预防波峰焊接对正⾯BGA的影响, BGA印制电路板组装设计需考量哪些?
一、正⾯再流焊
印制板混合技术常见的组装顺序为首先再流焊接电路板正面的表面贴装封 装,然后再波峰焊接通孔封装(由正面插入)。对于双面电路板,反面表面贴装元器件通常在正 面元器件之前贴装,并通过再流焊接或点胶的 方式将它们固定在所需位置。反面元器件如果 没有被点胶固定的话,应该通过波峰焊载具与 波峰隔开。但是在波峰焊接过程中,电路板正面 已再流焊接过的表面贴装元器件也会被加热。当温度升高到接近焊料合金液相线点时,这种 受热会导致这些元器件的焊点融化。因此,要 注意防止这些元器件的焊点温度达到液相线温度。
二、正⾯再流焊的影响
BGA焊点需要特别注 意,因为它们的焊点在波峰焊接过程中处于受 应力状态。如果这些焊点达到液相线温度(共 晶锡/铅焊料成分为183°C;SAC合金217°C), 那么由于升温过程中导致的热机应变,此时焊 点就存在退润湿或从印制板/封装基板脱离的 潜在风险。因为焊料极其柔软,即使是在接近 液相线温度,当温度没达到固相线时也会存在 冷焊、退润湿或者焊球变形的风险。
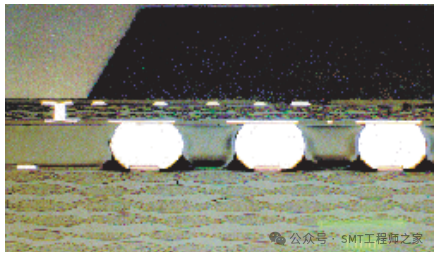
下图描述了主板正面BGA器件发生焊球变形 和退润湿的情况。在波峰焊接时,BGA焊点会 达到180°C的峰值温度。BGA焊点比有引线表面 贴装焊点更易出现这些缺陷,因为它们缺少应 变消除。
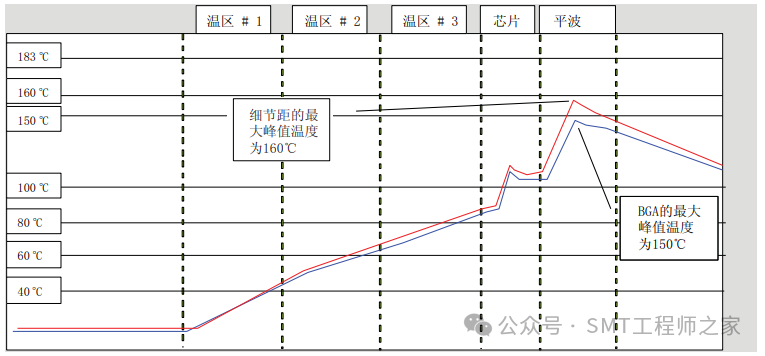
为了避免电路板正面出现BGA焊点问题,在锡/ 铅波峰焊接过程中其温度不应超过150°C,对于 无铅合金波峰焊接不应超过190°C。这比密节距 有引线元器件如塑封QFP所允许的最高温度要低。
下图是一例波峰焊过程中混合技术焊接电路板 上焊点可接受的温度曲线。
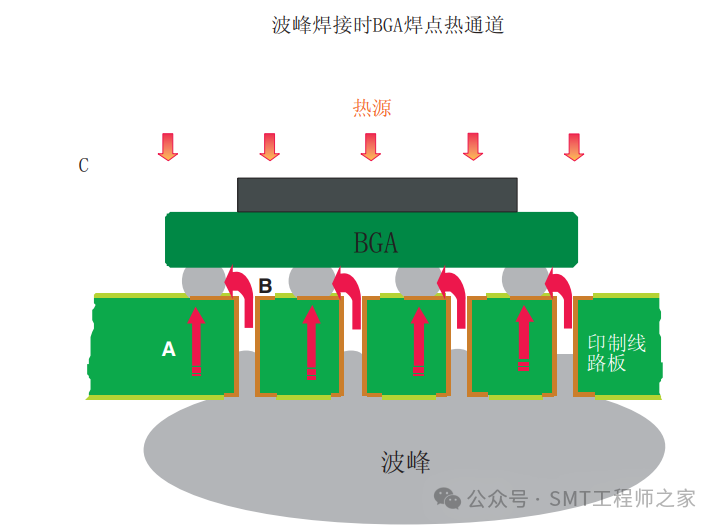
