今天是关于 PCB 翘曲的计算公式、PCB翘曲原因及解决办法。(篇幅较长,文字较多,建议慢慢观看 )
为了 正确放置 SMT 组件,PCB 必须保持完全平整 。为了准确放置,贴片机必须将 SMT 组件释放到所有组件的电路板上方相同高度。
如果 PCB 有翘曲,也就是说不平整,则机器在将元件放置在电路板上时,在释放元件时无法保持恒定的高度 ——这会影响放置的准确性,尤其是对于细间距元件。
此外,平面 PCB 有助于在回流期间将 SMT 组件保持在适当的位置。如果回流炉内的高温导致电路板平整度发生变化,则 SMT 组件可能会因为它们漂浮在熔融焊料上而滑出位置,从而导致焊料桥接和开路。
一、什么是 PCB 翘曲?
PCB 通常由玻璃纤维和其他一些复合材料制成,大多数 PCB 仅层压一次并且非常简单。
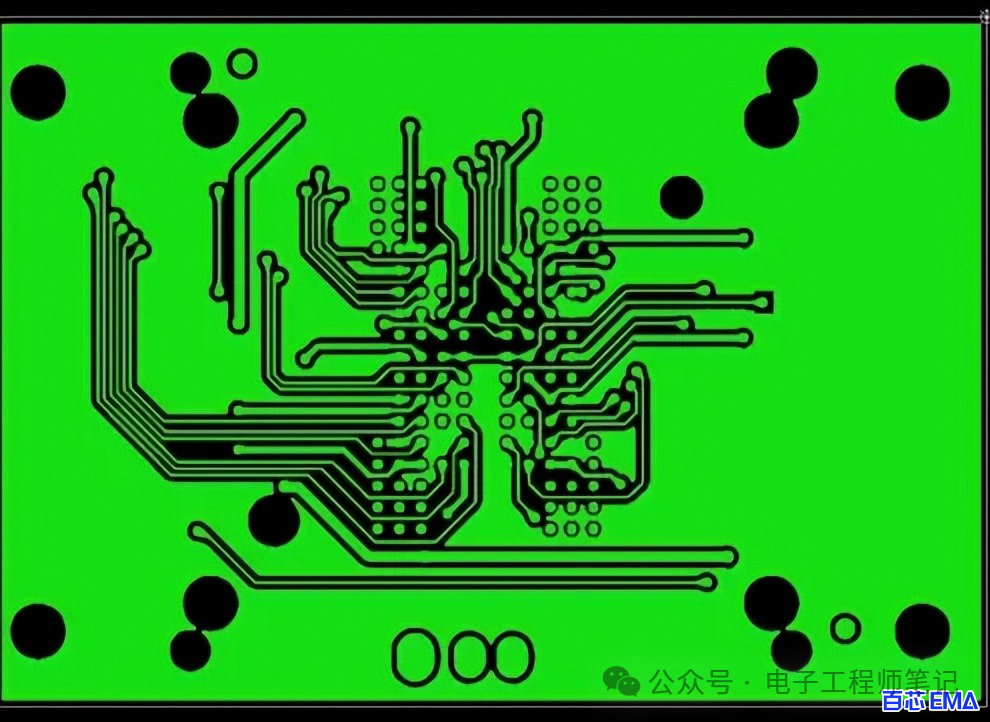
PCB 翘曲 就是 PCB 形状改变 了,具体的如下图所示,很明显的 PCB 翘曲。
PCB 翘曲
二、PCB 翘曲标准是多少?
根据 IPS标准,所需贴装PCB的翘曲度(WD)应小于或等于0.75%。也就是说, 当 WD大于0.75%时,应判断为翘板,或缺陷产品。
实际上,在不安装元件而只需要插件的情况下,板的平整度要求更低,WD标准可以小于或等于1.5%。
当然,有些厂家为了满足更高的客户需求,他们可以追求更严格的标准,有些WD 标准需要小于或等于 0.5%,甚至这个要求达到小于或等于 0.3%。
三、PCB 翘曲度的计算公式
翘曲 ,顾名思义,就是 PCB 印制板是否平整,能否完美地插入板子的孔洞和表面贴装焊盘中。
翘曲 通常是指塑件表面未按设计形状成型的变形。影响翘曲的因素很多,所以在生产过程中一定要注意。毕竟,每一个微小的错误都可能使整个电路板报废。那么如何计算 PCB 的翘曲?
