改善无处不在,在平日工作当中,有很多需要改善的方面,只要用心钻研这些需要改善的地方都能够找到解决方案,今天为大家分享有一个有关波峰焊工装的改进设计,虽然改进较小,但是给公司带来的效益却不少,具体描述如下,同时也希望大家能够分享出工作当中的一些经验出来,给大家一起学习!
一、背景说明
-
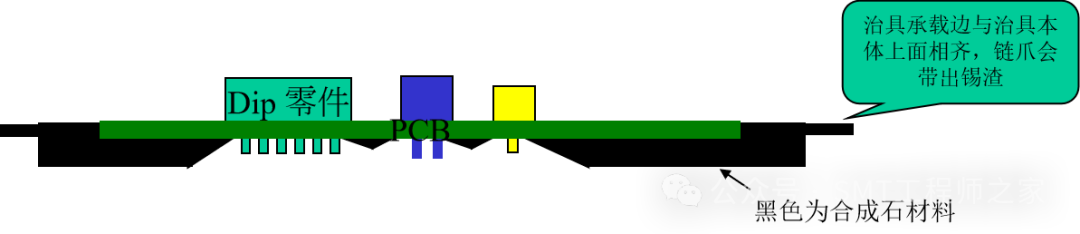
原有波峰焊工装承载边的设计模式
原有波峰焊工装承载边与PCB上表面平齐
-
原有波峰焊工装承载边,看起来好像没有什么问题,业界大部分企业都是这么设计的,但是实际还是有不少的弊端,具体如下:
a. 波峰焊链爪污染锡槽中的锡:即 链 爪传送过程中会带入一些杂质影响锡的纯净度。
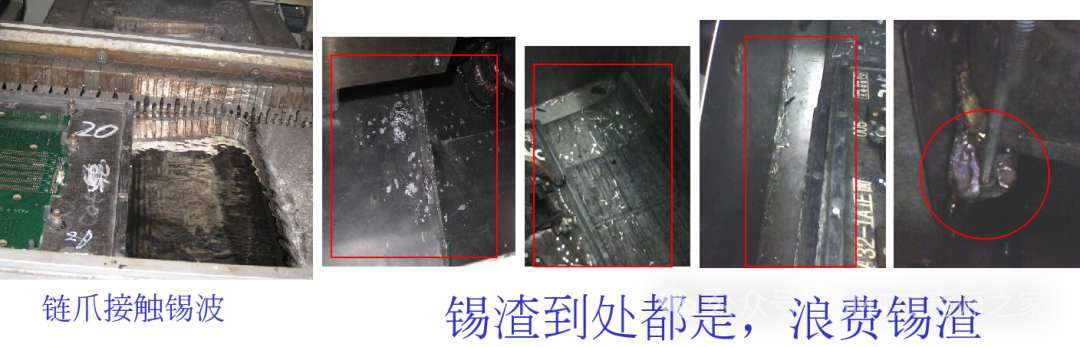
b. 链 爪及治具传送边会带走一部分锡,而产生锡渣(现况是Wave Solder周围到处是锡渣。且鍊爪也会存在沾锡后毛刷不能被刷掉而垫高治具产生治具在传送过程中不平整而出现焊接质量问题。
c. 传送过程中 链 爪接触锡槽搅动锡波而影响靠近 链 爪旁边零件的焊接。
d. 底部有突包的机种需要打高锡波,经常存在锡槽蔓锡现象。
二、改进设计方案
1. 方案: 承载边上移5mm,链爪碰不到锡面,不带出锡渣,间接能够提升焊接品质。
