PCB翘曲标准是多少?PCB翘曲度的计算公式和修复?
一、 PCB 翘曲的危害
PCB翘曲的影响,身为这个行业的人应该都比较清楚。例如:
1、会妨碍SMT
电子元器件
的安装,导致
电子元器件
(包括集成
芯片
)与PCB板焊点接触不良。
2、电子元器件全部贴装时不容易剪掉引脚。
3、同时在波峰焊过程中,由于翘曲,基板上的部分焊盘无法与焊料面连接。
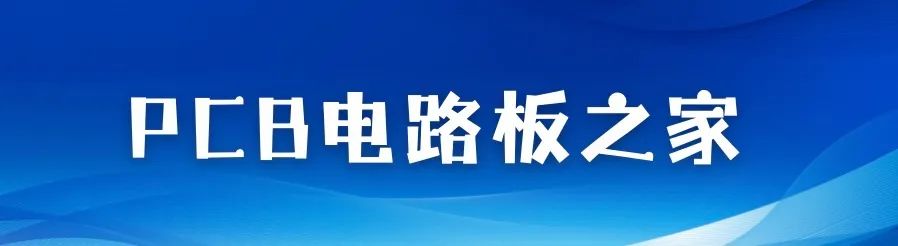
二、PCB翘曲标准是多少?
在实际生产中,PCB通常都不是100%平整,或多或少都会有点弯曲。那PCB翘曲标准是多少?主要是通过“翘曲度”来判断PCB翘曲。
按照IPC标准,需贴片的PCB翘曲度需≦0.75%,才是合格
产品
。
PCB翘曲 也就是说PCB翘曲度超过0.75%,就判断为板翘,不合格。不需要贴片(只含有插件元器件) PCB 板,对其平整度要求低些,翘曲度放宽至≦1.5%即可。
但实际上,为满足
高精度
和高速度贴装的需求,部分
厂商
对PCB翘曲度的要求更加严格,有要求翘曲度≦0.5%,甚至有个别要求≦0.3%。
那PCB翘曲度怎么计算呢?下面就是公式。
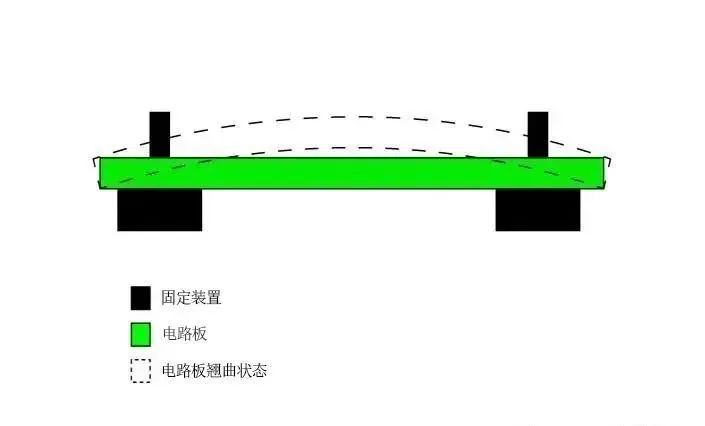
三、PCB翘曲度的计算公式
下面就是PCB翘曲度的计算公式:翘曲度=PCB翘曲高度/PCB对角线长度*100% 具体的可以看下图:
PCB翘曲的计算公式
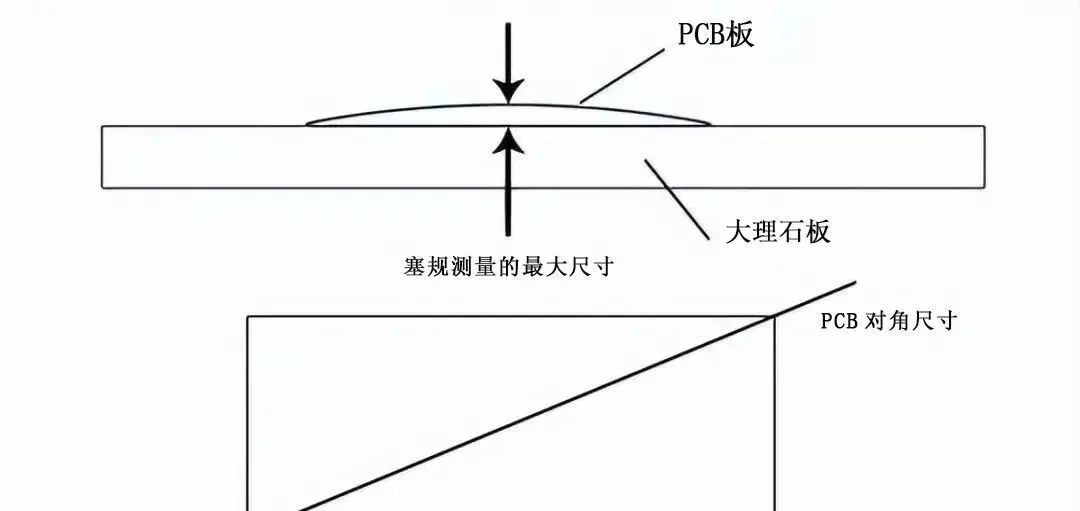
四、PCB翘曲的原因
PCB翘曲的主要原因是基板(覆铜板层压板)翘曲。此外,PCB板在加工过程中,由于热应力、化学影响、生产工艺不当等影响,也会导致PCB翘曲。
因此,对于PCB板厂家来说,首先是要防止PCB在加工过程中发生翘曲;对于已经翘曲的PCB板,应该有合适有效的处理方法。下面将详细介绍PCB翘曲原因及解决方法。
五、PCB翘曲原因及解决方法
1、库存不当造成PCB翘曲
1)覆铜板在储存过程中,因为吸潮导致翘曲 覆铜板在贮存过程中,会因吸潮而增加翘曲。对于单面覆铜板,其吸湿面积大,如果库存环境湿度过高,其翘曲会明显增加。而对于双面覆铜板,潮气只能从产品的端面渗入,因此吸湿面积小,翘曲变化缓慢。
