本文分享3个Wave soldering DOE实验总结, 提供给大家,希望大家在后续的波峰焊工艺改善过程能够有所帮助,内容如下:
1、
PTH Thermal Relief & SMD to PTH Spacing DOE
2、Wave solder & Touch up 銲锡不良之改善DOE
3、轮辐状连接垫设计DOE
一、
PTH Thermal Relief & SMD to PTH Spacing DOE
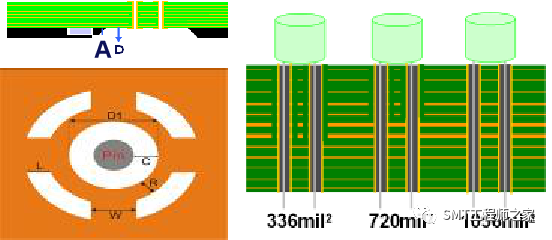
为改善PTH上锡率,需找出影响上锡率之显著因子,本计划以电容元件之Carrier与PCB设计两方面,探讨其对于上锡性之影响。

针对不同表面处理、PTH Clearance 、Ring Width、Carrier Aperture size、 Carrier Aperture angle、 Contact area做六因子三水平之全因子实验。
a. 分析不同表面处理与线路截面积PCB之上锡性显著因子与最佳参数,给RD与PSE作为设计参考与调整策略依据。
