

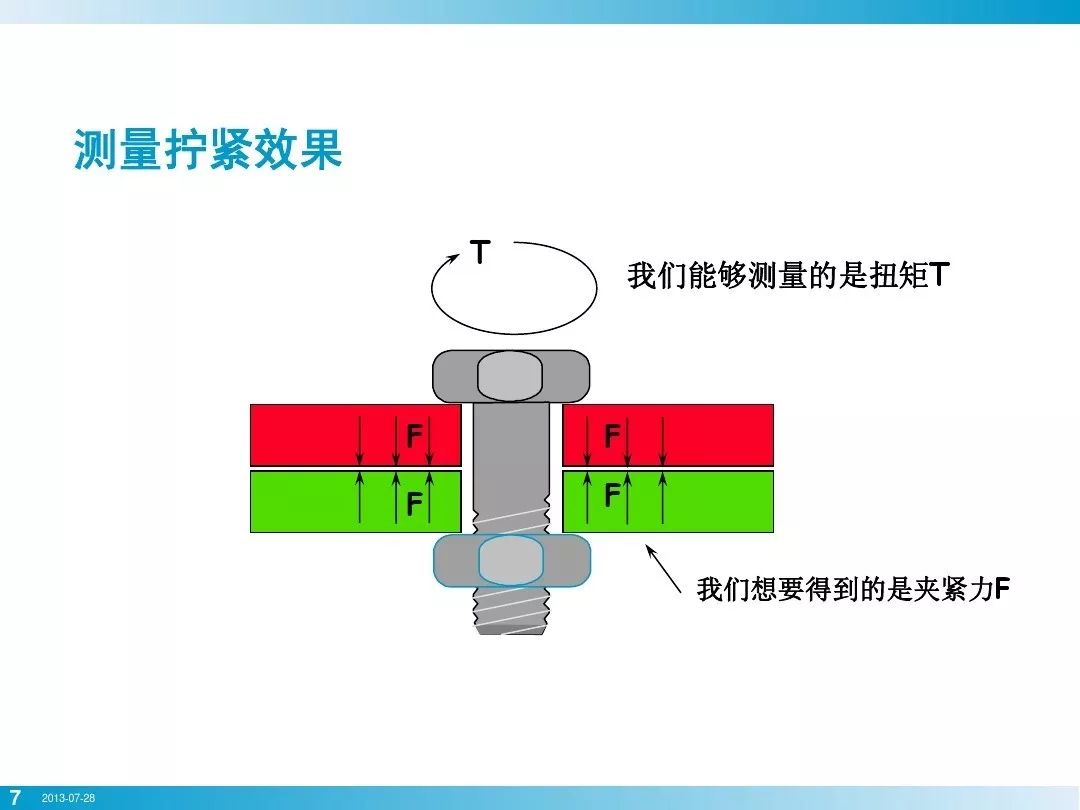


