PCBA组装设计的波峰焊接(Wave soldering)有哪些DFM要求?
一、 现代电子装联波峰焊接技术特征
1、 现代电子装联波峰焊接技术
现代电子装联技术与传统电子装联技术的本质上的不同,就在于前者的发展是围绕SMT这一主线来展开的。同样,现代电子装联波峰焊接技术与传统的波峰焊接技术的区别,就在于前者已不再是单纯的THT(穿孔安装)和单纯的SMT的焊接问题了,而是更复杂的SMT和THT混合组装的焊接问题。因此,对印制电路板组装件(以下简称PCBA)的组装设计的可制造性(以下均简称DFM)问题就变得越来越突出和重要,它已成了危及现代PCBA波峰焊接质量和生产效率的重要因素,严重情况下甚至会导致设计的产品根本无法制造出来。在生产中,这样的案例不胜枚举,特别是在一些从事电子产品代工的OEM公司中,反映更为强烈。
2、良好的DFM对PCBA生产的重要意义
DFM主要研究产品本身的物理设计与制造系统各部分之间的相互关系,并把它用于产品设计中以便将整个制造系统融合在一起进行总体优化。DFM可以降低产品的开发周期和成本,使之能更顺利地投入生产。
众所周知,设计阶段决定了产品80%的制造成本。同样,许多质量特性也是在设计时就固定下来了。因此,在设计过程中充分考虑制造因素是非常重要的。
良好的DFM是PCBA安装组件制造商降低制造缺陷、简化制造过程、缩短制造周期、降低制造成本、优化质量控制、增强产品市场竞争力、提高产品的可靠性和耐用性等的重要途径。它可以使企业以最少的投入取得最好的效益,达到事半功倍的效果。
表面组装件发展到今天,要求SMT工程师不仅要精通设计技术,更要对SMT方面的工艺有深入的了解和丰富的实践经验。因为一个不懂得焊膏和钎料流动特性的设计师,往往难以理解桥连、拉尖、墓碑、芯吸等现象发生的原因和原理,也就很难下功夫去合理设计焊盘图形,很难从设计的可制造性、可检测性以及降低成本和费用的角度去处理各种设计问题。一个设计完美的方案,如果DFM、DFT(可检测性设计)不良,将要花费大量的制造、检测成本。即使这个产品能制造出来,那它又有什么市场竞争力呢?
SMT是一门综合性极强的新兴技术,它的技术内涵比THT要丰富得多,要求设计师具有的相关知识面也比THT广泛得多。它对工艺设备、工艺经验、被安装的元器件、工艺耗材(焊膏、钎料、助焊剂)等的依存性很大。因此,一个合格的SMT设计师,不仅要懂得设计,还必须是具有丰富的工艺经验、熟悉工艺装备和各种工艺耗材特性的行家。只有这样才称得上是一个合格的SMT设计师。
大量成功的PCBA设计范例表明,只有在设计的初期阶段就把PCBA的可制造性、可使用性、可检测性、制造的经济性、质量的稳定性等进行充分的论证和关注,并贯彻于设计的全过程,才可能实现“零缺陷设计”。而一个企业,也只有这样才能向市场提供真正意义上的性价比高的优质产品。
在工业生产中,由于产品设计的不完善和局限性所引发的产品质量问题,具有批量性的特点,在生产中是很难解决和补偿的,这就是俗话说的“先天不足,后天难补”。
二、 PCB布线设计应遵循的DFM规则及考虑的因素
1、 组装加工中PCB面的应力分布