b. 分析不同贯穿孔线路截面积之上锡性作为目前生产限制依据。
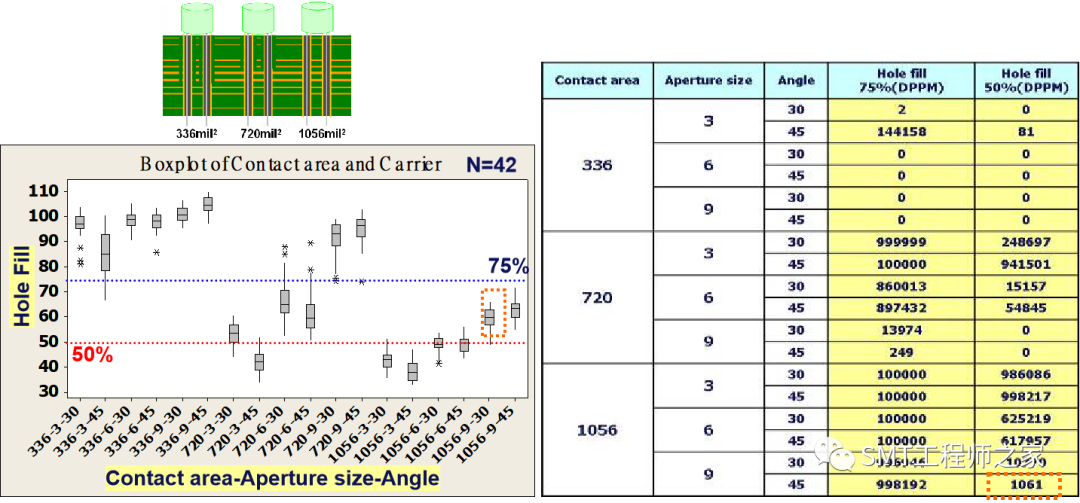
4、实验结果分析 – 主实验
1)Contact area、 Clearance、Aperture Size对上锡性影响贡献较大 (占83.36%)
a. Clearance对上锡性贡献度大建议采取统一规范:11mil
b. Aperture size与上锡率成正比、Contact area与上锡率成反比


2)
将实验上锡率、搭配Carrier 开孔与角度给予建议值
依75%与50%制程标准,将实验样本转换为常态分布,推估DPPM制表如下:
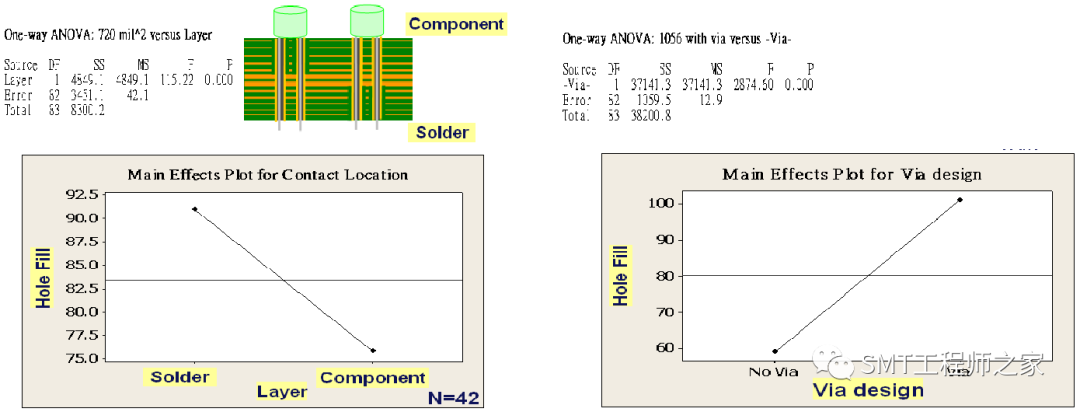
5、实验结果分析 – 副实验
1)以接触截面积与上锡率关系图分析,816mil2 与 912mil2 连接截面积时,平均上锡率由92%下降至60%,因此 816mil2 为目前设备限制。
将上锡率与连接截面积依照75%与50%制程标准,将实验样本转换为常态分布,推估DPPM制表如下:

2)连接层靠锡波面上锡较佳,平均上锡率约相差15%
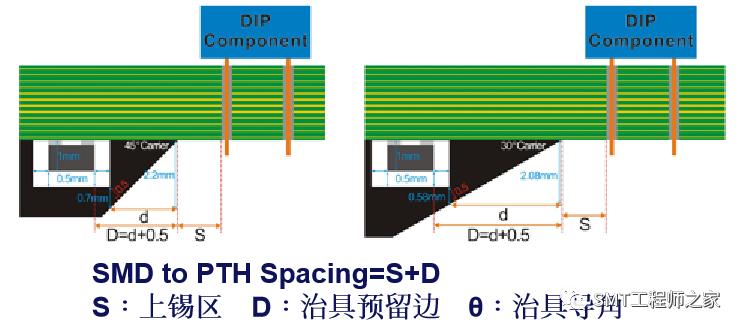
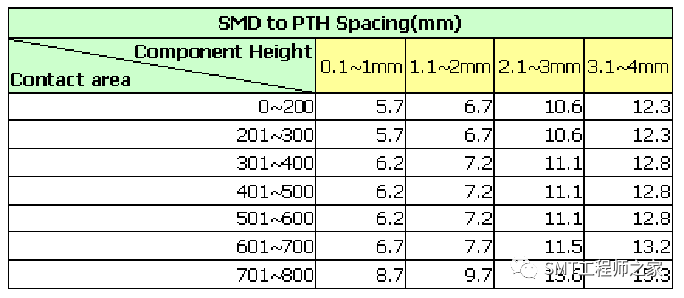
6、DOE实验总结:
1) 为使连接大铜箔的PTH达到上锡性50%的要求,应根据PCB Layer连接线路总截面积(contact area)来预留SMD to PTH Spacing。
2) 预设条件:PAD design:PTH Clearance 单边11mil 、PTH Ring Width 9或13mil 、Trace Length 8mil
3) SMD to PTH Spacing base on 3σ(标准差)
二、
Wave solder & Touch up 銲锡不良之改善DOE
1、背景与目的
1)客人验货MB批退率达18%之高且大都为PCBA外观残留锡渣锡珠异物等!远超过2007年10%之年度目标。
2)针对波峰焊(W/S)及烙铁维修(T/U)所衍生之不良进行探讨及改善,以提升产线制程之直通率(FPYR) 。