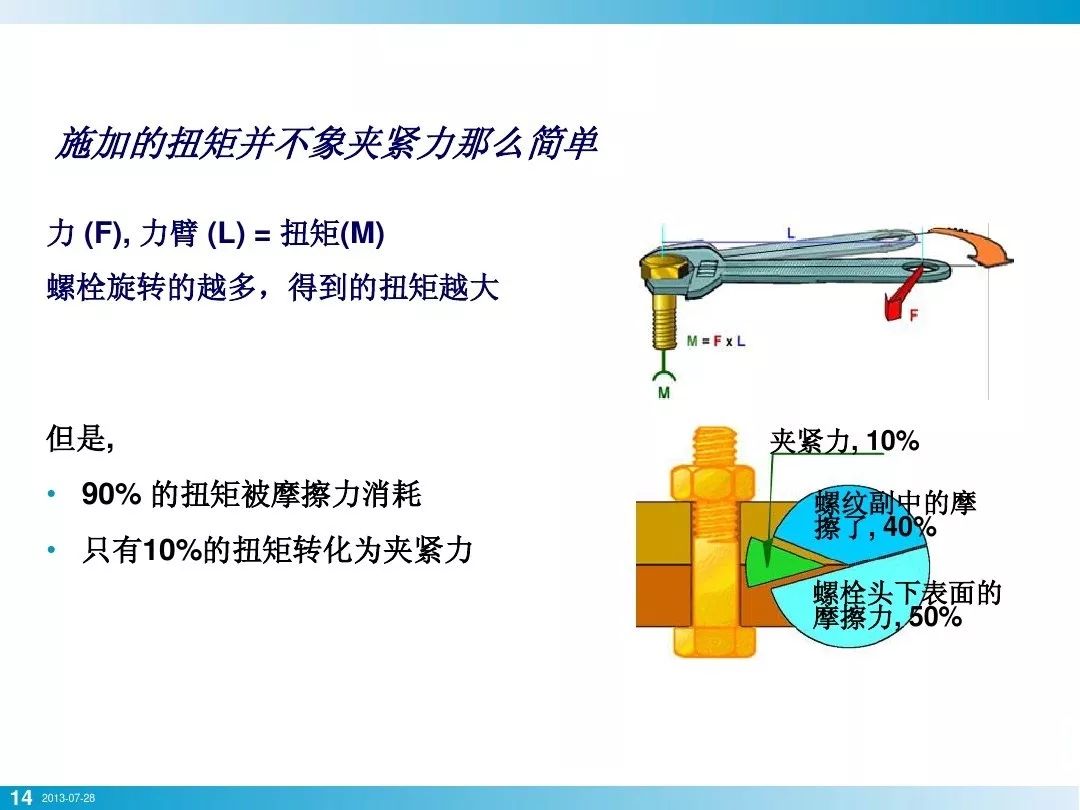
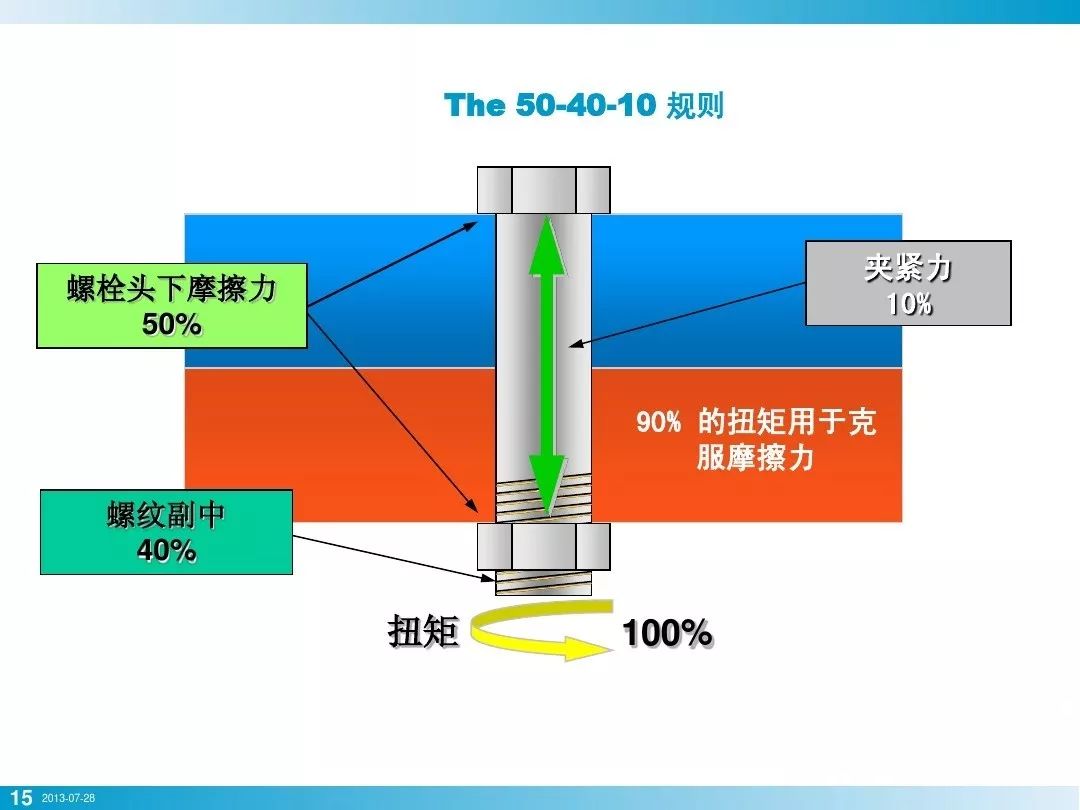