从结构强度观点来看,PCB是一个不良结构件。它把不同膨张系数和具有巨大差别弹性模数的材料装配在一起并承受不均匀载荷。而且,它们都装在一个本身可挠析的层压板上,随着振动及自重而运动。这种结构充满着尖角,增加了许多应力集中之处。况且,PCB包括强度不高的层压板及脆弱的铜箔层均不能承受较大的机械应力。PCB在切割、剪切、接插件安装、焊接过程中的装夹都会因基板过度的弯曲变形而在焊接部造成加工应力,导致元器件损伤(产生裂纹、焊点疲劳等),如下图1~图4所示。
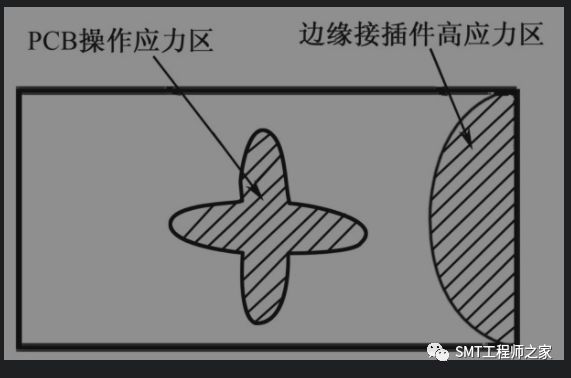
图1 PCB翘曲和连接器缺陷的高发区分布
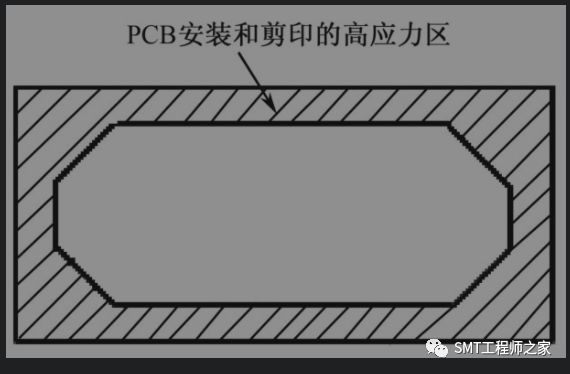
图2 安装和剪切的高应力分布区

图3 预刻角线可使应力缺陷最少
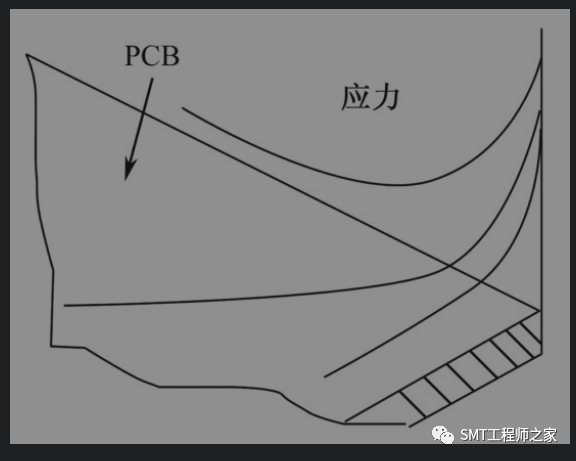
图4 靠近板角的应力分布
由于现在还设有一个标准能确定在元器件损伤前允许PCB有多大的翘曲度,但是元器件在波峰焊接过程的应力开裂(如陶瓷电容等)与PCB翘曲度有关,且随基板材料的不同而变化,所以制造和安装中均要求对组装件的翘曲度进行控制和管理。
2、 元器件的安装布局
元器件在PCB上的安装布局设计是降低波峰焊接缺陷率的极重要的一环。在进行元器件布局时应尽量满足下列要求:
① 元器件布置应远离挠度很大的区域和高应力区,不要布置到PCB的四角和边缘上,离开边缘的最小距离应不小于5mm,如上图1~图4所示。
② 元器件分布应尽可能均匀,对热容量较大的元器件更要特别关注,要采取措施避免出现温度陷阱。
③ 功率器件要均匀地布置在PCB的边缘。
④ 贵重的元器件不要布置在靠近PCB的高应力区域,如角部、边缘、接插件、安装孔、槽以及拼板的切割、豁口和拐角处,如下图1、图2所示。
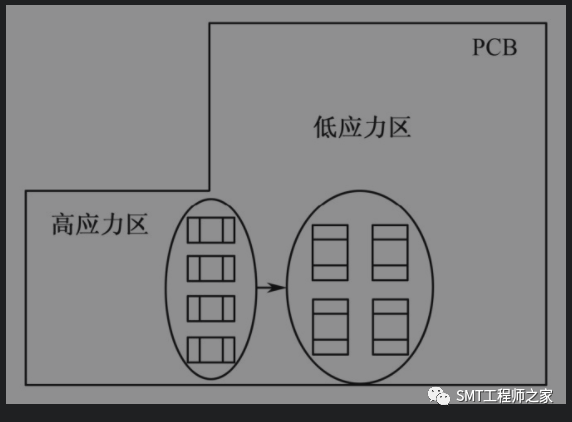
图1 具有最小应力的元件安装方位
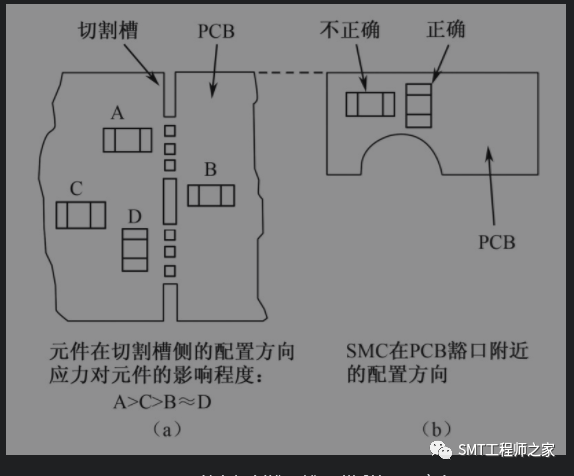
图2 元器件在切割槽和豁口附近的配置方向
⑤ PCB尺寸过大易翘曲,安装时即使元器件远离PCB边缘,缺陷仍然可能产生,因为垂直于应力梯度方向的元器件最容易产生缺陷。因此,应尽量避免采用尺寸过大的PCB。
3、 安装结构形态的选择
在混合安装中最适合于波峰焊接的安装形态
随着现代电子产品用PCBA组装结构的高密度化,以往单纯的THT或SMT的安装结构形态已经被THT、SMT混合安装形态所替代,下述三种安装形态已经大量应用。
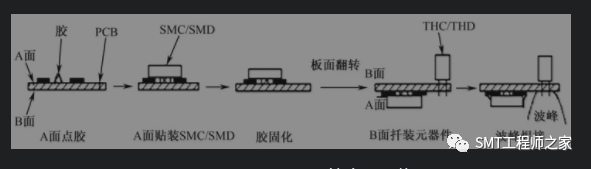
(1)SMT/THT安装结构
这是目前流行的混合安装中最简单的一种安装结构形式。它工艺流程最短,一般情况下只需采用一次波峰焊接工艺即可完成全部焊接过程。其典型工艺流程,如下图所示。
(2)(THT、SMT)/SMT安装结构
当产品的体积、重量有特殊要求,而且PCBA几何尺寸受到严格限制时,往往采用(THT、SMT)/SMT这种安装结构,其工艺流程目前有下述两种形式:
① A面再流焊,B面波峰焊。其具体工艺流程,如下图所示。
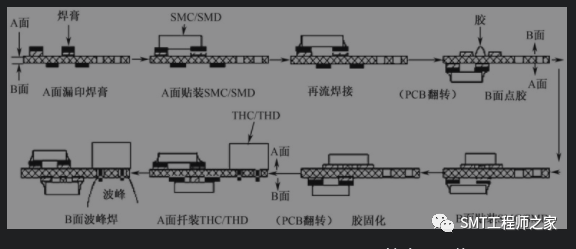
选择这种安装结构时,应注意把大的SMC/SMD、THC/THD、QFP、PLCC以及不适合波峰焊的元器件布置在A面,而将适合波峰焊的完全密封的较小的SMC(如矩形、圆柱形片式元件)/SMD(如引脚数小于28,引脚间距不小于0.8mm的SOT、SOP)布置在B面。
