一、问题描述:
1、Model(Who): N32TR1 Night Ranger CD
2、Issue Date (When) : 2016/01/14
3、Line (Where) : SE/DA线& S5
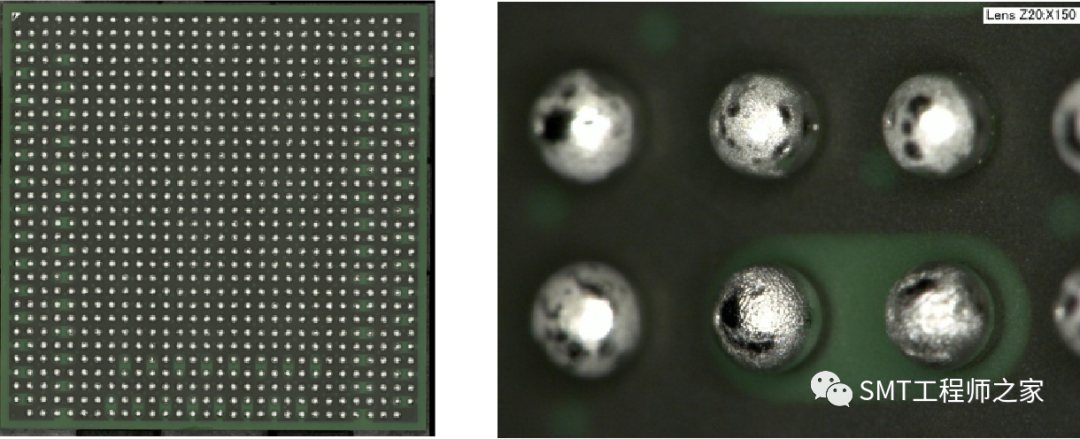
4、Issue(What): SE产过程中在ICT cover到U8空焊不良,后经侧镜/2D X-ray/切片分析确认现象为枕焊异常,在相同制程条件下同一片板的UXX却没有此异常
5、F/R (How Much) : 1106/1200=92.16%
6、BGA P/N: 00NU613AA Vender: PMC Vender P/N: PM8043B-F3EI

二、不良分析方法与流程说明:
枕焊在Reflow焊接形成过程介绍-->鱼骨图分析枕焊原因-->针对所有因子进行一一验证-->单一验证小结-->总结
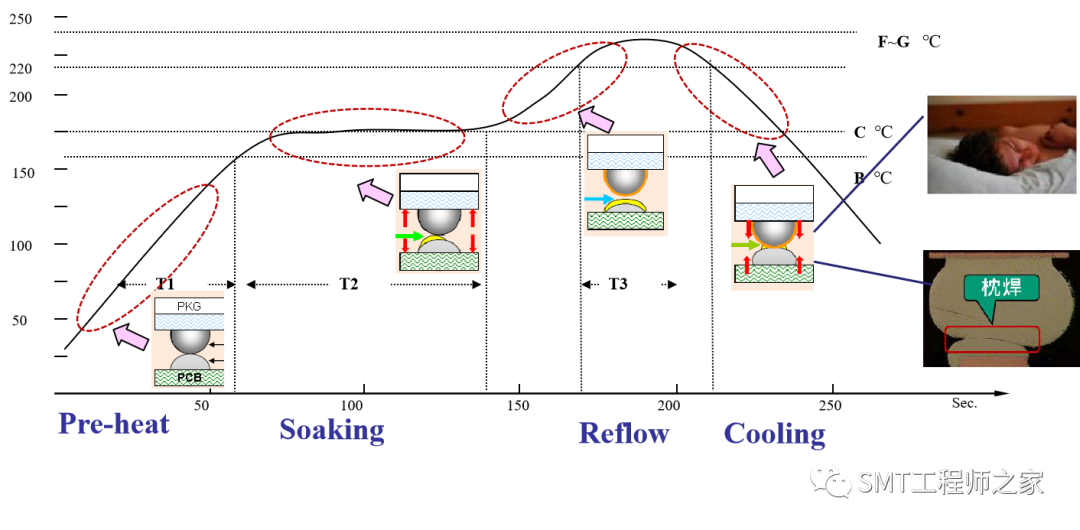
三、枕焊在Reflow焊接过程中形成介绍
四、BGA枕焊鱼骨图分析
五、 鱼骨图分析总结
从以上鱼骨图分析的因子进行总结,枕焊(Head-in-Pillow)的可能原因主要如下几方面,我们将一一进行验证分析验证:
1、Printer :
2、Mounter:
3、Reflow:
4、Package Material:
六、制程工艺调查
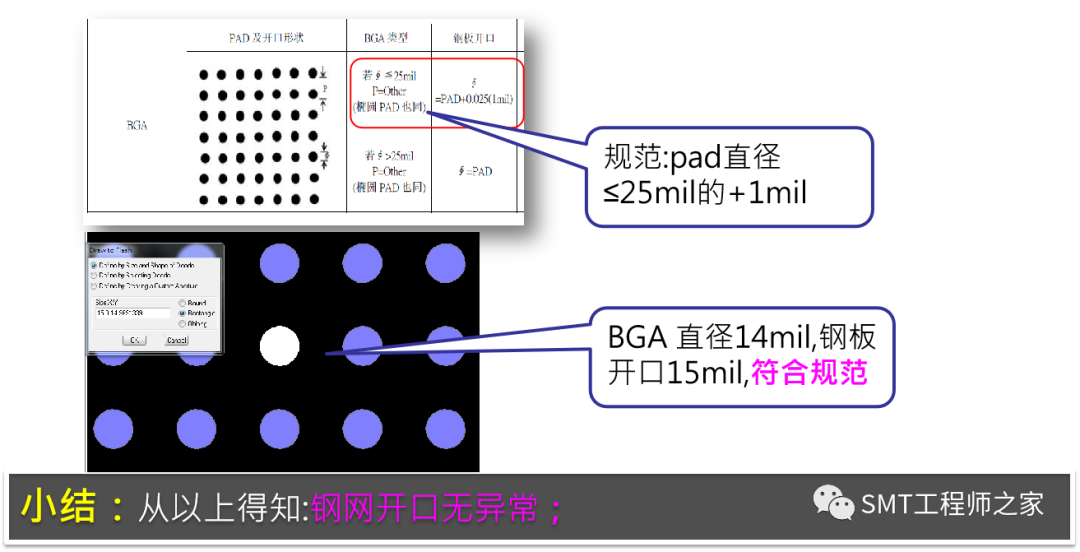
1、钢板开口设计调查
由于印刷锡膏量将有可能造成枕焊发生,印刷锡膏量又与钢网的开孔大小及印刷状况有关,因此确认以下方面的内容: 确认Stencil的开口设计是否符合钢网规范;
2、锡膏上线记录检查