PCB 翘曲度计算公式 :
翘曲 = 单角翘曲高度 / (PCB 对角线长度 * 2) * 100%
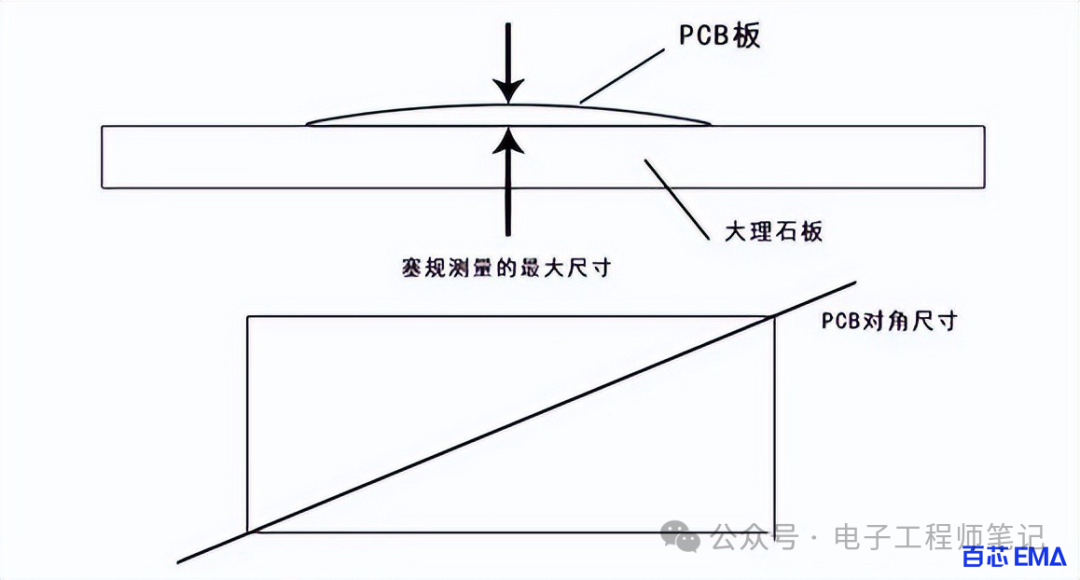
PCB 翘曲度计算公式
在自动插线中,如果 PCB 不平整,会造成定位不准,甚至会导致自动插机死机。 如果在元件焊接后板子弯曲,非常难以整齐地切割元件脚,最终会导致 PCB 电路板无法安装在机箱或机器中的插座中,相当于报废了一个一块电路板 。如果厂家遇到 PCB 翘曲就是一件很心疼的事情。(主要是 心疼钱 )
四、PCB 翘曲原因
1、PCB 翘曲原因
1)电路板本身的重量会导致板子凹陷变形
一般回流炉是用链条带动电路板在回流炉内向前移动,即以板子两侧为支点支撑整块板子。
如果 板子上有重物,或者板子尺寸过大,由于板子的量,中间会出现凹陷,导致板子弯曲。
2)V-cut 太深,导致两侧 V-cut 处翘曲
基本上,V-Cut 是破坏板子结构的罪魁祸首,因为 V-Cut 在原大片材上切槽,所以V-Cut容易翘曲。
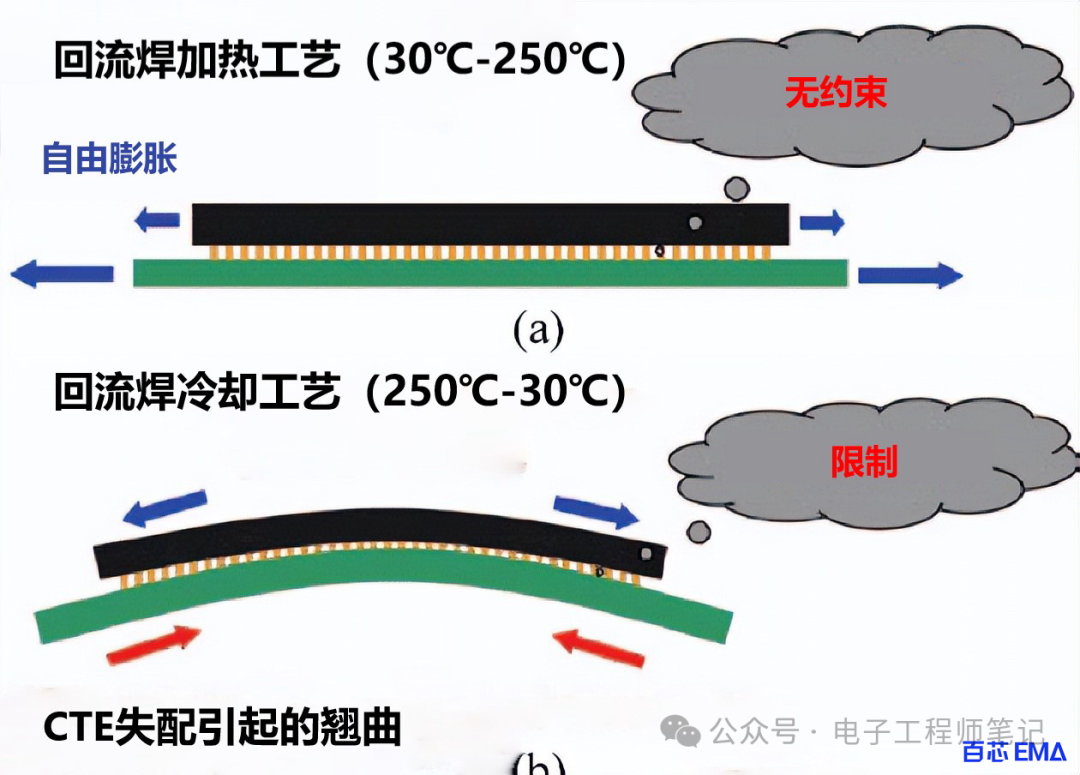
材料、结构、图形对板翘曲的影响:PCB 由芯板、半固化片和外层铜箔压制而成。芯板和铜箔在压在一起时会因热而变形。 翘曲量取决于两种材料的热膨胀系数 (CTE)。
铜箔的热膨胀系数(CTE)约为17X10-6;而普通 FR-4 基材 Tg 点下 Z 向 CTE 为(5070)X10-6;TG 点以上为(250350)X10-6,由于玻璃布的存在,X 方向 CTE一般与铜箔相近。
2、PCB 加工过程中引起的翘曲
PCB加工翘曲的原因很复杂,可以分为热应力和机械应力。