3)满足客人对产品焊接质量提升之要求,提升客户满意度。
a. 制程工艺参数改善部分,
将进行制程参数最佳化DOE实验,因子包括:Flux喷量、预热温度、轨道仰角、沾锡时间。
2、实验因子
实验因子请见如下表格

3、DOE DPPM结果

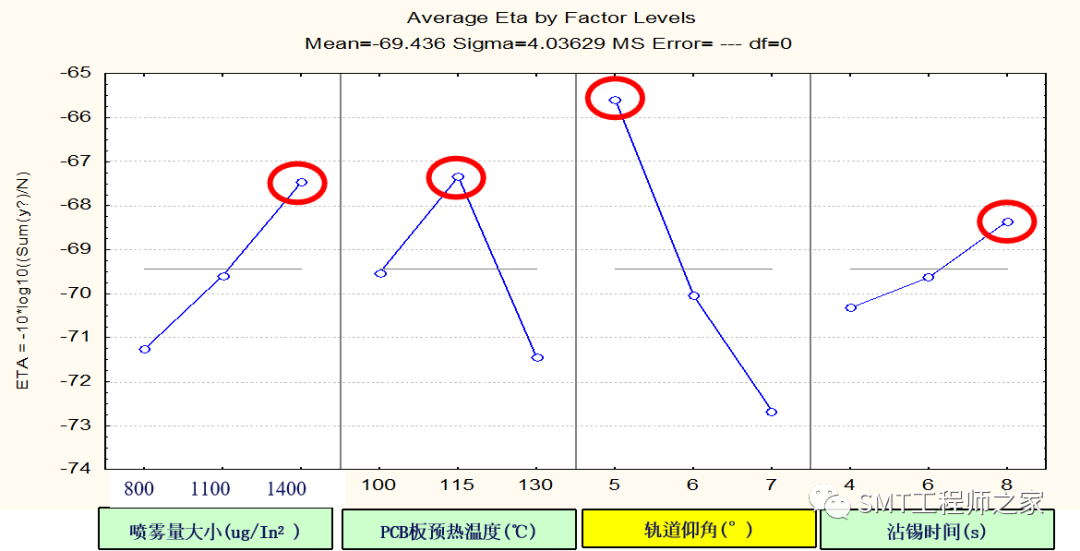
4、SN 短路、锡不足、饱锡 比回应图(望小)
1)最佳制程参数组合:
Flux喷量大小1400ug/in2、预热温度115℃、轨道仰角5度、沾锡时间8秒。
2)对于良率结果DPPM影响显著因子为:
轨道仰角
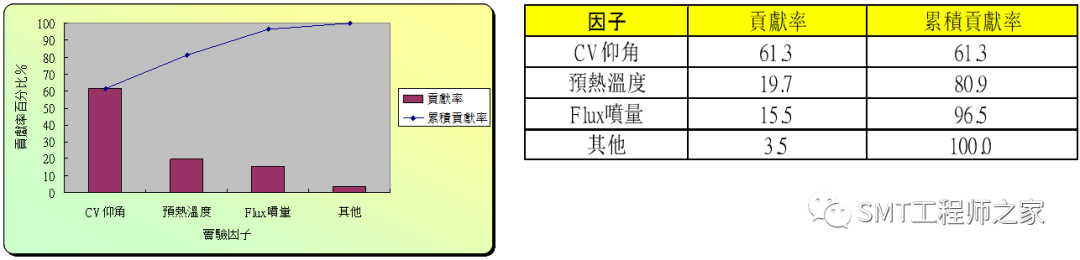
5、短路、锡不足、饱锡 变异数&贡献率
1)变异数分析结果DPPM影响显著因子为轨道仰角、预热温度

2)
贡献率分析结果:轨道仰角61.3%、预热温度19.7%
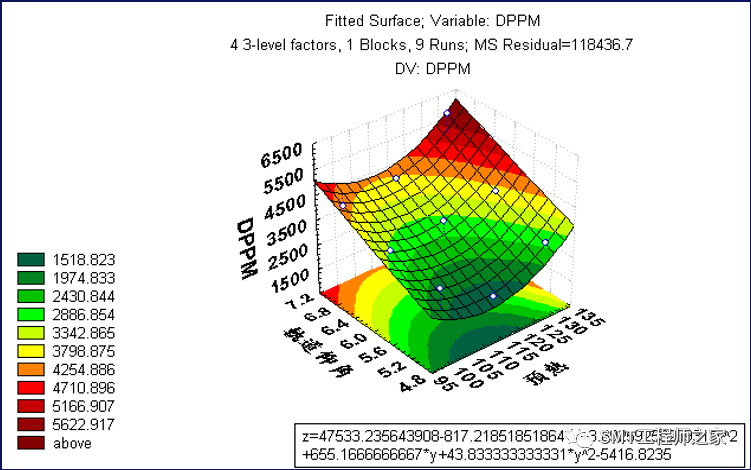
6、短路、锡不足、饱锡 反应曲面分析
轨道仰角小于5度,预热温度100~120℃时;则DPPM为1518。