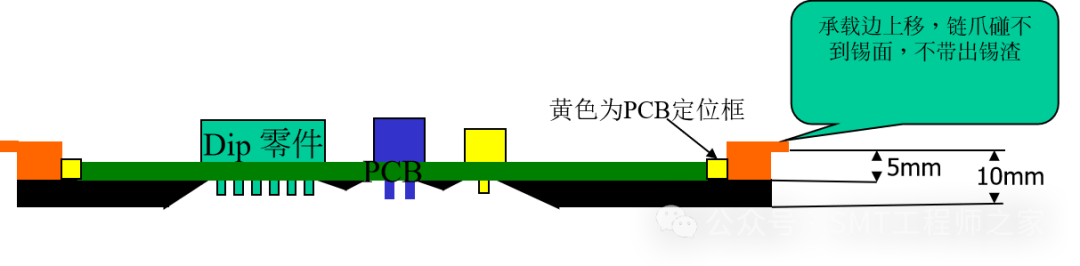
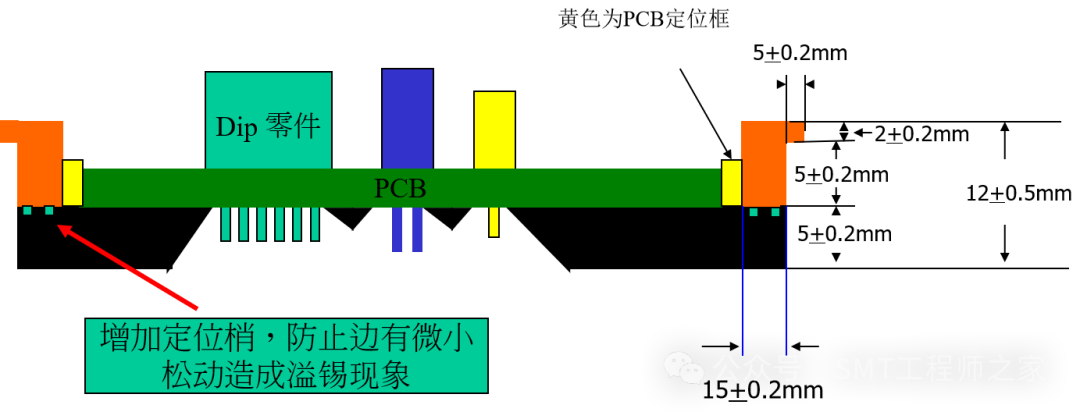
2. 具体设计尺寸:
关键点提醒:上提的承载边需要增加定位梢,防止承载边有微小松动造成溢锡现象。
3. 承载边锁边螺丝位置与数量设定
承载边销螺丝数量,如果太少容易导致承载边松动,而出现传送不顺,也有可能溢锡问题发生,因此需要定义好锁螺丝的数量;

三、实际使用效果展示
1. 改进后的波峰焊工装使用后波峰焊链爪运行实际情况如下:
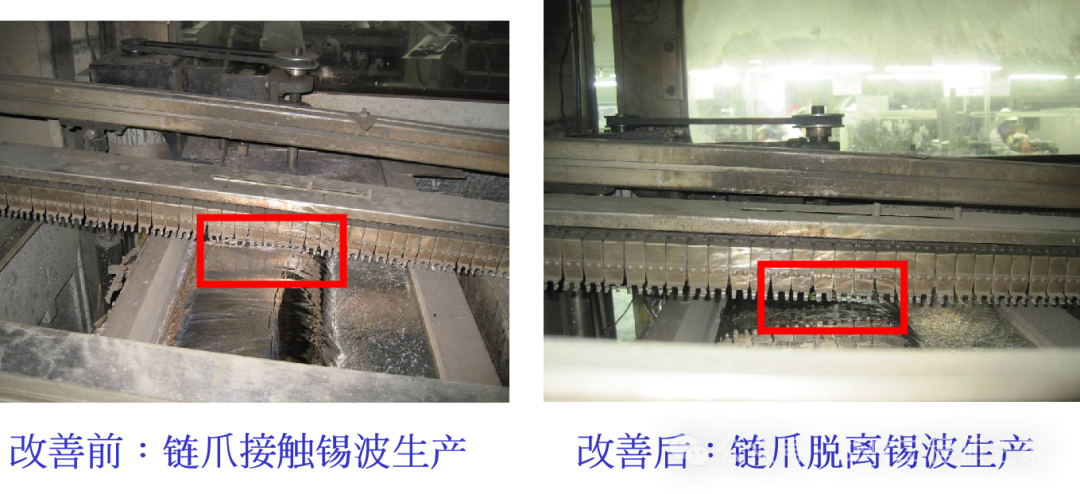
2. 改善效益:
采用新的治具设计方案可以改善的效益如下:
1)减少每天产生的锡渣量,每条线每天至少1KG锡,1年的效益大家可以计算一下,有多久可观!
2)改善有突包需要打高锡波机种锡槽蔓锡现象
3)减少焊接不良发生:比如连锡,轨道边零件上锡性问题
4)改善锡槽中被带入锡杂质的可能性。
5)对DIP周围的5S也会有所改善。
6)能够使治具有较多的下沉,而增加吃锡深度,提升焊接品质;
如果大家觉得有用,请大家动动手,转发给更多有需要的朋友!
同时,如果大家有好的改善案例或者想法,也欢迎大家分享出来,大家共同学习,共同进步!