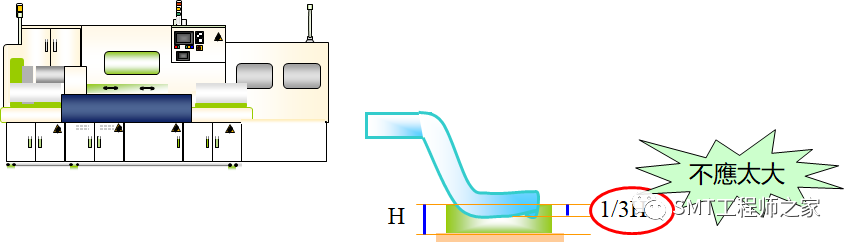
四、锡流失/少锡
1、 熔錫的流向
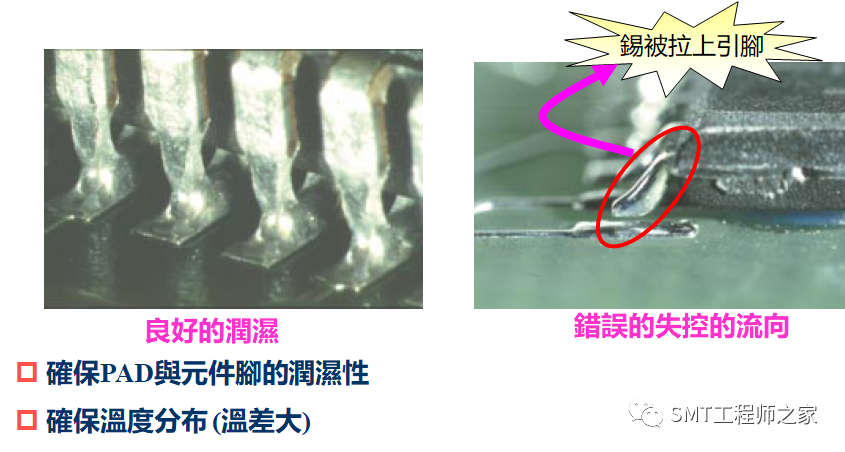
2、 吸錫現象
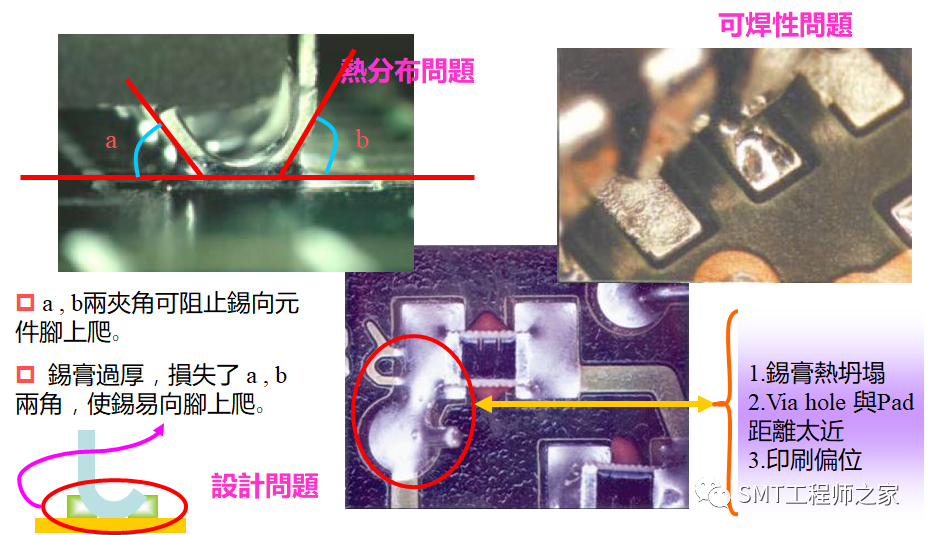
3、 減少吸錫 (wicking)
4、 減少吸錫 程度
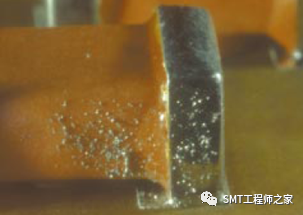
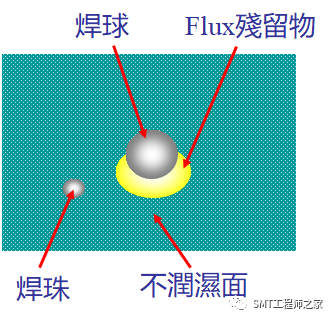
五、焊球和焊珠
1、现象:
1)焊球 Solder Bead
u 體形較大 , u 出現在器件邊上
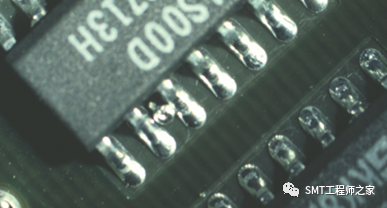
2)焊珠 Solder Ball
u 出現在焊點上或周邊
2、 焊球 / 焊珠的形成因素
u
錫膏種類和質量
u 器件焊端和焊盤設計
u 錫膏塗布工藝
u 焊接工藝種類和設置