其中,热应力主要在压制过程中产生,机械应力主要在板材的堆垛、搬运和烘烤过程中产生。
1)来料覆铜板过程中引起的 PCB 翘曲
覆铜板均为双面,结构对称,无图形。铜箔和玻璃布的CTE几乎相同,因此在压制过程中几乎没有因 CTE 不同而引起的翘曲。
但 覆铜板压机尺寸较大,热板不同区域的温差会导致压合过程中不同区域的树脂固化速度和固化程度略有差异 。同时,不同升温速率下的动态粘度也有较大差异,因此也会因固化过程的不同而产生局部应力。
一般这种应力在压制后会保持平衡,但在以后的加工过程中会逐渐释放和变形。
2)PCB压制过程中引起的PCB 翘曲
PCB 压制过程 是 产生热应力的主要过程 。 与覆铜板的压制类似,也会因固化工艺的不同而产生局部应力。由于厚度较厚,图案分布多样,预浸料较多,热应力会比覆铜板更难消除。
PCB 板中的应力在随后的钻孔、成型或烧烤过程中释放,导致板变形。
3)阻焊层和丝印烘烤过程中引起的 PCB 翘曲
由于在固化过程中阻焊油墨不能相互堆叠,PCB 板将放置在机架中烘烤板固化。
阻焊温度在150℃左右,超过覆铜板的 Tg值,PCB 容易软化导致不能耐高温。 造商必须均匀加热基板的两面,同时保持加工时间尽可能短,以减少基板的翘曲。
PCB翘曲
4)PCB 冷却和加热过程中引起的 PCB 翘曲
锡炉温度225℃-265℃,普通板热风焊料整平时间 3s-6s。热风温度为280℃-300℃。
焊料整平后,板子从常温下放入锡炉,出炉后两分钟内进行常温后处理水洗。整个热风焊锡整平过程是一个突然加热和冷却的过程。
由于电路板的材料不同,结构不均匀,在 冷却和加热过程中不可避免地会出现热应力,导致微观应变和整体变形翘曲区域。

PCB焊炉
5)储存不当造成的 PCB 翘曲