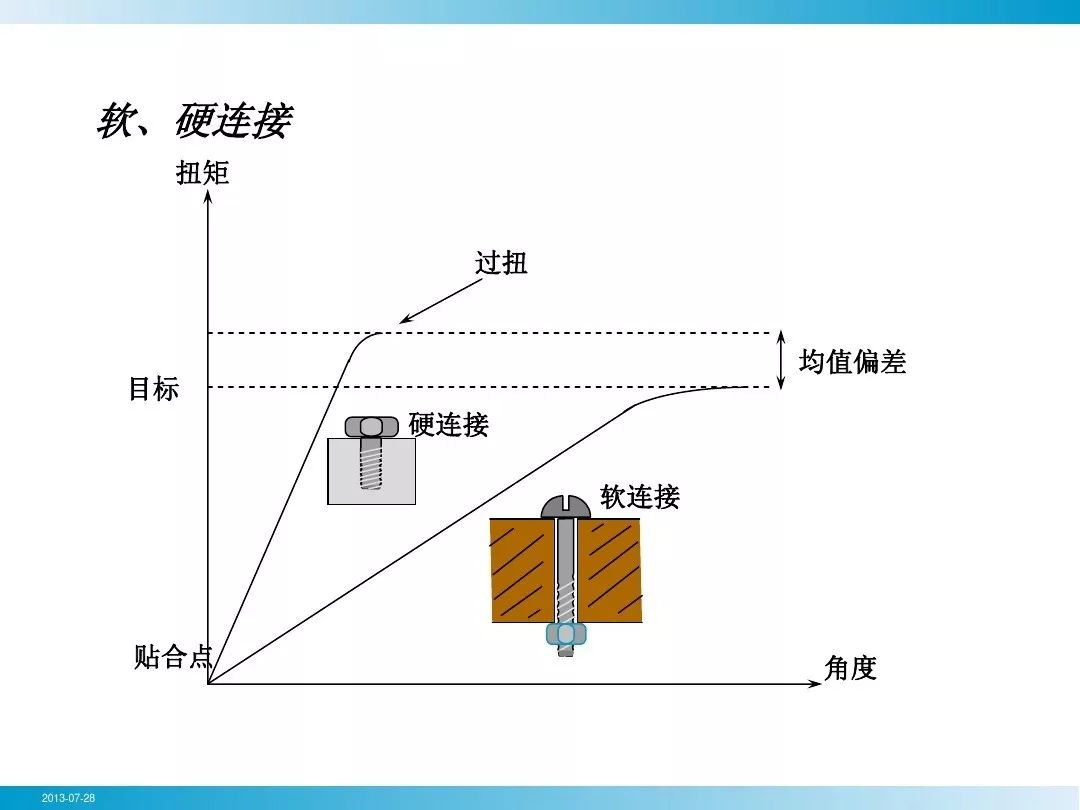
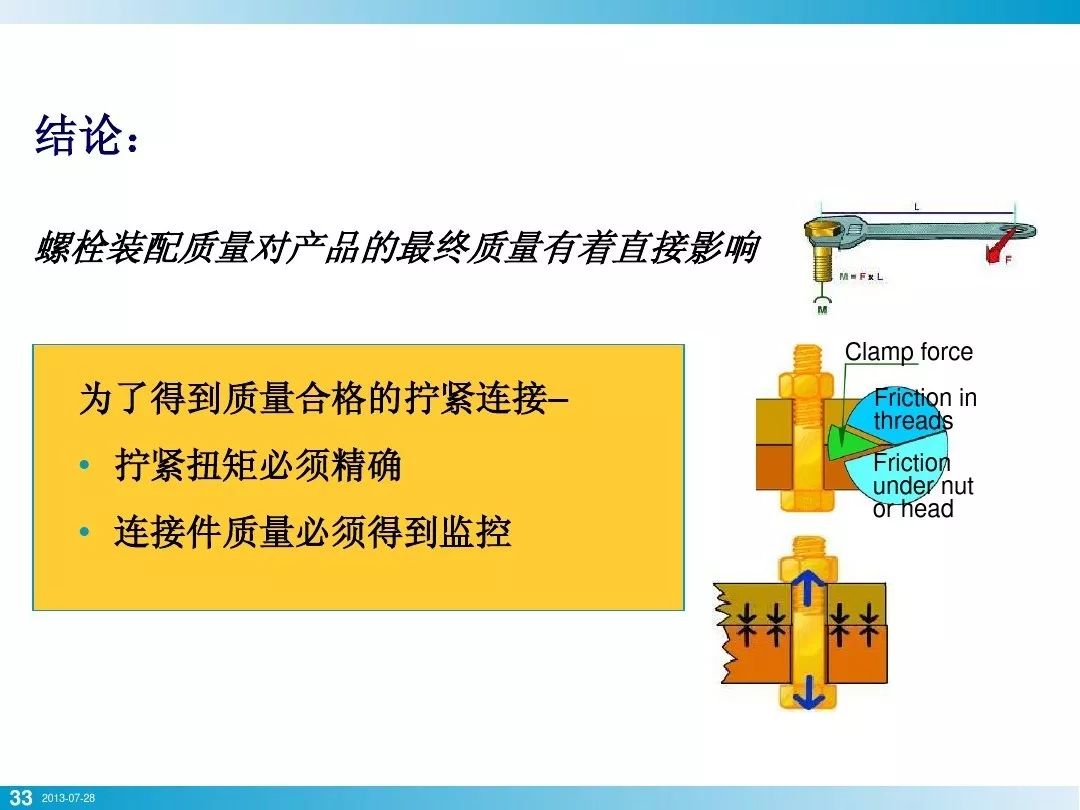
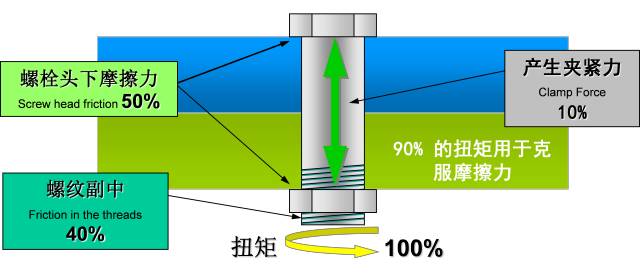
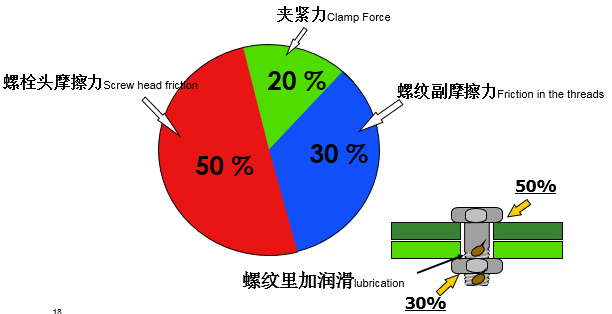
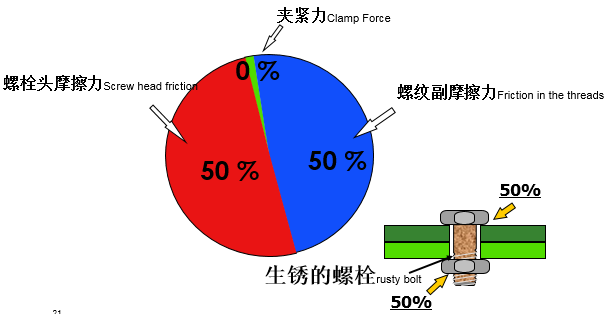
此时螺纹副摩擦系数降低,摩擦力矩变小,施加的扭矩“转移”给夹紧力,后果有可能是:螺栓拉断或者工件变形。
本站所有转载文章系出于传递更多信息之目的,且明确注明来源,不希望被转载的媒体或个人可与我们联系,我们将立即进行删除处理。
相关文章