PCB翘曲解决办法 因此,对于没有防潮包装的覆铜板,厂家要注意仓库的情况,尽量减少仓库的湿度,避免覆铜板在储存过程中翘曲的增加。
2)覆铜板放置不当会增加翘曲 设置过紧、重物压住、放置不当等都会增加铜板的变形。
PCB翘曲解决办法:
对于库存方式不当的影响,工厂可以通过改善仓储环境,避免竖放和重压等方式轻松解决。
2、设计不当或者加工不当造成翘曲
如果PCB板导电线路图形不平衡或PCB板两侧明显不对称,就会在一侧出现大面积的铜皮,形成较大的应力,导致PCB板翘曲。此外,PCB板在加工过程中加工温度高或热冲击大也会引起翘曲。PCB翘曲解决办法:对于有大面积铜皮的PCB板,最好将铜箔网格化以减少应力。
3、基板上的应力
PCB板在加工过程中,基板会多次受热,并受到各种化学物质的作用。例如,基板蚀刻后,应进行清洗、干燥和加热。在图形电镀过程中,电镀通常是热的。印刷绿油和logo文字后,PCB板要烘干或用UV灯加热。并且在用热风涂焊料的过程中,基板会受到很大的热冲击。上述所有这些过程都会导致 PCB 板翘曲。
PCB翘曲解决方法:
由于应力是导致基板翘曲的主要原因,因此很多PCB厂在使用覆铜板之前都会对板进行烘板,这被认为有利于减少PCB板的翘曲。烤板可以充分松弛基板的应力,从而减少PCB板生产中基板的变形。
大型PCB板厂通常使用大型烘箱来烘干板子。在投产前,一大叠覆铜板会被放入烘箱,在接近基板玻璃化转变温度的温度下烘烤数小时。
用烤好的覆铜板做的PCB板,翘曲变形小,合格率会高很多。对于一些小型PCB板厂,如果没有这么大的烘箱,可以先把基板切成小块再烘烤。在烘烤过程中,应将物体压在板上,以保持基板在应力松弛过程中的平衡。烘烤温度不宜过高或过低。
基板的位置
六、PCB翘曲修复
1、PCB板生产中及时的水平翘曲
PCB板生产过程中,挑出翘曲较大的板子,用滚压矫平机将翘曲矫平,然后进入下一道工序。许多PCB板制造商认为这种方法对于降低成品PCB板的翘曲是非常有效的。
2、PCB成品翘曲整平方法
对于翘曲明显,滚压杆无法整平的PCB成品板,有的工厂尝试将其放入压机(类似夹具)冷压数小时整平。但是这种方法不是很有效,因为找平效果不大,找平后的板容易回弹(即翘曲恢复)。