PCB 板在半成品阶段的存放,一般都是牢固的插在货架上, 货架的松紧度没有调整好,或者存放过程中板子的堆放会导致板子发生机械变形。
尤其是2.0mm以下的薄板,影响更为严重。
3、工程设计的原因
1、 电路板上的铜表面积不均匀,一侧多,另一侧少 。线条稀疏的地方,表面张力会比密集的地方弱,温度过高会导致板翘曲。
2、由于特殊的介质或阻抗关系, 层压结构可能不对称,导致板子翘曲 。
3、 板子本身的镂空位置太大而且很多,温度太高容易翘曲 。
4、板上的面板数量过多, 面板之间的间距是空心的,尤其是矩形板,也容易翘曲 。
五、PCB翘曲怎么改善?
1、PCB 设计时的注意事项
1)板内铺铜,增加版面张力。
当板长 80 mm以上无铜,板厚小于1.0 mm时,会导致板翘。
铜前
如果板子不能压合,又不能加厚,就采用重压翘板。
镀铜后
2)镂空区域覆铜,加上工艺
当板子空心位置太多,板子太大时,回流焊后容易弯曲。
在 PCB 的制造过程中,所有介电层之间分布均匀。然而,正是铜层分布不均匀导致 PCB翘曲发生。 为防止翘曲,设计工程师必须平衡电路板每一层上的铜图案与电路面积 。设计工程师还必须平衡元件布局、装配分布和热分布以减少翘曲。
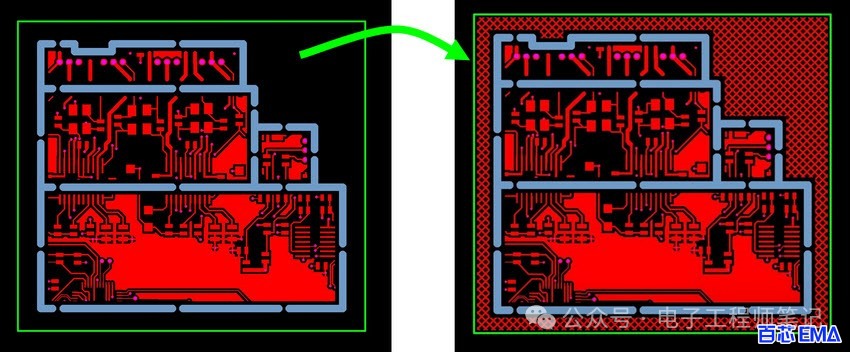
镂空区域覆铜,加上工艺
例如,如果最外面的顶面有一个大的铜表面,而最外面的底面只有很少的铜迹线,那么PCB 在蚀刻后将有更大的翘曲趋势。 设计工程师必须确保两个外层的线图案面积尽可能匹配。如果两侧的铜面积差异很大,则设计人员最好在薄侧添加一个单独的铜网格以平衡两者。
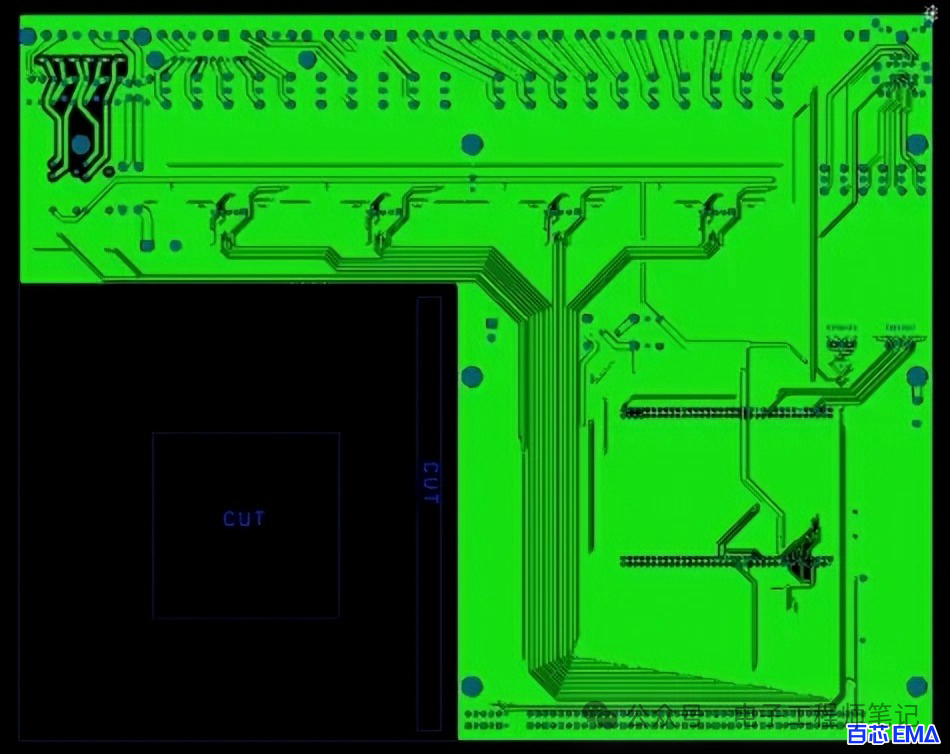
镀铜前