电工常用工具仪表使用注意事项,导线正确连接方法、三相交流电机拆卸
电工常用工具仪表使用注意事项,导线正确连接方法、三相交流电机拆卸; 螺丝刀: 螺丝刀是拆卸或安装坚固螺钉的稳固工具(俗称起子)。根据头部可分为(平头)一字...

热融紧固技术,拧螺丝的新境界,宝马奔驰奥迪都在用!
紧固技术是一种通过设备中心拧紧轴将电机的高速旋转传导至待连接板料摩擦生热产生塑性形变后,自攻丝并螺接的冷成型工艺。 咱们通过一个机器人拧螺钉的...

减速机过程中的选择依据和方法介绍
减速机过程中的选择依据和方法介绍;减速器的选择是所有机械设计工程师的必修课,因此我们将结合减速器选型样本介绍减速器选型注意事项。 其实在选择减速器的过程中,我们要特别注意以下参数的选择和计算...

一台变频器带动多台电机的注意事项与应用案例
一台变频器带动多台电机的注意事项与应用案例;一台变频器同时带几台甚至几十台电机,所有电机的速度都由同一台变频器的输出频率控制,理论上所有电机的速度是一致的,并且能保证同时升速与降速。 但是...

飞机为什么宁愿用百万颗铆钉,也不愿选择焊接?
。 (三)压铆螺钉及其工艺要求 压铆螺钉主要分为圆头型和六角头型两类:圆头压铆螺钉的S部分是圆头和花齿,压铆...

示波器使用中常见故障及注意事项
示波器使用中常见故障及注意事项;示波器是一种用途十分广泛的测量仪器。它能把肉眼看不见的电信号变换成看得见的图像,便于人们研究各种电现象的变化过程。示波器利用狭窄的、由高速电子组成的电子束,打在...

高速高精度直线电机模组运输存放及安装维护的注意事项
高速高精度直线电机模组运输存放及安装维护的注意事项;直线电机模组由直线电机、光栅尺(磁栅尺)、驱动器、导轨以及结构零部件等集成,作为驱动装置直接引入自动化设备,具有结构简单、精度高、高速度、高响...

伺服电机的调试方法和注意事项
所收到的电信号转换成电动机轴上的角位移或角速度输出。 今天与大家分享的就是伺服电机的调试方法和注意事项。 ①伺服电机的调试方法 ②伺服电机的注意事项 1、伺服电机油和水的保护 A:伺服电机可以用在会受水或油滴侵袭的场所,但是...

空调结构工作原理图解 空调是如何制冷、制热的呢?
零基础图文并茂,详细描述操作步骤与方法。同时对空调工作原理、常见注意事项进行分享,希望在空调拆装操作时给你提供参考与帮助! 一、空调结构工作原理介绍 空调内部主要由哪些部件组成?空调是如何制冷、制热...

减速电机安装与使用时需要注意的八个要点
减速电机安装与使用时需要注意的八个要点;减速电机是一种常见的动力传递机构,应用于各种机械传动系统。减速电机的安装和使用直接关系到减速电机的运行效果,必须符合技术规范和标准。减速电机的合理安装和使用应注意以下事项...