PCB翘曲怎么改善?
PCB翘曲怎么改善?
1、PCB设计时的注意事项
1)板内铺铜,增加版面张力。
当板长80mm以上无铜,板厚小于1.0mm时,会导致板翘。

铜前
如果板子不能压合,又不能加厚,就采用重压翘板。
镀铜后
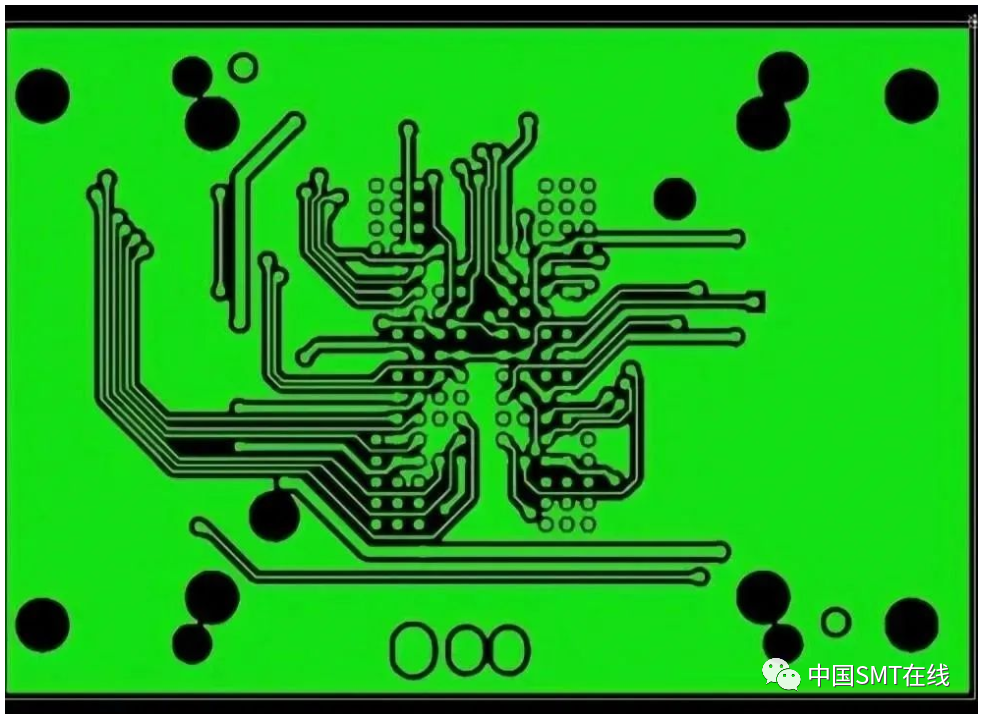
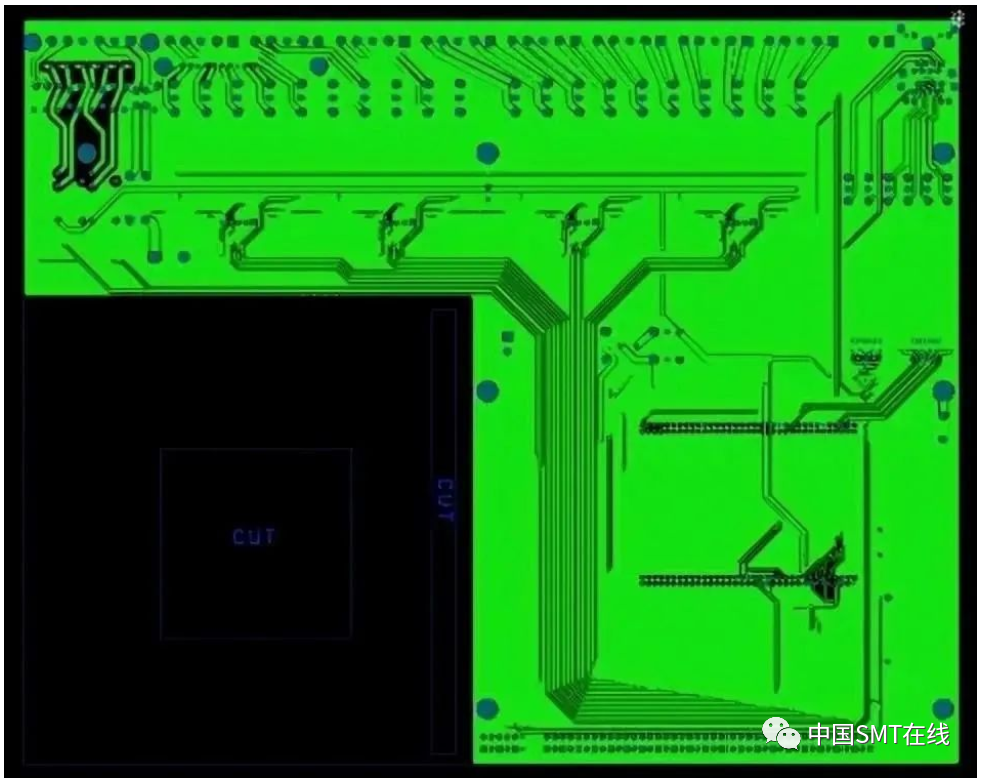
2)镂空区域覆铜,加上工艺
当板子空心位置太多,板子太大时,回流焊后容易弯曲。
在PCB的制造过程中,所有介电层之间分布均匀。然而,正是铜层分布不均匀导致PCB翘曲发生。为防止翘曲,设计工程师必须平衡电路板每一层上的铜图案与电路面积。设计工程师还必须平衡元件布局、装配分布和热分布以减少翘曲。