而有的工厂则是先将压机加热到一定温度,再用热压平整翘曲的PCB板,效果会比冷压好。但压力过大,线材会变形;温度过高会导致松香水变色。
无论是冷压整平还是热压整平,都需要较长时间(几小时到十几小时)才能见效,且整平后的PCB板翘曲回弹比例较高。这里想问问大家有没有更好的方法。
3、圆弧模热压整平法
根据高分子材料的力学性能,
推荐
采用热压流平法。下面介绍两种操作方法:
1)烘箱整平法
将PCB板的翘边面朝向圆弧模具的曲面,调整螺丝使PCB板向翘边的反方向轻微变形,然后将放有PCB板的圆弧模具放入烤箱,将温度加热到一定温度,烘烤一段时间。在加热条件下,基板的应力逐渐松弛,使变形的PCB板恢复到平坦状态。
但烘烤温度不宜过高,以免松香水变色或基材发黄。但温度也不宜过低,否则在低温下需要很长时间才能完全释放应力。
通常,基板的玻璃化转变温度可以作为烘烤的参考温度。也是树脂的相变点,此时
聚合
物链段可以重新排列,使基材应力充分松弛,流平效果明显。用圆弧模整平投资小。烘箱在PCB板厂都有。整平操作非常简单。而翘板数量比较多的话,多做几个圆弧模就可以了。另外一次可以把几个模具放进烤箱,烘烤时间比较短(大约几十分钟),整平效率比较高。
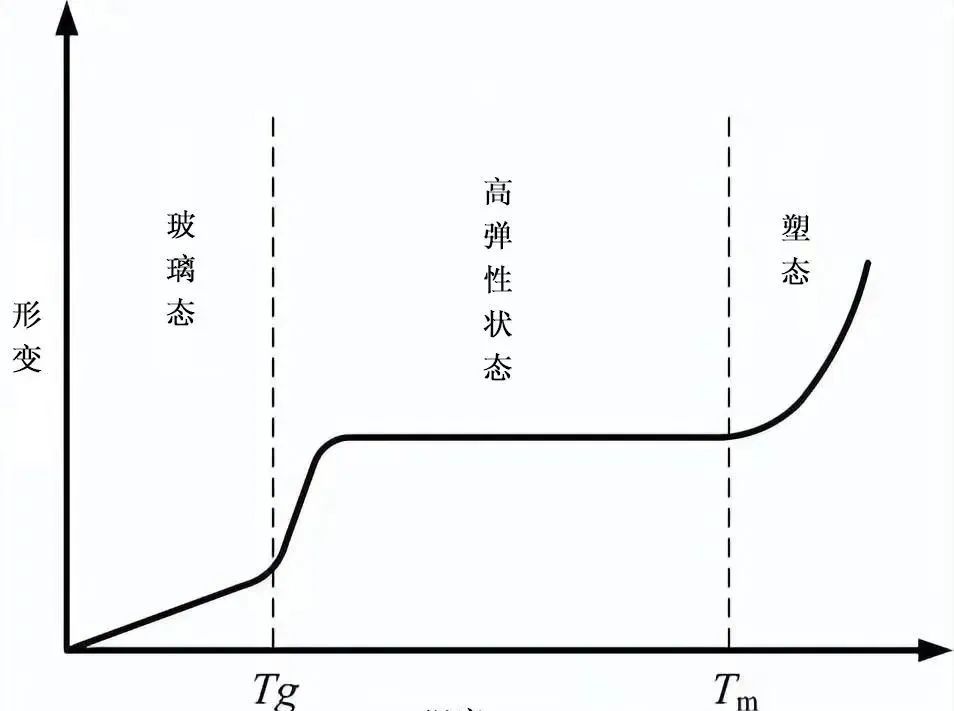
玻璃化转变温度
2)压缩拉平法 对于翘曲变形较小的PCB板,首先将其放入已加热到一定温度的烘箱中,该温度由基板的玻璃化转变温度决定。将板子烘烤一定时间后,取出几块板子夹入弧形模具中。然后调整螺丝,使木板向其翘曲的相反方向轻微变形。待板子冷却定型后,即可脱模,取出整平的PCB板。
另外最好提前做几次小试验,确定流平的烘烤温度和烘烤时间。烘烤时间长一些,基板烘烤好,整平效果好,PCB板翘曲回弹少。
弧模整平后PCB板翘曲回弹率低很多,PCB板颜色变化小。而且即使经过波峰焊,PCB板仍能保持平整状态。
七、总结
PCB翘曲对绝大部分PCB板厂都是一件令人头疼的事情,因为不仅会降低良品率还会影响交期。如果采用弧形模具进行热压整平,并采用合理合适的整平工艺,就可以将翘曲的PCB板完美整平,从而有效解决上述良率和交期问题。


部分电子书籍截图

本站所有转载文章系出于传递更多信息之目的,且明确注明来源,不希望被转载的媒体或个人可与我们联系,我们将立即进行删除处理。