a. 整体DPPM为反应变量时,符合预热温度需达Flux供应商建议温度,使助焊剂能够活化助于清洁PCB铜箔面;如果预热温度太高时,则又可能会对固形物太低的免洗助焊剂不利。
b. 轨道仰角越小时,PCB于沾锡过程中能获得较多之沾锡面积与较大之热质量;对于锡不足不良现象有较佳之改善。
7、短路、锡不足、饱锡DOE总结
a. 最佳制程参数:
Flux喷量1400ug/in2、预热115℃、轨道仰角5度、沾锡时间8秒。
b. 对于良率结果DPPM影响显著因子:
轨道仰角
a. 变异数分析结果DPPM影响显著因子:
轨道仰角、预热温度
b. 贡献率分析结果:
轨道仰角61.3%、预热温度19.7%
轨道仰角小于5度,预热温度100~120℃时;则DPPM小于1518。
三、
轮辐状连接垫设计DOE
1、全因子设计实验
筛选出七个影响上锡率的因子,包括四个PCB设计相关因子、一个材料因子及二个制程相关因子,实验因子及其水平配置如下表。

2、常态检定
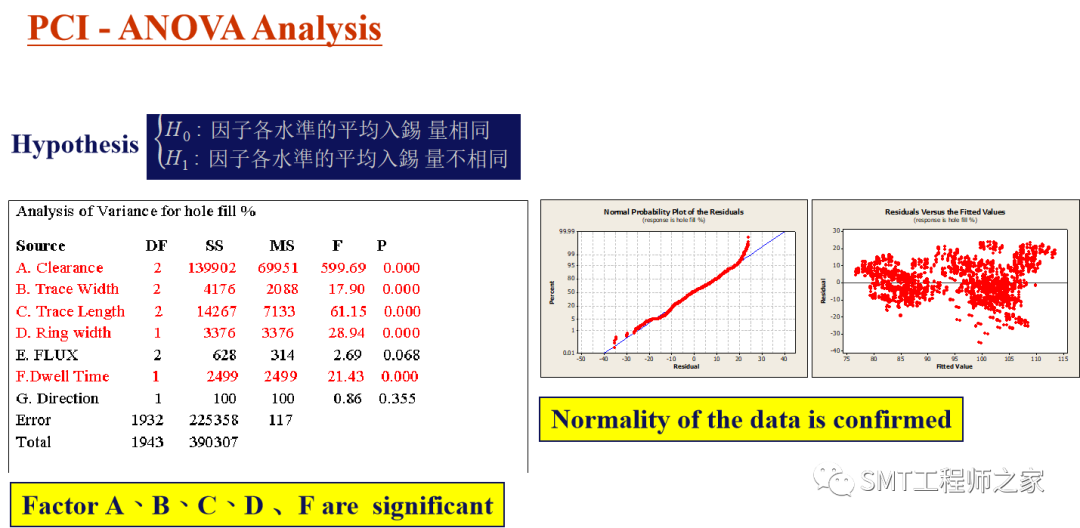