镂空区域覆铜,加上工艺
例如,如果最外面的顶面有一个大的铜表面,而最外面的底面只有很少的铜迹线,那么PCB在蚀刻后将有更大的翘曲趋势。设计工程师必须确保两个外层的线图案面积尽可能匹配。如果两侧的铜面积差异很大,则设计人员最好在薄侧添加一个单独的铜网格以平衡两者。
镀铜前
建议:在镂空区域镀铜,减少板子翘曲;另外,如果板子内部不影响功能,也要铺铜;最后一个建议是加工艺边,边工艺边铺铜。
镀铜后
3)芯板与PP板为同一品牌
多层板的芯板和PP板必须是同一品牌,否则板子会翘曲。
比如6层板的pp片材不对称:2-3芯板的pp片材薄,4-5芯板的pp片材厚,这样一压就翘了被压了出来。因此,芯板和PP片材必须是同一品牌,以保证厚度一致,保证多层板PP片材的对称性。
4)层预浸料的排列保持对称
制造商必须确保层间预浸料的排列保持对称。例如,对于六层板,1-2层和5-6层之间的厚度最好相同,包括预浸料片的数量。这将防止层压后翘曲。
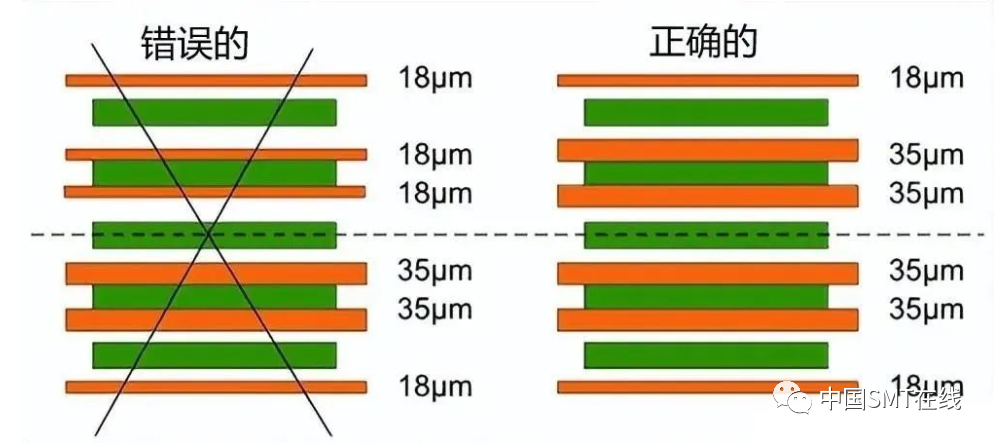
层预浸料的排列保持对称
2、PCB加工过程中的注意事项
1)切割前的PCB
覆铜板切割前对PCB进行烘烤(150℃,时间8±2小时)的目的是为了去除板子中的水分,同时使板子中的树脂完全固化,进一步消除电路板中的剩余应力,这对于防止电路板翘曲很有用。
目前,很多双面、多层板仍坚持下料前或下料后的烘烤步骤。但是,有些板厂也有例外。目前PCB厂的烘干时间也不一致,4-10小时不等。建议根据生产的印制板等级和客户对翘曲的要求来决定。
整块烤好后切割成拼图或下料后再烤,两种方法都是可行的。建议切割后烤板,内板也应该烤。
2)预浸料的经纬度
预浸料贴合后,经纬向收缩率不同,落料和贴合时必须区分经纬向,否则容易造成成品板贴合后翘曲,即使对烤板施加压力也难以矫正。
造成多层板翘曲的原因很多是由于层压时预浸料在经纬方向上没有区分,随意堆放。
如何区分经纬度?轧制预浸料的轧制方向为经向,宽度方向为纬向;对于铜箔板,长边为纬向,短边为经向。如果你不确定,可以向制造商或供应商查询。
3)贴合后应力消除
多层板经过热压和冷压后,取出、切割或铣掉毛刺,然后平放在150℃的烤箱中4小时,逐渐释放板内应力并使树脂完全固化,这一步不能省略。
4)薄板在电镀时需要矫直
0.4~0.6mm超薄多层板用于表面电镀和图案电镀时,应制作专用夹辊。在自动电镀线上将薄板夹在夹辊上后,用圆棒夹住整个夹辊。将滚轮串在一起,将滚轮上的所有板材拉直,使电镀后的板材不会变形。
没有这个措施,电镀20到30um的铜层后,板材会弯曲,很难补救。
5)热风整平后板子的冷却
PCB用热风整平时,会受到焊锡槽的高温(约250℃)的影响。取出后应放在平整的大理石或钢板上自然冷却,然后送至后处理机进行清洗,这有利于防止电路板翘曲。
有的工厂为了提高铅锡面的亮度,热风整平后立即将板子放入冷水中,几秒钟后取出进行后处理。这种冷热冲击可能会导致某些类型的电路板翘曲。扭曲、分层或起泡。
此外,可在设备上安装气浮床进行冷却。
PCB翘曲修复方法
1、PCB工序中PCB翘曲修复
在PCB工序中,翘曲比较大的板材通过辊式整平机挑出整平,然后进入下一道工序。许多PCB制造商认为这种做法对于降低PCB成品板的翘曲率是有效的。
2、PCB成品板翘曲修复
对于成品,翘曲明显超差,不能用辊式整平机整平。一些PCB厂将其放入小型压力机(或类似夹具)中以压制翘曲的PCB板,停留几个小时到十个小时进行冷压整平,从实际应用来看,这种做法的效果并不是很明显。一是整平效果不大,二是压平后的板子容易回弹(即翘曲恢复)。
有的PCB厂会把小压机加热到一定温度,再对压平的PCB板进行热压,效果会比冷压好,但压力过大会导致线材变形;如果温度过高会产生松香变色及其变色等缺陷。而且,无论是冷压整平还是热压整平,都需要很长时间(几个小时到十几个小时)才能看到效果,压平后的PCB板翘曲反弹比例也很高。
这里推荐了弓形模具的热冲压压平方法。根据要平整的PCB面积,使用简单的弓形模具(见图1)。这里,提出了两种类型的调平操作。