要确定保持温度低于150°C(对于无铅为190°C) 的各种方法,最好先确定波峰焊工艺中BGA焊 点受热的多种方式。下图展示了三种路径,路 径A是穿过电路板热量由反面传导至正面。路径 B经由导通孔壁传导,沿着连接导通孔的导体到 BGA焊点连接盘。路径C则为位于波峰焊接设备 上方的预加热器产生的对流和辐射。
三、避免正⾯再流的⽅法
避免正面再流的 方法旨在减少经由上述三种路径之中的一种或 多种路径传递至BGA焊点的热量,下图说明了这些方法。可在BGA封装外安装热隔离装置 以避免直接受热于波峰焊接设备内的预热器。这些热隔离装置可与波峰焊载具机械联结在一 起。
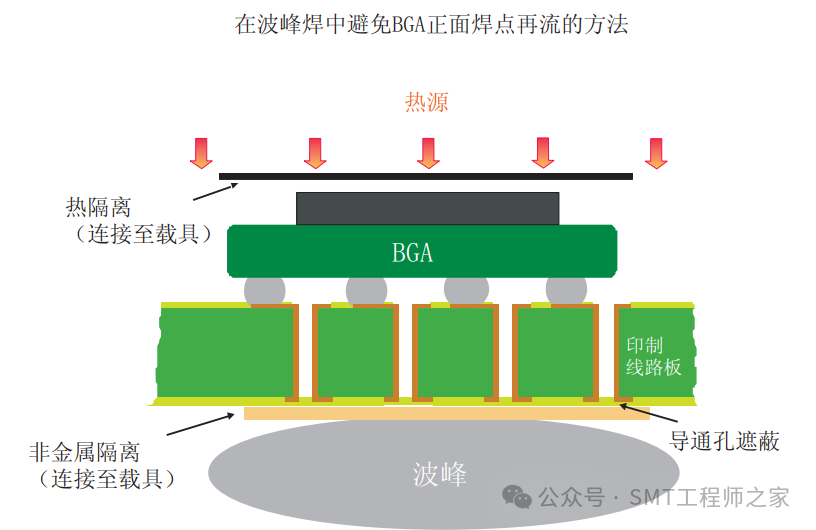
其次,在电路板反面用阻焊膜将导通孔遮蔽。基于各种原因,导通孔遮蔽工艺在业界运用得 非常普遍。导通孔遮蔽规则在板子设计时应写 进可制造性设计(DfM)。
确定要遮蔽的是那些以较短的路径与BGA连接 盘相连或与电路板导电平面相连的导通孔。
第三,可在BGA封装位置正下面的印制板反面 放置非金属隔离装置以避免波峰与电路板这些 位置相接触,波峰隔离装置也可以通过非金属 爪与波峰焊载具相连。
选择性波峰焊载具可以利用BGA下面的固体材 料来阻止焊料与电路板反面接触,以及阻止热 量由导通孔传递至连接盘,这会防止BGA焊点 的二次再流。
上述各方法的有效性可以通过测量波峰焊期间 BGA焊点的温度曲线来确认,以确保温度稳定在 150°C以下。
四、⽆铅电路板的正⾯再流
大部分可供使 用的无铅焊料(包括常见的锡银铜焊料)的熔 点比共晶锡铅焊料高。因此,当对已经再流、 正面贴有无铅元器件的组件进行波峰焊接时, 正面发生再流的风险大大降低。对于锡银铜 焊料,板子正面焊点耐受的最大再流温度可达190°C,而不会对BGA焊点产生任何影响。
本站所有转载文章系出于传递更多信息之目的,且明确注明来源,不希望被转载的媒体或个人可与我们联系,我们将立即进行删除处理。