3、改善对策:
1. 認證和控制你的錫膏
2. 掌握和控制焊接工藝
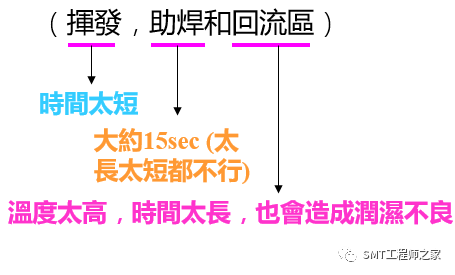
ü 升溫速度 ü 揮發溫度 ü 揮發時間
3. 仔細設計你的 PCB 和鋼網
4. 控制你的物料 ( 吸潮 )
5. 控制貼片壓力
6. 控制錫膏印刷工藝
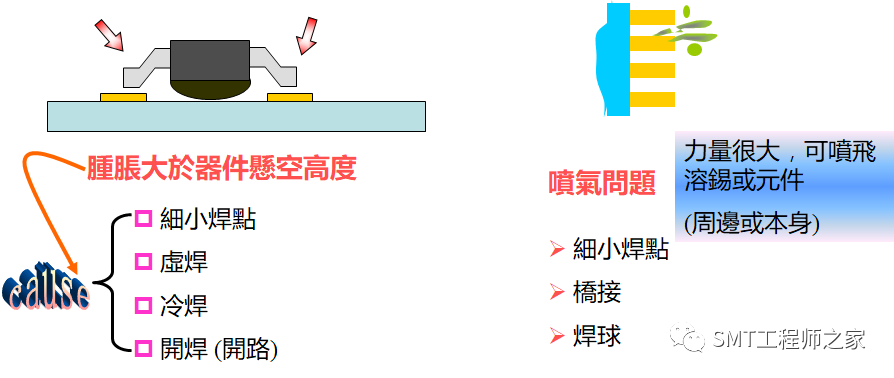
六、 爆米花效應
1、现象
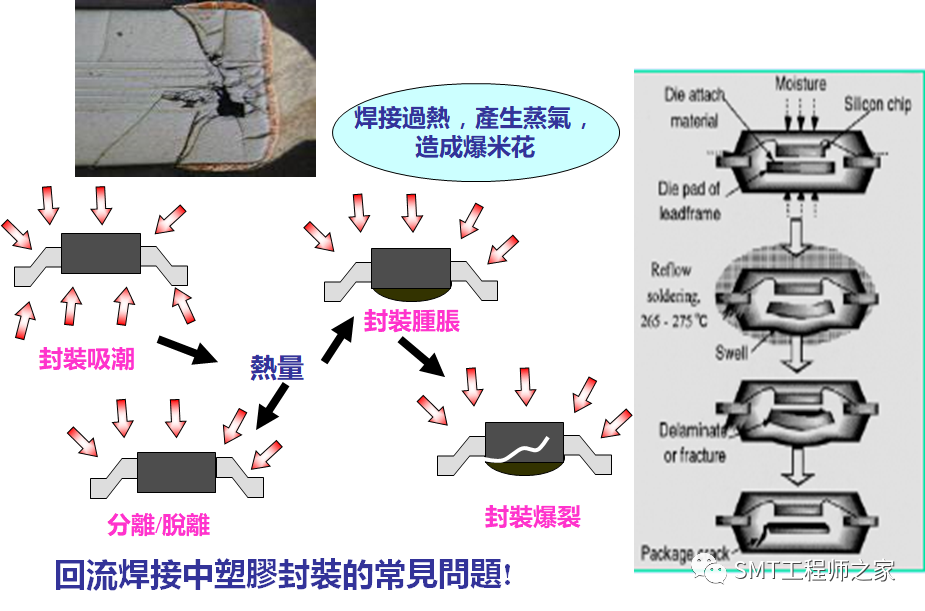
2、影响因素
Ø 芯片大小
Ø 塑膠封裝厚度
Ø 芯片膠水質量
Ø 庫存和使用環境濕度
3、 爆米花效應對焊接質量的影響
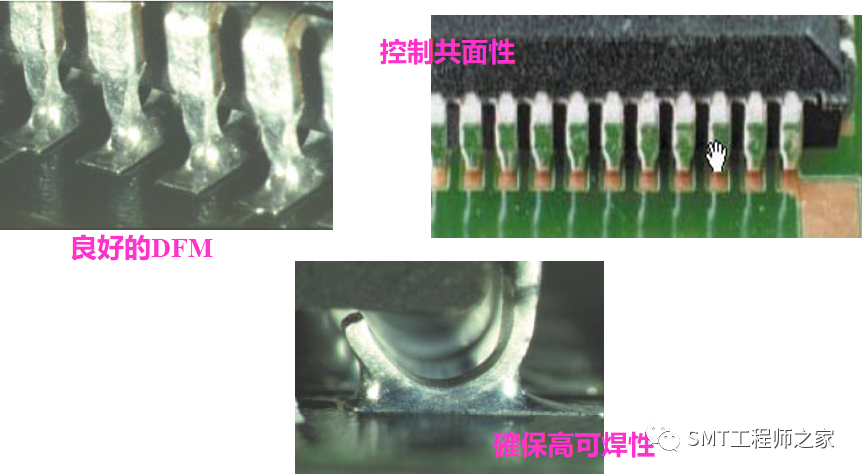
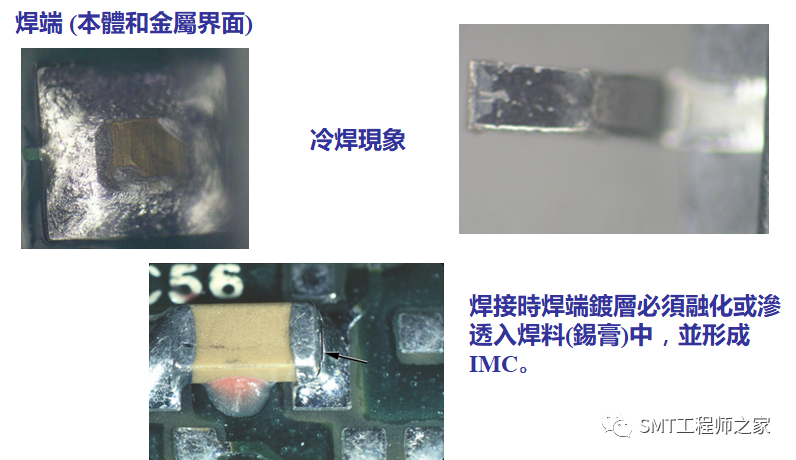
七、 虛焊(开路) / 弱焊 / 冷焊
1、现象
1)冷焊 Cold Joint