建议 :在 镂空区域镀铜,减少板子翘曲 ;另外,如果板子内部不影响功能,也要铺铜;最后一个建议是 加工艺边,边工艺边铺铜。
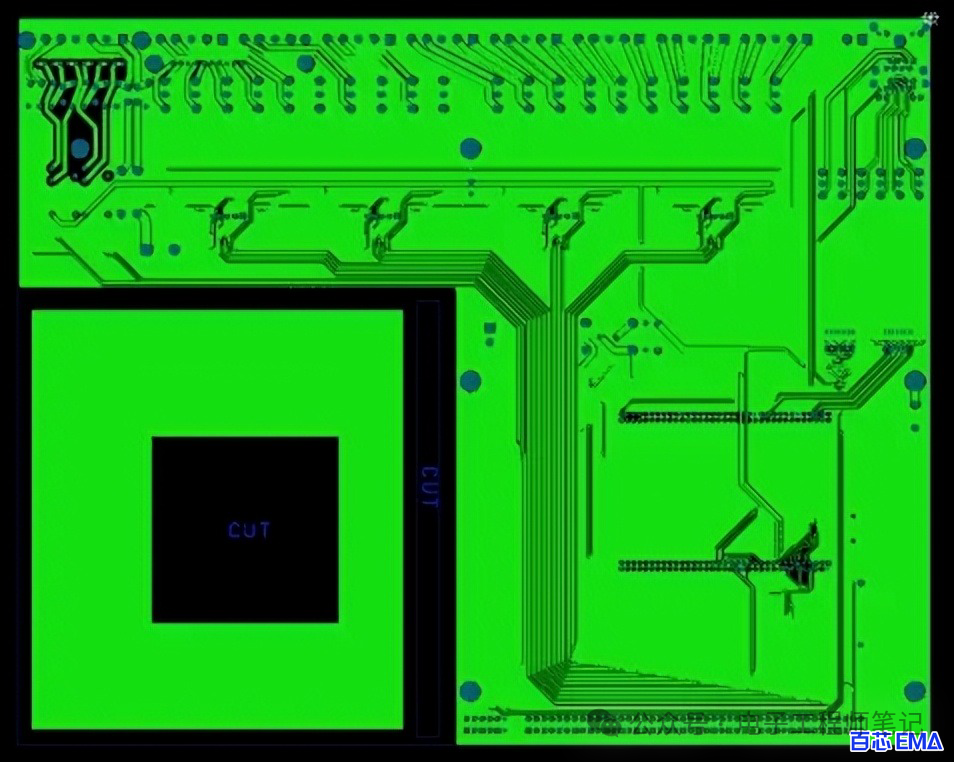
镀铜后
3)芯板与 PP 板为同一品牌
多层板的芯板和 PP 板必须是同一品牌,否则板子会翘曲。
比如 6 层板的 pp片材不对称:2-3芯板的pp片材薄,4-5芯板的pp片材厚,这样一压就翘了被压了出来。因此, 芯板和PP片材必须是同一品牌,以保证厚度一致,保证多层板PP片材的对称性。
4)层预浸料的排列保持对称
制造商必须确保层间预浸料的排列保持对称。 例如,对于六层板, 1-2层和5-6层之间的厚度最好相同,包括预浸料片的数量。这将防止层压后翘曲。
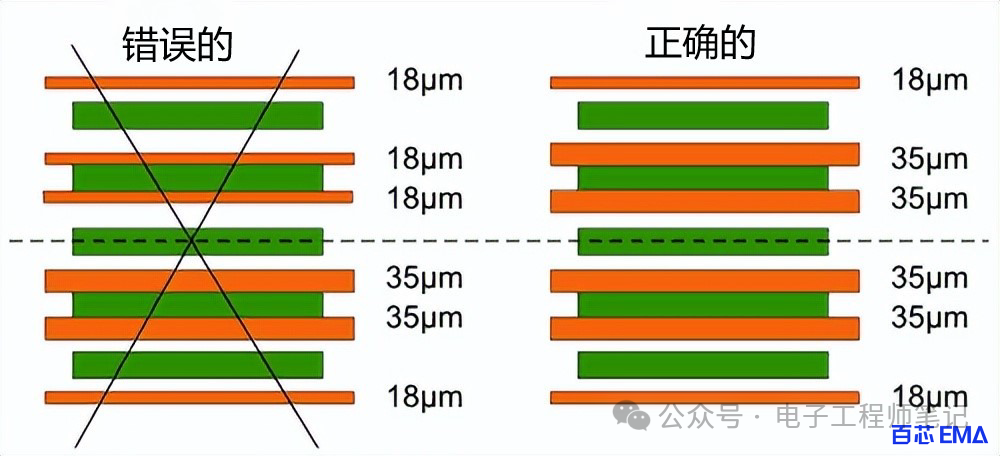
层预浸料的排列保持对称
2、PCB 加工过程中的注意事项
1)切割前的 PCB
覆铜板切割前对 PCB 进行烘烤 (150℃,时间 8±2 小时)的目的是为 了去除板子中的水分,同时使板子中的树脂完全固化,进一步消除电路板中的剩余应力,这对于防止电路板翘曲很有用。
目前,很多双面、多层板仍坚持下料前或下料后的烘烤步骤。但是,有些板厂也有例外。目前 PCB厂的烘干时间也不一致,4-10小时不等。建议根据生产的印制板等级和客户对翘曲的要求来决定。
整块烤好后切割成拼图或下料后再烤,两种方法都是可行的。建议切割后烤板,内板也应该烤。
2)预浸料的经纬度
预浸料贴合后,经纬向收缩率不同,落料和贴合时必须区分经纬向 ,否则容易造成成品板贴合后翘曲,即使对烤板施加压力也难以矫正。
造成多层板翘曲 的原因很多是 由于层压时预浸料在经纬方向上没有区分,随意堆放 。