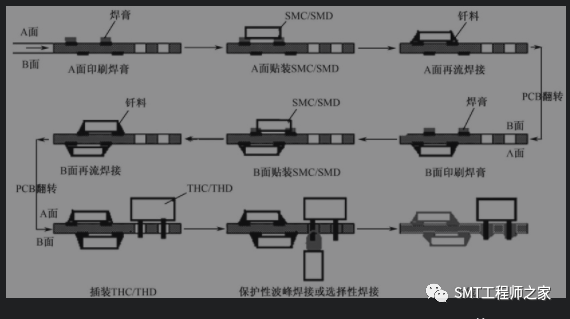
② A面再流焊,B面再流焊+保护性波峰焊或选择焊。其具体工艺流程如下图所示。
4 、电源线、地线及导通孔的考虑
1)电源线、地线
由于PCB上铜箔和基板材料的热膨胀系数及导热速率差异极大,所以在预热和焊接温度下,分布不均匀的铜箔层易使PCB产生较大的变形和翘曲。在设计时应满足下列要求:
● 大面积的电源线和接地线应画成交叉剖面线(在大面积图形中将讨论)。
● 每层上的铜箔图形分布应尽可能均匀一致。
2)导通孔
导通孔的主要作用是实现PCB各层之间的电气互连。由于现在安装密度大幅度提高, PCB不断地向多层化发展,所以导通孔的作用越来越重要,数量也不断增多。在设计中导通孔的布局和要求如下:
● 导通孔的设置应距离安装焊盘不小于0.63mm,不允许将导通孔设置在焊盘区内,以避免焊接过程中钎料的流失。
● 应尽力避免将导通孔设置在SMC/SMD元器件体的下面,以防焊接过程中钎料流失、截留助焊剂和污染物而无法清除。
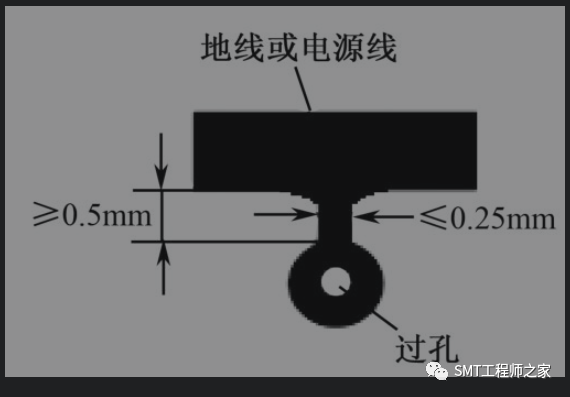
● 导通孔与电源线或地线相连时,应采用宽度不大于0.25mm的细颈导线连接,细颈线长度应不小于0.5mm,如下图所示。
5、 采用拼板结构时应注意的问题
采用拼板结构时,若将经过多次安装和焊接的PCB进行分割,靠近转角的边缘区的元器件必然产生较大的扭曲变形,从而附加较大的应力而导致焊点和元器件开裂或裂纹。由于SMC/SMD没有柔性引线来消除PCB产生的机械应力,故更易造成SMC/SMD的损伤。因此,采用预刻线的拼板结构形式(如图7.6所示)可使分板时翘曲变形最小,使元器件所受的应力和缺陷减到最少。拼板的连接和分离可采用双面对刻V形槽,V形槽深度(两面槽深之和)为板厚的1/3左右,要求刻槽尺寸精确且深度均匀,如下图所示。

6 、测试焊盘的设置
设置的测试焊盘应与元器件的安装焊盘分开。对于无源元件,可用宽度为0.25mm的细颈导线将测试盘和元件安装盘分离开;对于有源器件,焊盘可用0.2mm宽度的细颈导线分隔开,其最小间距应大于0.4mm。测试点离元器件本体或安装焊盘的最小间隔应不小于1.0mm,距离任何接插件通孔中心(DIP轴向、柱状插装件)的距离应大于2.5mm。
7 、元器件间距
元器件间距由PCBA的安装密度所决定,元器件间安装间距的大小影响着波峰焊接的缺陷率(桥连),这也是导致生产成本上升的一个重要因素。因此,只要有可能就应尽量取较大的值。设计中其尺寸大小应遵守下述原则:
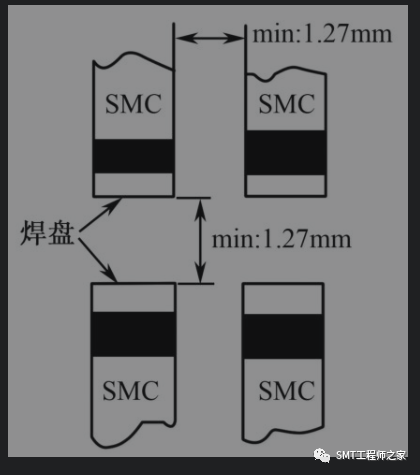
图1 相邻SMC之间的间距
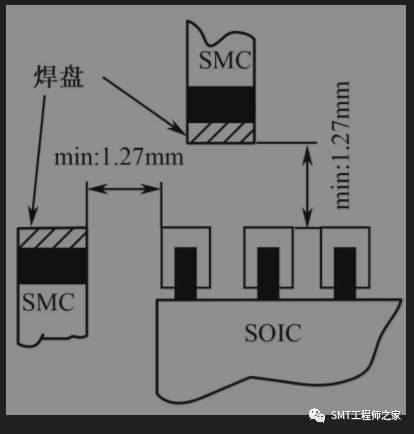
图2 SMC与SOIC的间距
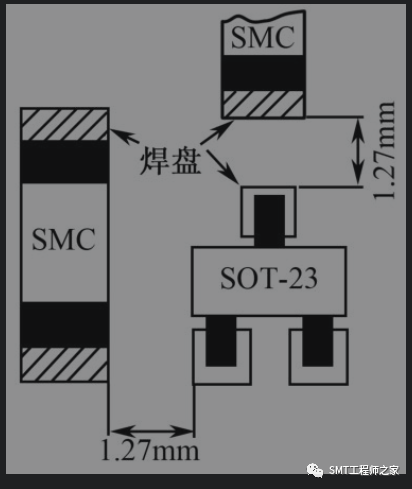
SMC与晶体管的间隔
8、 阻焊膜的设计
不适当的阻焊膜设计将导致下述两种缺陷:
① 阻焊掩膜与布线图配准不良,从而导致湿膜塌落而使焊盘表面和周围污染,造成焊点吃锡不良或大量的钎料球。
