
现在,PCBA电子工厂做SMT贴片已经越来越方便,但是,不少工程师在研发验证阶段,为节省时间,会找工厂做SMT贴片打样,但由于工厂工艺水平不一,某些工程师曾碰到板子到手后,发现短路或开路,无法正常测试,一时也找不到问题在哪,无法确定是工厂的问题,还是自己设计出了错,一来二去费时费钱。
所以本文收集了:在SMT贴片焊接制造中,较为常见的5项工艺缺陷,帮助大家了解SMT贴片工艺,少走弯路,少“翻车”。

缺陷一:
“立碑”现象
因素A:焊盘设计与布局不合理
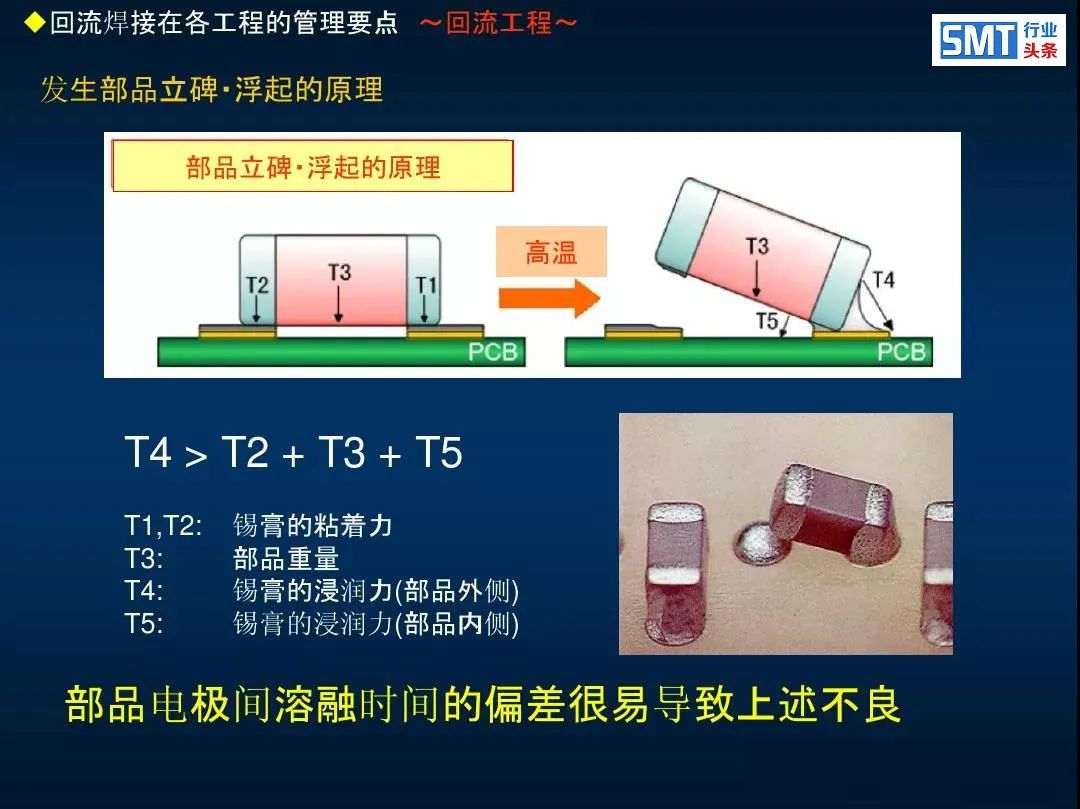
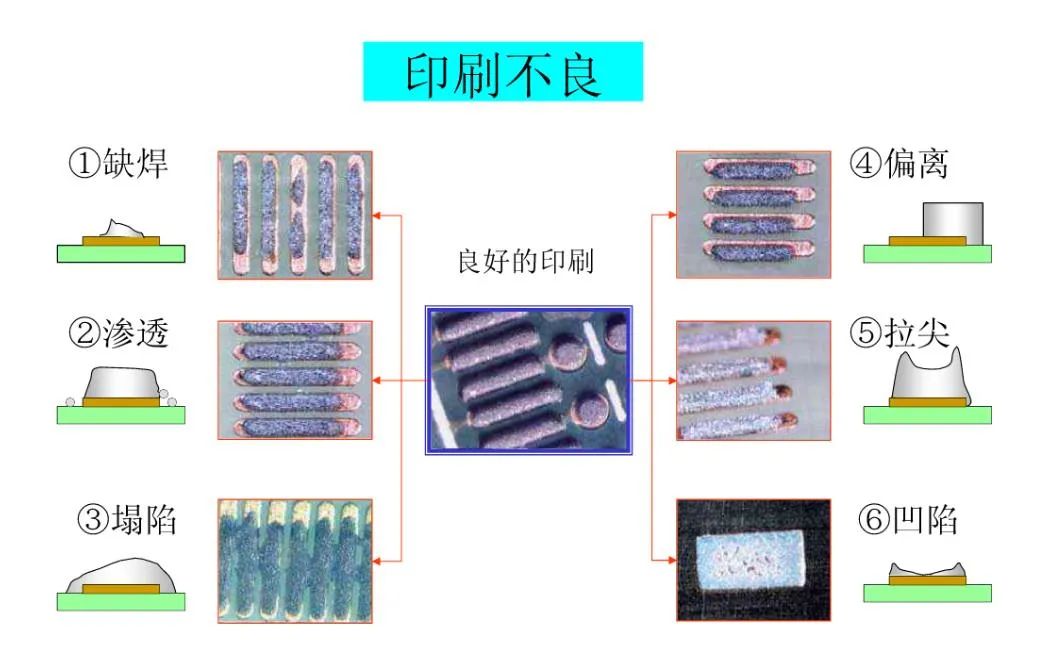
因素B:焊锡膏与焊锡膏印刷存在问题
因素C:贴片移位Z轴方向受力不均匀