如何区分经纬度?轧制预浸料的轧制方向为经向,宽度方向为纬向;对于铜箔板,长边为纬向,短边为经向。如果你不确定,可以向制造商或供应商查询。
3)贴合后应力消除
多层板经过热压和冷压后,取出、切割或铣掉毛刺,然后平放在 150℃的烤箱中 4 小时,逐渐释放板内应力并使树脂完全固化 , 这一步不能省略。
4)薄板在电镀时需要矫直
0.4~0.6mm超薄多层板用于表面电镀和图案电镀时,应制作专用夹辊。在自动电镀线上将薄板夹在夹辊上后,用圆棒夹住整个夹辊。将滚轮串在一起, 将滚轮上的所有板材拉直,使电镀后的板材不会变形。
没有这个措施,电镀 2 0到 30 um的铜层后,板材会弯曲,很难补救。
5)热风整平后板子的冷却
PCB 用热风整平时,会受到焊锡槽的高温(约 250℃)的影响。 取出后应放在平整的大理石或钢板上自然冷却,然后送至后处理机进行清洗 ,这有利于 防止电路板翘曲。
有的工厂为了提高铅锡面的亮度,热风整平后立即将板子放入冷水中,几秒钟后取出进行后处理。这种冷热冲击可能会导致某些类型的电路板翘曲。扭曲、分层或起泡。
此外,可在设备上安装气浮床进行冷却。
六、PCB 翘曲修复方法
1、PCB 工序中 PCB 翘曲修复
在 PCB 工序中, 翘曲比较大的板材通过辊式整平机挑出整平,然后进入下一道工序。 许多 PCB 制造商认为这种做法对于降低 PCB 成品板的翘曲率是有效的。

PCB制造设备
2、PCB 成品板翘曲修复
对于成品,翘曲明显超差,不能用辊式整平机整平。一些 PCB 厂将其放入小型压力机(或类似夹具)中以压制翘曲的PCB板,停留几个小时到十个小时进行冷压整平,从实际应用来看,这种做法的效果并不是很明显。一是整平效果不大,二是压平后的板子容易回弹(即翘曲恢复)。