② 阻焊掩膜过厚,超过PCB铜箔焊盘厚度,再流焊时便形成吊桥或开路,如下图所示。
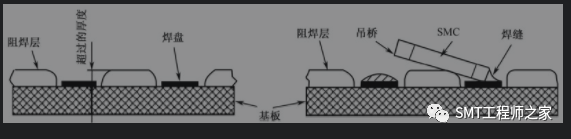
从波峰焊接工艺性考虑,阻焊膜的设计应遵守以下原则:
① 在两焊盘之间无导线通过时,可采用阻焊掩膜窗孔形式,如下图(a)所示。当两焊盘间有导线通过时,则应采用如下图(b)所示的形式,以防止桥连。

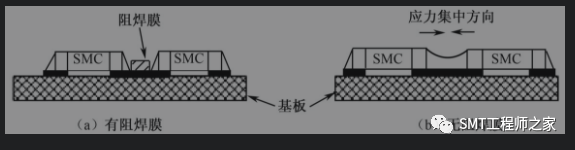
② 当有两个以上靠得很近的SMC的焊盘共用一段导线时,应用阻焊膜将其分开,以免钎料收缩时产生应力使SMC移位或拉裂,如下图所示。
9、 排版与布局
① 选用较大尺寸的PCB面时,由于翘曲和质量的原因将导致波峰焊接输送困难,所以应尽量避免使用大于250mm×300mm的板面。根据各公司自己的产品特点,尺寸应尽量标准化,这样有助于缩短生产工序间调整及重新摆放条形码阅读器位置等所导致的停机时间。
② 可在PCB的废边上安排测试电路图样(如IPC—B—25梳形图案),以便进行工艺控制,在制造过程中可使用该图样监测表面绝缘电阻、清洁度及可焊性等。
③对于较大的PCB面,应在中心留出一条通道,以便波峰焊接时在中心位置对PCB进行支撑,防止板子下垂和钎料溅射,有助于确保板面焊接的一致性。
10、 元件的安放
① 相似的元器件在板面上应以相同的方式和方向排放,这样可以加快插装速度且更易发现错误。
② 尽量使元器件均匀地分布在PCB上,以降低波峰焊接过程中发生翘曲,并有助于使其在过波峰时热量分布均匀。
③ 应选用根据工业标准进行过预处理的元件。因为元件准备是生产过程中效率最低的环节之一,它不但增添了额外的工序,增加了静电损坏风险,还增加了出错的机会。
三、 在PCB上安装图形设计对波峰焊接效果的影响
1 、元器件安装布局对波峰焊接效果的影响
PCB上元器件安装布局的好坏,是造成波峰焊接中拉尖、桥连、钎料瘤、焊点吃锡不均匀、干瘪、焊盘出现孔穴等缺陷的主要因素。因此,为了确保波峰焊接效果,必须对PCB上元器件安装布局施加某些必要的限制。
2、 THT方式的图形布局
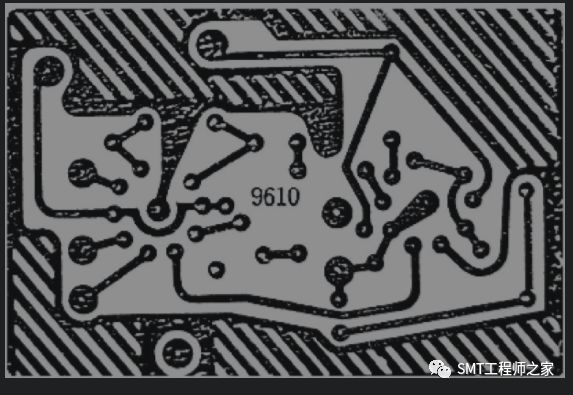
1)PCB布线的取向
随着电子产品向轻、薄、短、小方向发展,PCB的布线密度大幅度增加,间距越来越小,这样就增加了波峰焊接时的相邻导线间产生桥连的危险性。因此,设计者应使所有相互靠近的线系尽量取平行于焊接时的运动方向。这样,由于液态钎料和它们之间相互运动所产生的擦拭作用,就降低了产生桥连的危险性。
良好的PCB布线几乎可以完全消除桥连现象。在普通PCB上,即使非常小的间隙也可以很安全地进行波峰焊接。笔者专门做了下述试验:
在布线间距相同的情况下,前者没有桥连现象,而后者的桥连现象相当严重。
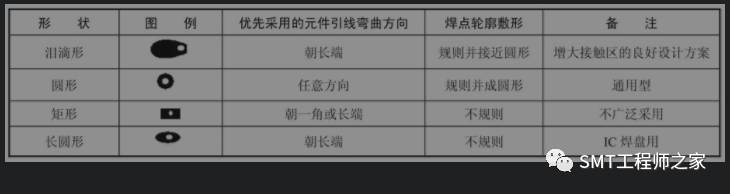
2)焊盘的形状
焊盘的形状一般要考虑与孔的形状相适配,而孔的形状一般又要与元器件引线的形状相对应。常见的基本焊盘形状及其对焊点轮廓敷形的影响,具体见下表
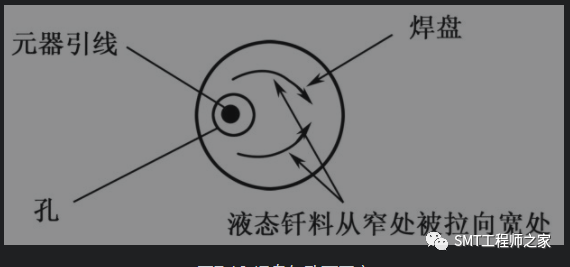
3)焊盘与孔的同心度
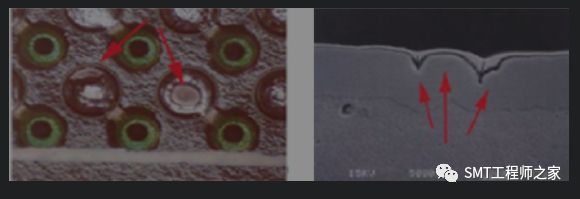