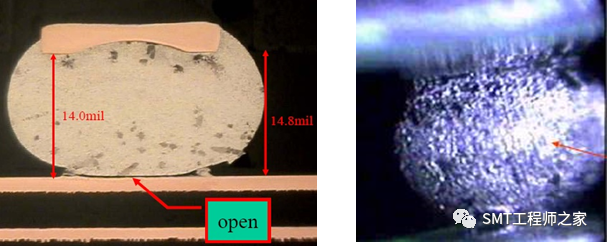
2) 開焊 Open
2、成因
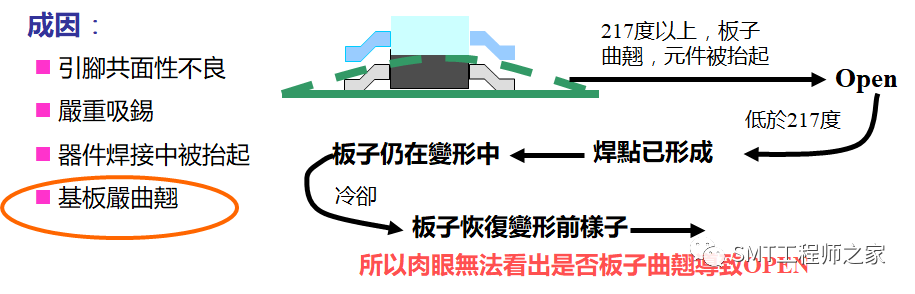
3、改善对策:
1)改善材料引脚共面性
2)优化钢网设计,控制好锡膏量
3)防止PCB板翘曲,比如使用载具过炉等等
4)优化Profile:从预热、恒温、焊接等温度与时间进行优化。
5)防止PCB板Pad表面氧化及其零件Pin脚表面氧化。
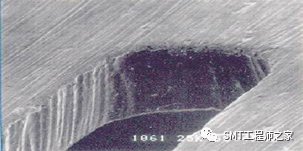
八、 焊接溶蝕
1、现象
2、成因
n 對焊端材料過度溶解侵蝕
n 溶蝕速度和溫度與金屬的溶解性相關
n 動態熔錫的情況較嚴重
n 常出現於銀鈀鍍層的電容上
3、对策
l 了解你的焊點材料的 IMC 增長率;
l 控制好你的回流溫度和時間;
l 注意雙面回流和返修作業!
九、焊接气孔(或者Void)
1、现象
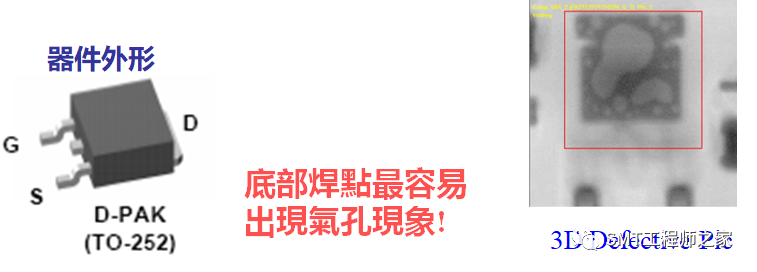