翘曲的原因 PCB翘曲的主要原因是基板(覆铜板层压板)翘曲。此外,PCB板在加工过程中,由于热应力、化学影响、生产工艺不当等影响,也会导致PCB翘曲...

PCB翘曲度计算公式和修复
度的计算公式:翘曲度=PCB翘曲高度/PCB对角线长度*100% 具体的可以看下图: PCB翘曲的计算公式 四、PCB翘曲的原因...

为什么你还没有弯,PCB就弯了?
为什么你还没有弯,PCB就弯了?; SMT制程中,电路板经过回流焊时很容易发生翘曲,严重的话甚至会造成元件空焊、立碑等不良,请问应如何克服呢?PCB板翘曲的原因...



第四代低功耗动态 DRAM 与其延展版的车辆应用解决方案
硬件可靠度的常见因素是晶粒与封装的错误。晶粒可能发生的错误有晶体管的不稳定,如离子污染、金属导体的电迁移(EM),以及常见的静电放电伤害(ESD)等;封装的错误如封装的翘曲变形(Warpage)等。 为了提高硬件的可靠性,一般在产品...

汽车发动机零部件知多少?
导致严重的发动机问题。 24.进排气歧管总成 常见故障有热疲劳裂纹,安装凸缘边缘因螺栓拧紧顺序及力矩不当造成的断裂,或受热疲劳引起的安装平面翘曲变形...


PCB厂PCB板加工过程中引起的变形
PCB厂PCB板加工过程中引起的变形;厂板加工过程的变形原因非常复杂可分为热应力和机械应力两种应力导致。本文引用地址:其中热应力主要产生于压合过程中,机械应力主要产生板件堆放、搬运、烘烤过程中。下面...

液晶模组漏光及暗影的分析解决
造成;另一种为高温老化时膜片没有足够的热膨胀空间造成。对于第1 种原因对策较为简单,主要从材料来料控制,要求来料消除应力,使其不出现波浪形的翘曲。对于第二种热变形问题则较为复杂。首先...