在单面PCB中焊盘与孔不同心,则几乎百分之百会产生孔穴、气孔或吃锡不均匀等焊接缺陷。由于金属表面对液态钎料的吸附力,是与被焊基体金属表面面积的大小有关的,面积大的表面表现的吸附力也大,这就导致了液态钎料总是从窄面积处流向宽面积处,窄处的钎料被拉走(如下图所示)而出现吃锡量少、干瘪等缺陷。
4)孔、线间隙对波峰焊接的影响
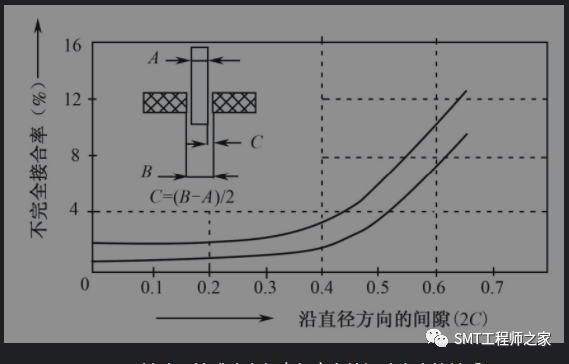
引线直径与焊盘安装孔径的配合是否恰当,不仅直接影响焊点的力学性能和电气特性,而且是造成焊点圆角高度不理想的重要原因,并且还是影响焊点出现孔穴现象的因素。它对波峰焊接焊点连接的成功率的综合性影响是极大的。如图7.19所示是日本学者纲岛瑛一在综合了浸焊试验结果后,给出的不完全接合率与间隙大小之间的关系。由下图所示可知,当沿直径方向的间隙在0.2mm以下时,接合成功率可达98.3%~99.5%。随着间隙值的增大,接合成功率降低,当间隙值超过0.4~0.5mm时,接合成功率快速下降。
试验结果表明焊点孔穴发生率与孔和引线之间的间隙有关,而与焊盘大小无关。大孔配小引线是导致焊点出现孔穴的根源,而焊盘大小则只影响焊点的饱满程度。试验数据见下表。
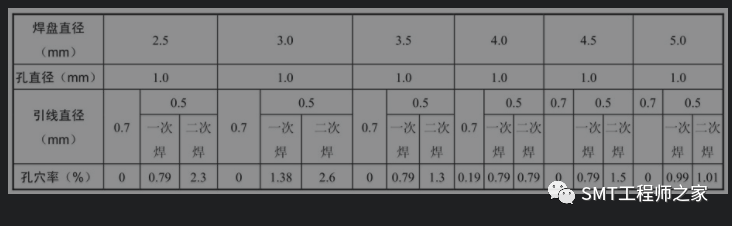
由于波峰焊接时钎料必须利用毛细管作用上升到PCB上表面而形成金属的连续性。因此,保持孔和引线间适当的间隙是极为重要的。元器件引线直径一般都是标准化的,作为PCB来说,孔径和引线直径的差值,日本学者纲岛瑛一推荐取值范围为0.05~0.2mm;而美国学者Howard.H.Manko建议采用的间隙为0.05~0.15mm。此时的间隙可以确保在孔壁与引线表面之间,无论对助焊剂还是对液态钎料都有最好的毛细作用效果。在采用自动插元器件的情况下,采用0.3~0.4mm效果良好。
5)焊盘与孔直径的配合
根据大量的现场应用情况可知,焊盘与孔直径配合不当,将严重影响焊点形状的丰满程度。对单面PCB焊点的机械强度将造成影响。为了深入地分析此问题,下面以单面PCB为例,考察一下由波峰焊接所形成的焊点接头的构成,如下图所示。
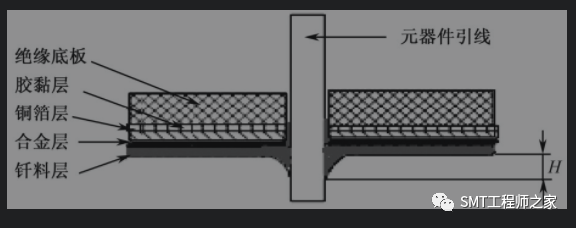
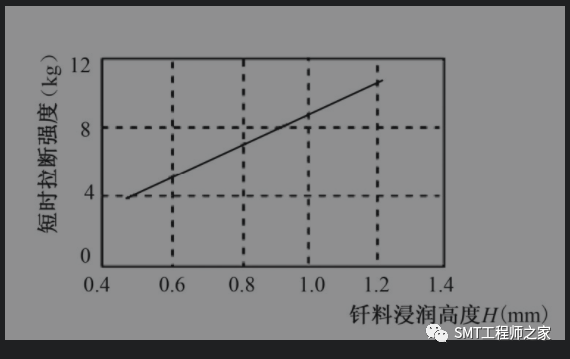
据有关文献介绍,对非金属化孔的单面板焊点的机械强度,主要取决于焊点接合部的合金化程度和对引线的浸润高度(H)。在合金化比较充分的情况下,则浸润高度对机械强度的影响成为主要因素之一,如下图所示为接头强度受钎料浸润高度大小的影响关系。
钎料浸润高度 H的形成,主要受焊盘大小和形状、孔直径、引线直径、引线伸出焊盘的高度以及焊盘和导线的配合等诸多因素的综合影响,如下图所示为理想轮廓及浸润高度H的构成条件。
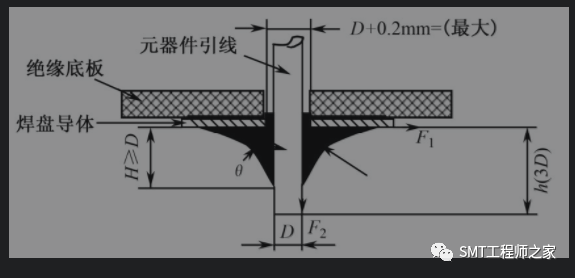
焊点包裹的钎料量的多少对强度的影响不是很明显的。例如图所示上的直插引线情况,当接触角15°<θ<45°时,焊点的机械强度最好,抗拉强度平均可达6.7kg/mm2,抗拉试验断裂处几乎都是在引线上。