2、成因

2、成因:
本站所有转载文章系出于传递更多信息之目的,且明确注明来源,不希望被转载的媒体或个人可与我们联系,我们将立即进行删除处理。
相关文章

减少BGA焊点空洞(Vⅰod)的SMT工艺控制方法
无法完全与连接盘表面的氧化物反应。 4、再流温度曲线 再流焊峰值温度和液相 线以上时间(TAL)被认为是再流焊温度曲线中 影响...

干货分享丨5大SMT焊接常见工艺缺陷及解决方法
也被称为短路,即锡球与锡球在焊接过程中发生短接,导致两个焊盘相连,造成短路。 解决办法:工厂调整温度曲线,减小回流气压,提高...

SMT回流焊性能评估项目与评估方法
使用介绍 OvenRider 仪器主要用于测试回流焊设备的性能,包括但不限于以下方面: 1. 温度曲线:测量回流焊过程中电路板上各个点的温度变化,以确保温度分布均匀,符合...

SMT制程工艺管控要点:回流焊接制程管控
设定与测量 温度曲线是回流焊工艺的核心参数之一。温度曲线的设置应根据焊膏的特性和PCB板的材质进行调整。通常情况下,温度曲线包括预热区、均热区、回流区和冷却区四个部分。预热区用于使PCB板和焊膏预热至一定温度...

SMT加工中常见的封装类型及其注意事项
质量、贴片精度和回流焊温度曲线的合理性。 4.散热处理 部分封装类型(如BGA)在焊接过程中会产生较高的热量,可能导致焊点脱落或元件损坏。因此,在...

SMT工艺中的100个基础问题点清单,为SMT从业人员提供参考!
印刷参数以获取一致的印刷焊膏厚度。 调整再流焊温度曲线以避免炉温设置不当。 17.什么是ESD,它如何影响SMT过程? ESD是Electro...

干货分享丨SMT知识培训手册(从业SMT者必看)
将保证高品质的焊接锡点。在回流炉里,其内部对于我们来说是一个黑箱,我们不清楚其内部发生的事情,这样为我制定工艺带来重重困难。为克服这个困难,在SMT行业里普遍采用温度测试仪得出温度曲线,再参...

SMT回流焊的温度曲线(Reflow Profile)详解,工程师必备!
SMT回流焊的温度曲线(Reflow Profile)详解,工程师必备!; 前言 电子...

SMT工艺流程与要求~
是英文Reflow Soldring的直译,是通过熔化电路板焊盘上的锡膏,实现表面组装元器件焊端与PCB焊盘之间机械与电气连接,形成电气回路。 回流焊作为SMT生产中的关键工序,合理的温度曲线设置是保证回流焊...

SMT BGA维修步骤与工艺管控要点
表2 ⽆铅组件的维修⼯艺温度曲线 再流焊温度曲线中应保证助焊剂有充足的时间 以清洁焊球和连接盘。助焊剂应在120-150°C...