1)将翘曲的PCB板夹入弓形模具,放入烤箱烘烤整平方法:
翘曲的PCB板弯曲面对模具的曲面,调整夹具螺丝使PCB板向反方向变形翘曲,然后将带有PCB板的模具放入烤箱中加热到一定温度进行烘烤,烤一会儿。在加热条件下,基板应力逐渐松弛,变形的PCB板恢复到平整状态。但烘烤温度不宜过高,以免松香变色或基材变黄。但温度不宜过低,在较低温度下完全松弛应力需要较长时间。
一般可以将基材的玻璃化转变温度作为烘烤的参考温度,玻璃化转变温度是树脂的相变点,在此温度下聚合物链段可以重新排列,使基材应力充分松弛。
因为平整效果很明显,用弓形模具压扁的好处是投资很小。烤箱都可以在PCB工厂获得。调平操作非常简单。如果翘板数量比较多,做几个弓形模具就够了。你可以将它们放入烤箱一次。模具少,干燥时间比较短(几十分钟左右),所以整平工作效率比较高。
2)将PCB板软化后夹入弓形模具压平方法:
对于翘曲变形比较小的PCB板,可以将待整平的PCB板放入已经加热到一定温度的烘箱中(即温度设定可参照基材的玻璃化转变温度确定,基材在烘箱中烘烤一定时间,观察软化情况确定。一般玻璃纤维布基材的烘烤温度较高,纸基板的烘烤温度可以低一些;厚板的烘烤温度可以略高一些,薄板的烘烤温度可以略低一些。
喷过松香的PCB板,烘烤温度不宜过高。烘烤一定时间,然后取几张到十几张,夹入弓形模具,调整压力螺丝,并使PCB板轻微翘曲,反方向变形。板子冷却定型后,即可卸模,取出压平的PCB板。
弓模压平后PCB板翘曲低;即使经过波峰焊后也基本可以保持平整状态;对PCB板外观颜色的影响也很小。
PCB板翘曲是PCB制造商头疼的问题。它不仅降低了产量,而且影响了交货时间。如果采用弧形模具进行热整平,且整平工艺合理合适,可以将翘曲的PCB板整平,解决交货期问题。


部分电子书籍截图

本站所有转载文章系出于传递更多信息之目的,且明确注明来源,不希望被转载的媒体或个人可与我们联系,我们将立即进行删除处理。