15°<θ<45°条件的形成,主要取决于焊盘直径和引线之间所取的比例关系。波峰焊接时,焊点上的液态钎料要分别受到沿焊盘表面和元器件引线伸出焊盘的部分表面两个方向的吸附力F1和F2的共同作用,从而使液面成弯月状。当引线直径(D)和伸出高度(h)一定时,F2力基本上是一个定值。因此 F1力将成为影响液面形状(即θ角大小)的唯一因素。而 F1力的大小取决于焊盘面积的大小,所以一定的引线直径 h 高度,就对应着某一个θ角所需要的最佳焊盘面积。试验表明:在孔径为1mm的条件下,焊盘直径大于4mm的焊点,普遍出现吃锡量大小、干瘪的缺陷。所以焊盘直径不宜过大,但也不能大小,否则孔的中心与焊盘中心偏离所造成的不良影响的概率也会增大,影响焊点的质量。相关文献推荐的焊盘与孔间配合的优选尺寸,见下表。

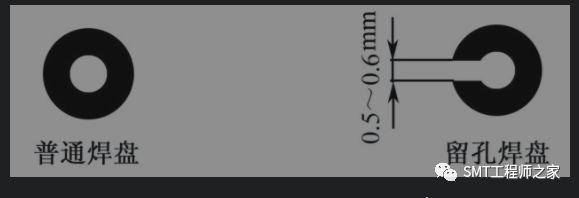
6)留孔焊盘
单面PCB在波峰焊接时,为了便于焊后补装元器件用,要求露出孔的焊盘称为留孔焊盘。在焊盘圆环上开一个0.5~0.6mm宽的槽即可,如下图所示。
7)导线的线形设计
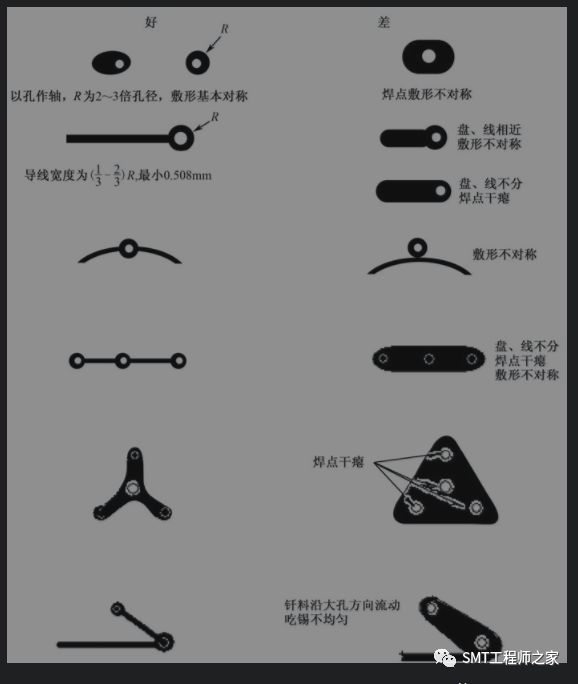
导线线形设计的优劣,不仅对PCB的机电性能有较大影响,而且还是构成波峰焊接缺陷(如桥连、拉尖、钎料瘤等)的重要因素。PCB导线线形设计的内容包括导线形状、导线宽度、导线间距离等。
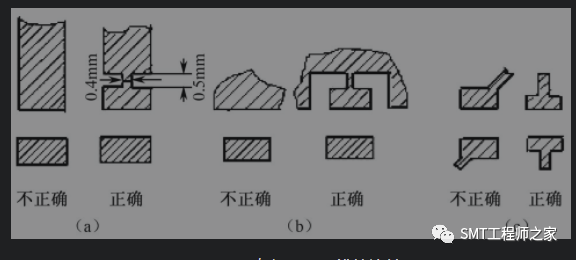
(1)导线形状在设计PCB导线的线形时,主要要求导线应平滑均匀、渐变过渡,切忌成直角或锐角的急转弯(如下图所示),以避免在波峰焊接中,在尖角处出现附加应力而引起铜箔断裂、起翘、剥离、形成焊疤或钎料过分堆集等疵病。
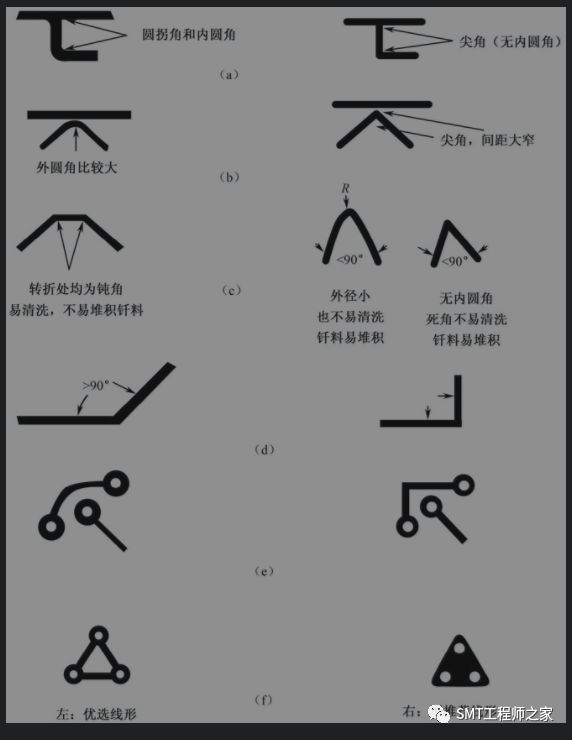
① 图(a):
左图——导线转折处内外均为圆角过度,转折处不会形成应力集中使导线在尖角产生裂缝甚至断裂,圆角有利于钎料回流,不会造成钎料堆积形成钎料瘤。
右图——转折处为尖角,易形成应力集中而导致导线在尖角部产生裂缝,液态钎料回流不畅,波峰焊接中易造成钎料堆积而形成钎料瘤。
② 图(b):
左图——折弯导线的转折处是圆角与直导线相邻,利于液态钎料回流。
右图——转折处与直导线尖角相邻,液态钎料回流不畅。
③ 图(c)、(d):
左图——折弯处钝角或圆弧过渡,钎料回流畅通,不易形成钎料和污染物堆积。
右图——锐角(或直角)转折,折弯处为尖角或半径很小的圆角,在折弯处的内侧易形成钎料和污染物堆积,且不易清除。
④ 图(e):
左图——钝角过渡,钎料回流好。
右图——直角过渡,钎料回流不畅。
⑤ 图(f):
左图——改善了圆角部焊点的轮廓敷形,焊点丰满。
右图——大盘中央对液态钎料大量引流,圆角部焊点敷形干瘪。
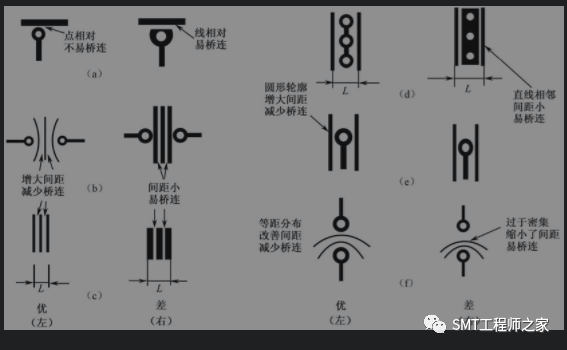
(2)导线宽度和间距导线宽度主要决定于其要求通过的电流。相邻导线间距的大小,既影响PCB相邻导线间的电绝缘性,又会导致波峰焊接中桥连缺陷,如下图所示。对于密集型导线簇,在布线区间受到限制时,在保证电流密度要求的情况下,应尽量减小导线宽度以增大导线间距,减少焊接中产生桥连的可能。
(3)盘、线图形对圆角和热工特性的影响
焊盘图形设计不合理以及焊盘与导线的连接处理不当,是造成焊点圆角缺陷的一个极为重要的原因。