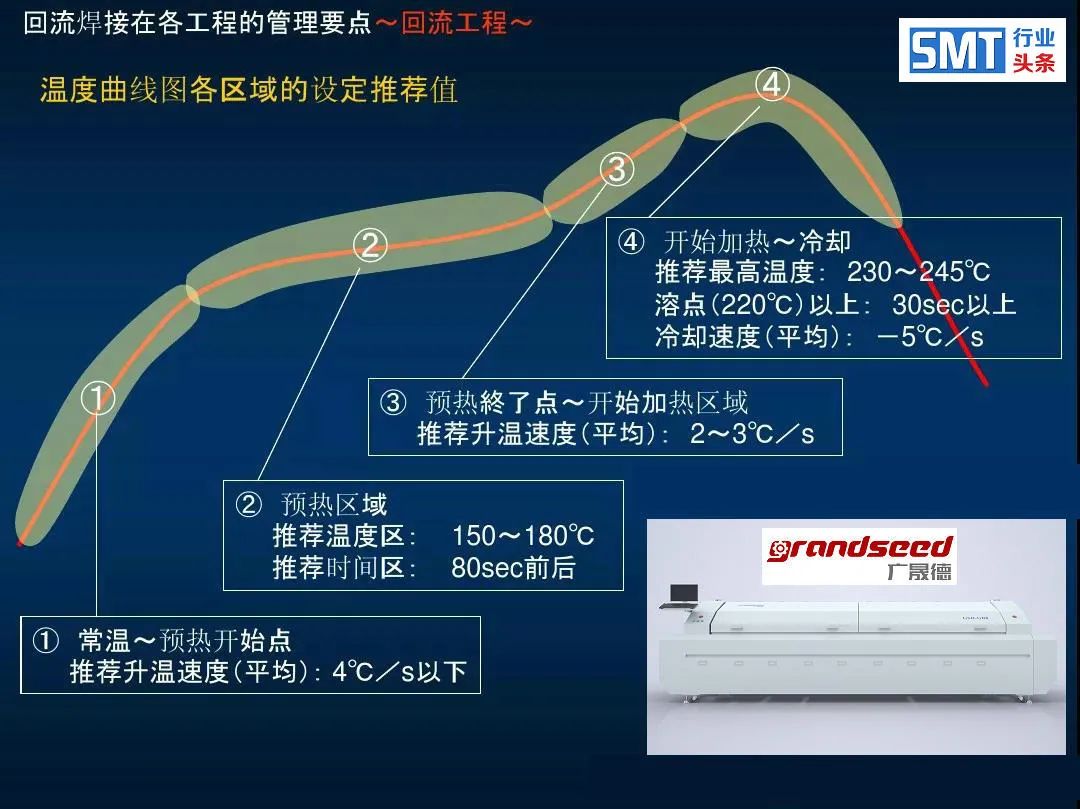
因素D:炉温曲线不正确
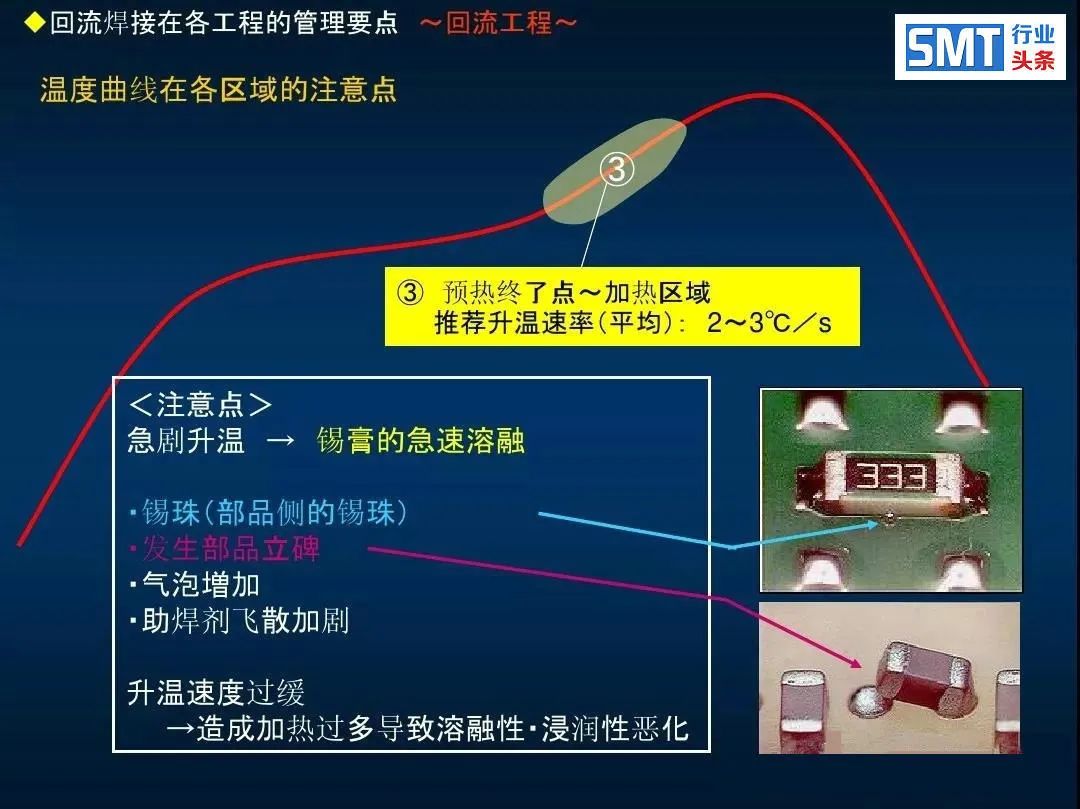
缺陷二:
锡珠
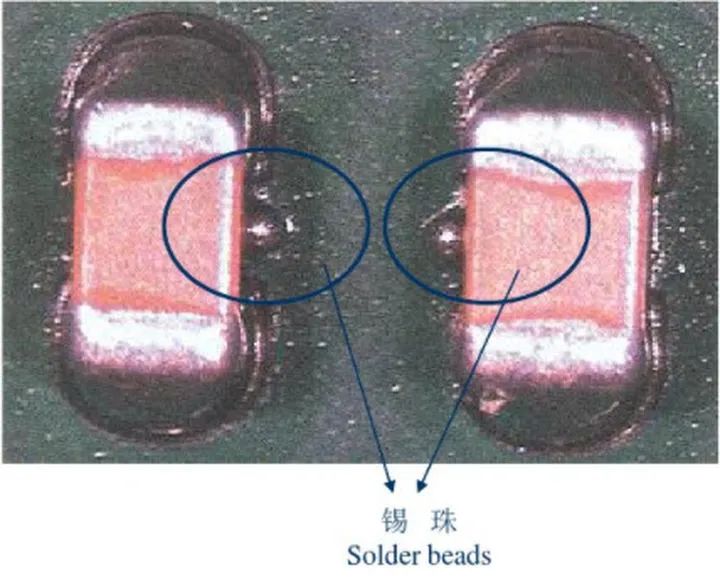