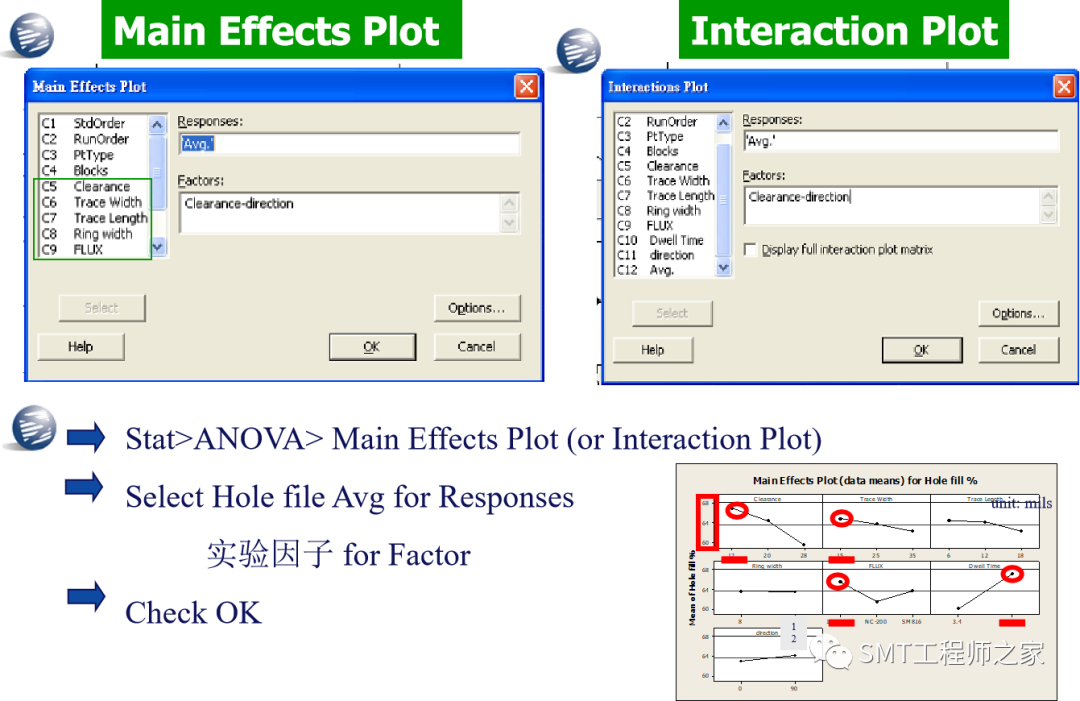
3、设定分析参数与观察分析结果

4、资料统计分析 ~ 分析步骤
1)
主效用及交互作用
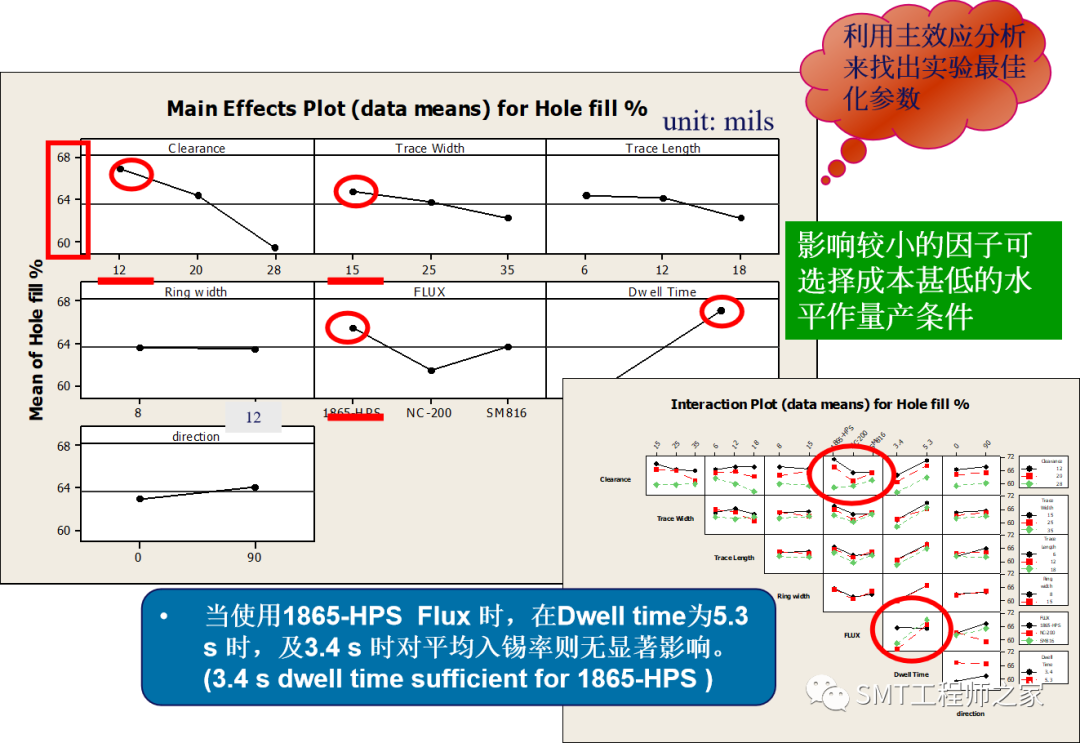
5、
设定分析参数与观察分析结果
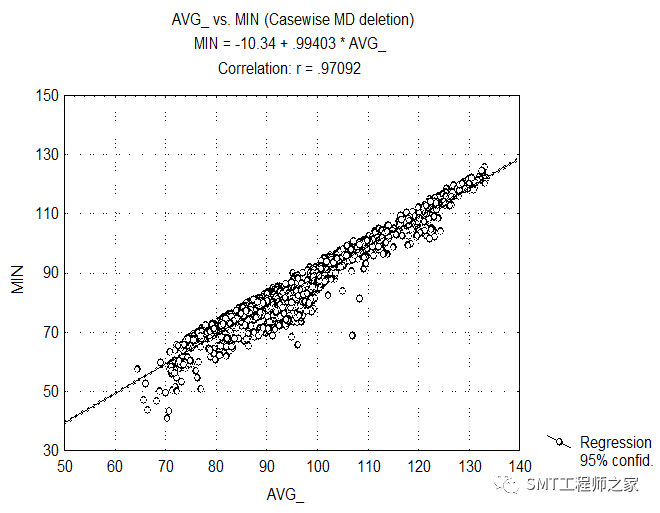
6、相关性分析
1)由于生产线PTH上锡率检验标准是以每个元件各Pin脚之最低上锡高度,而本实验分析结果是以平均值代表PTH上锡率。因此,利用相关性分析R2判定 “最低上锡高度”与 “平均上锡高度”之间相关性,如果两者具相关性,即采用目前以 “平均上锡高度”进行变异数分析,如相关性不显著,则采 “最低上锡高度”来计算上锡率。
2)由图中得知线性相关系数为0.97,P<0.05,即可以说明 “最低上锡高度” 与 “平均上锡高度”且呈现正相关。可知使用平均上锡高度足以代表上锡率,亦表示量测所得有关平均上锡率是可用的。
以上DOE实验,仅代表个人的观点,提供给大家参考,如果有不足之处,欢迎大家提供宝贵意见!