如下图所示为美国Eastman Kodak Co. 给出的设计示范。左侧为推荐的焊盘和线形设计,它在波峰焊接中能确保获得较理想的轮廓敷形。右侧为不良设计的焊盘和线形,它是导致波峰焊接中焊点轮廓不对称、焊点干瘪、钎料瘤的原因。
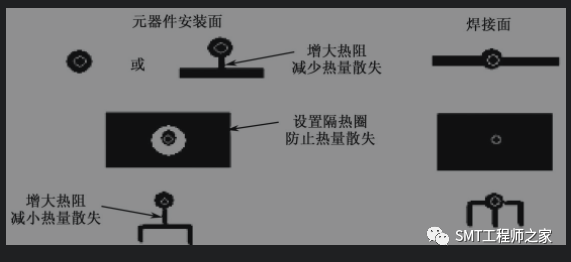
如下图所示为Philips公司为改善PCB在波峰焊接中的热工性能所釆取的设计措施。左侧为PCB的元器件面的图形设计。右侧为PCB焊接面的对应图形。
8)大面积图形
大面积的铜箔面在波峰焊接时极易形成钎料瘤,造成局部钎料堆集。因此,可以通过设置网孔或开窗口的形式,将大面积导体分割成若干个小线条或面积。窄条窗口分布的方向以取与边缘成45°角为宜,如下图所示。
3、 SMT方式的图形设计
前面讨论的基本上是针对通孔安装方式(THT)的,而对于SMT方式,某些原则就不一定适应了。由于SMT波峰焊接的特殊性,情况比THT波峰焊接要复杂得多。SMT波峰焊接中必须处理好气囊遮蔽效应和阴影效应的影响。桥连和漏焊是SMT波峰焊接中两个对立的方面,必须要妥善处理。
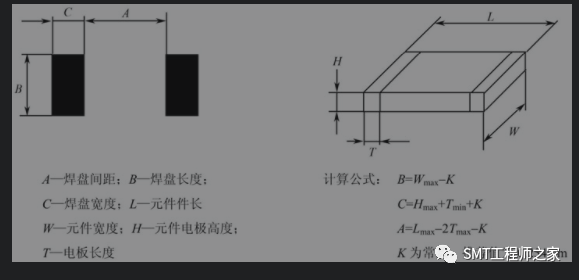
适合SMC、SMD波峰焊接焊盘的图形,由于SMC 、SMD的封装形式的不同,各家公司给出的要素也是有所差异的。下面列举美国IPC标准中对SMT有关波峰焊接焊盘设计准则的工艺性约定如下。
IPC-SM-782有关波峰焊接工艺性的约定
(1)无源元件(SMC)
可同时适用于波峰焊接和再流焊接的焊盘规范图设计准则,如下图所示。
(2)扁平封装IC
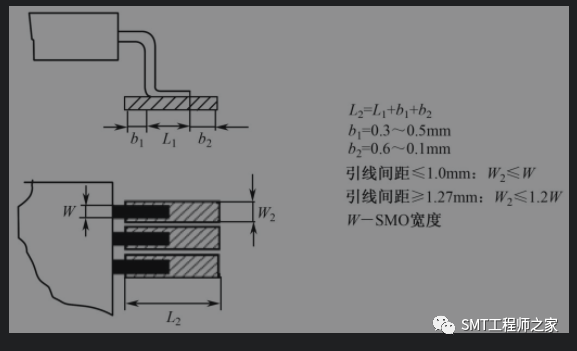
表面安装型扁平封装IC(SOP、QFP等)在采用波峰焊接工艺时,其焊盘图形可按如下图所示的规定要求进行。在此情况下进行波峰焊接后,引脚前后敷形均较好。
(3)圆柱形元器件(MELF)
波峰焊接时规定采用长方形焊盘,焊盘图形参数可参照矩形片式元件的有关约定进行。
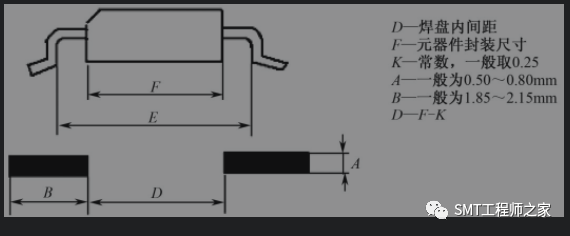
(4)小外形封装器件SOIC对于小外形晶体管,应在保持焊盘间的中心距等于引线间的中心距的基础上,使每个焊盘四周的尺寸再分别向外延伸至少0.4mm,以改善焊点的轮廓敷形。
对于小外形封装集成电路(SOIC)和电阻网络,可参照下图进行。
(5)四边扁平封装器件(QFP)
QFP焊盘宽度可根据产品在一定范围内变动。一般焊盘的宽度的取值与引脚的宽度相等,焊盘长度一般可取(2.5±0.5)mm
(6)其他元器件
焊盘尺寸设计原则可参照前述内容。一般对于不属于细间距范畴的元器件,焊盘的取值总可以比引脚宽度大0.125mm左右。
(7)焊盘与印制导线的配合
为了在波峰焊接中能获得良好的轮廓圆角和焊盘热量的均衡。标准中给出的图形设计规则,如下图所示。
四、THD/SMD安装设计的波峰焊接工艺性
1、 IC插座焊盘的排列走向
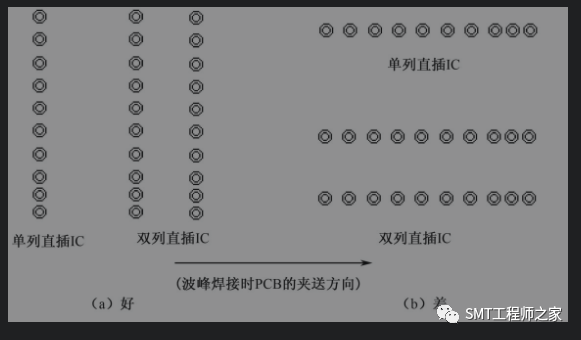
单列直插和双列直插及小型开关的引出线焊盘的排列,应如下图所示。这样引线焊盘之间顺焊接方向有较大的空隙,可明显减少桥连。试验表明如下图(b)所示的排列方向在焊接中产生桥连的可能性比如下图(a)所示的排列方向要大得多。