因素A:温度曲线不正确
因素B:焊锡膏的质量
其他因素还有:
缺陷三:
桥连
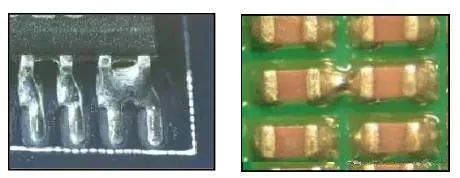
因素A:焊锡膏的质量问题
因素B:印刷系统
因素C:贴放压力过大
因素D:再流焊炉升温速度过快,焊锡膏中溶剂来不及挥发
缺陷四:
芯吸现象
芯吸:
是指熔化的焊料润湿元件引脚并向上流动而脱离PCB焊盘区域,未与PCB焊盘产生润湿或部分润湿,从而形成开路或焊点强度不足现象,此缺陷经常发生在QFP、SOP、PLCC等翼型形引脚和J形引脚的器件中。如下图所示。
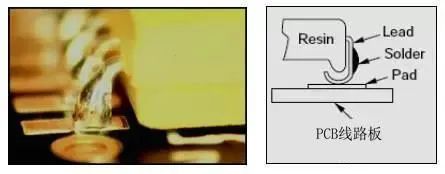
芯吸现象-焊锡脱离PCB焊盘区域
本站所有转载文章系出于传递更多信息之目的,且明确注明来源,不希望被转载的媒体或个人可与我们联系,我们将立即进行删除处理。
相关文章