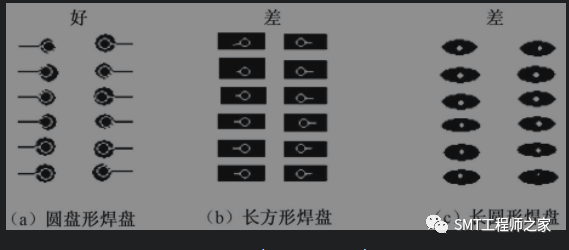
2、 直线密集型焊盘
直线密集型焊盘是指IC所用的焊盘。对于此类焊盘,提倡开圆孔并做圆形焊盘,不宜做成长方形或长圆形,如下图所示。在相同的排列和焊接方向下,长方形或长圆形的桥连率是圆形焊盘的3.8倍。
3、 引线伸出焊盘的高度
引脚伸出焊盘的高度不仅影响焊接效果,而且在通过钎料波峰时将严重干扰波峰钎料的流态,是产生桥连缺陷的重要原因,对密集形接线端子(如多芯插座)尤为明显。
通常对于小热容量的孤立焊点,可靠近1.5mm取值,而对于热容量大的密集型接线端子(如多芯插座),其伸出高度应取大于1.0mm为宜。
4、 工艺区的设置
为了波峰焊接时便于装夹,避免安装在边缘部分的元器件与夹持爪碰撞,以及边缘导线与夹持爪之间粘连,沿PCB四周边缘均应留出不小于5mm的无元器件区及无铜箔区(作为工艺区),如下图所示。

5、 热工方面的考虑
PCB完全设计好以后,正确的做法是分析PCB装配件的热容量和该热容量对每个具体焊点的影响。因为在波峰焊接过程中,把焊接区加热到润湿温度是焊接过程中极为重要的一环。所以应避免与焊点临近区域的大量吸热。PCB装配件应合理布置,以尽可能使在同一块PCB面上的每一个焊接区在波峰焊接中吸收的热量相等或近似相等,以避免在波峰焊接过程中,热容量小的区域因热量供给过剩而造成过热;而热容量大的区域又因热量供给不足造成温度偏低,导致焊点不能正常浸润。
6、 SMT方式组装结构的可制造性设计
1)SMT安装结构给波峰焊接技术带来的新问题
SMT波峰焊接属于一种浸入式焊接,这种工艺带来了下述新问题:
● 对元器件热沖击大;
● 钎料中溶入杂质的机会多,钎料易受污染。
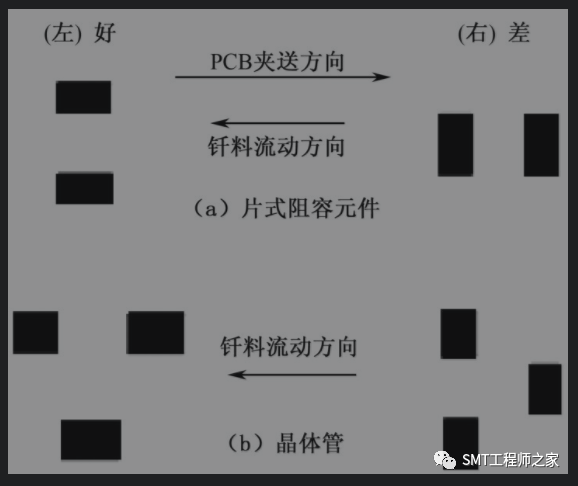
图1 阻容元件及晶体管的排列取向
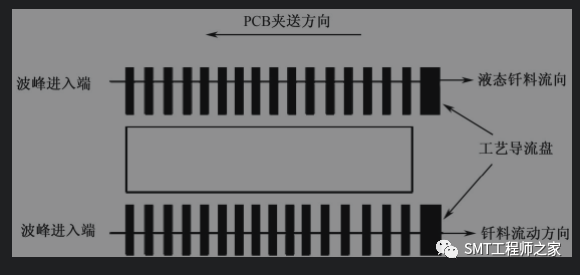
图2 SOIC焊盘排列及工艺导流盘的设置
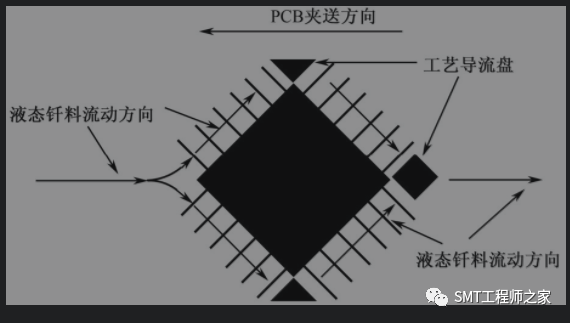
图3 双四边封装器件(QFP)焊盘的排列方向
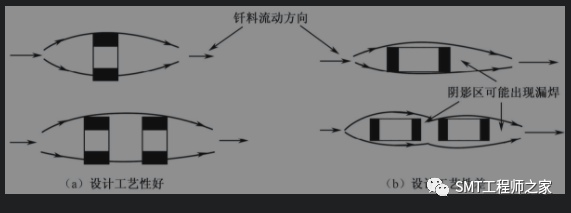
图4 片式阻容元件安装取向
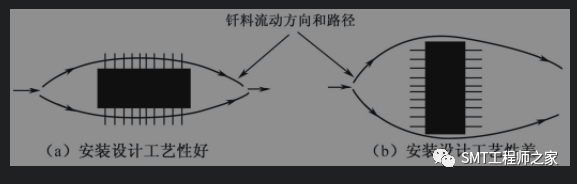
图5 小外形SOIC的安装焊接工艺性
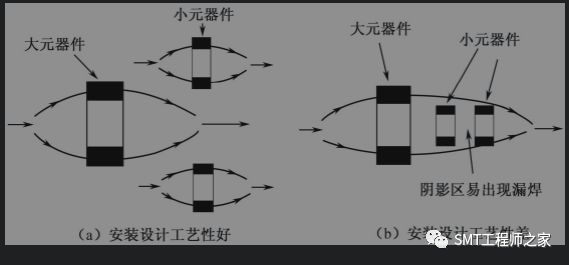
图6 大元件与小元件的安装设计工艺性(箭头为波峰钎料流径)
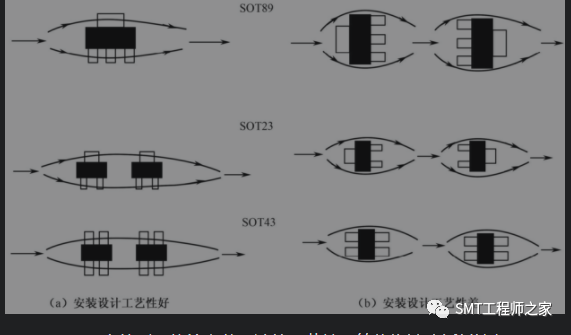
图7 小外形晶体管安装设计的工艺性(箭头为波峰钎料流径)

图8 QFP安装设计的工艺性
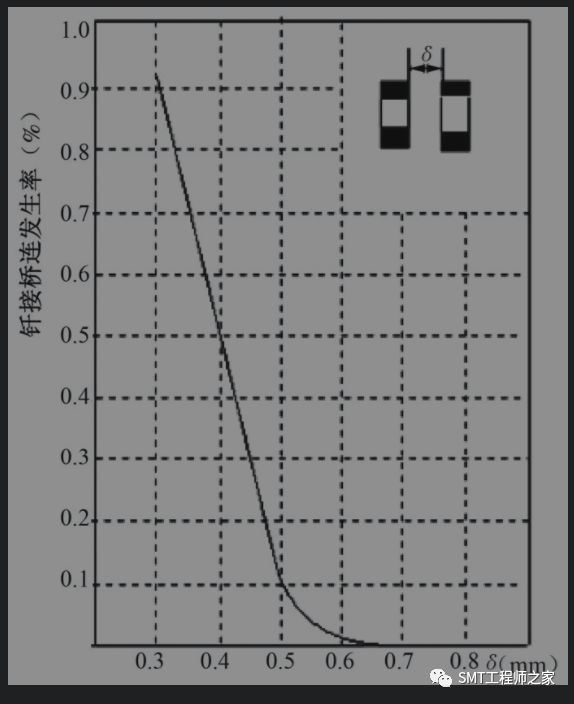
图1 SMC/SMD间的间隔与桥连率的关系
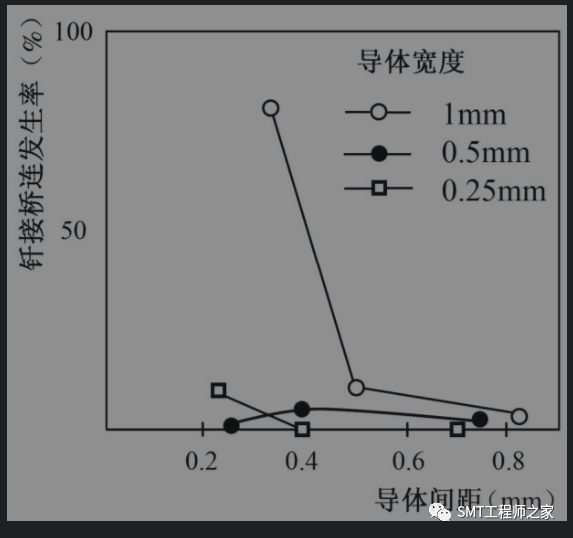
图2 导体宽与桥连发生率的关系



本站所有转载文章系出于传递更多信息之目的,且明确注明来源,不希望被转载的媒体或个人可与我们联系,我们将立即进行删除处理。