提升新能源车电驱方案中单管封装的散热性能
结工艺,或高性能衬底材料,如Si3N4衬底,甚至单管芯片直接焊接在DCB上都是提升单管散热的方向,尤其使用芯片面积更小的SiC芯片。 空洞现象 在背板回流焊时界面空洞率...

适用于系统级封装的优异解决方案: Welco™ AP520 SAC305
现出优异的脱模性能,并且可操作时间长,无飞溅,空洞率低。 主要优势 使用高品质Welco™ 焊粉 在最小90μm 的细间距应用中焊锡膏脱模 性能稳定 仅用DI 水即可清洗掉 超低空洞率 无飞溅或锡珠 只需...

减少BGA焊点空洞(Vⅰod)的SMT工艺控制方法
数量,BGA器件焊球中的空洞级别可以是非常高的。 JEDEC指南,JESD217,建议SMT前BGA已有空洞百分比应该小于15%。 BGA 焊球中高级别的空洞在SMT再流焊接...

SMT真空回流焊的根本原理
需要我们不断的提高smt工艺能力,增加高端设备,通过高质量焊接保证高可靠性产品。 一般smt贴片焊接之后器件中的焊点里都会残留部分空洞,对产...


SMT BGA焊接质量检测技术有哪些?
技术都能探测到由于焊点外形变化而引起的PCB组件缺陷。 这些 组件缺陷类型包括但不限于:焊接短路、焊接 开路、焊料不足、缺件、元件歪斜和焊接空洞。 1、透射成像X射线...


干货分享丨SMT工厂生产制造不良品管控策略
防漆规范和注意事项虚焊的定义、成因及判定!(附PPT)干货分享丨锡须的检测与基本判定标准5大SMT焊接常见工艺缺陷及解决方法干货分享丨锡须的检测与基本判定标准【视频】IPC手工电子焊接技术培训(一) 【视频...


干货分享丨PCBA锡膏印刷关键技术详解
-A-610G标准培训教材 电子灌封(灌胶)工艺技术干货分享丨真空回流焊炉简介PCB上三防漆规范和注意事项虚焊的定义、成因及判定!(附PPT)干货分享丨锡须的检测与基本判定标准5大SMT焊接常见工艺缺陷及解决方法干货分享丨锡须的检测与基本判定标准...