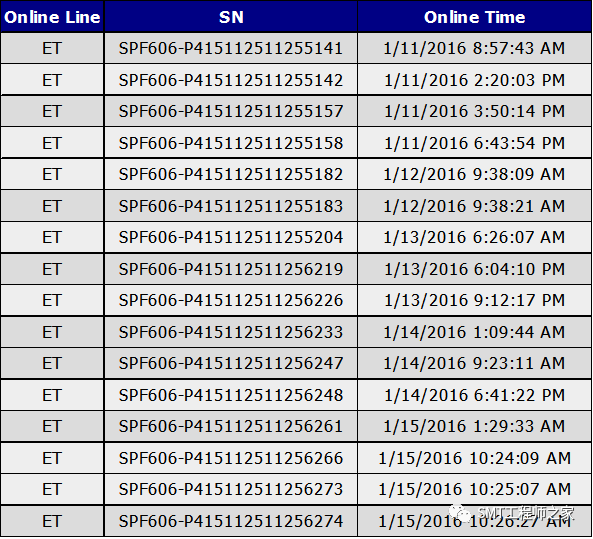
小结:从以上得知:锡膏本身及其使用管控是符合要求,无任何异常;
3、锡膏印刷状况SPI Data
确认DEK实际印刷效果:即有无漏印/少锡和偏移异常;
1). 确认 SPI Data: Result is OK
2). 统计5pcs NG品的锡膏印刷 (SPEC: Volume: 0.0058~0.0345 mm3 , Highness: 0.034~0.302 mm, Area:0.029~0.1985 mm2 )
|
No |
Volume |
Highness |
area |
||||||
|
Max |
Min |
Meet Spec |
Max |
Min |
Meet Spec |
Max |
Min |
Meet spec |
|
|
1 |
0.022 |
0.0127 |
Y |
0.163 |
0.122 |
Y |
0.144 |
0.095 |
Y |
|
2 |
0.0212 |
0.0125 |
Y |
0.172 |
0.115 |
Y |
0.143 |
0.0837 |
Y |
|
3 |
0.0222 |
0.0129 |
Y |
0.167 |
0.126 |
Y |
0.138 |
0.0776 |
Y |
|
4 |
0.0206 |
0.0099 |
Y |
0.2198 |
0.139 |
Y |
0.119 |
0.062 |
Y |
|
5 |
0.0214 |
0.0121 |
Y |
0.164 |
0.124 |
Y |
0.132 |
0.0786 |
Y |
小结:从以上得知:NG板的DEK实际印刷效果正常,无任何异常;
4、 置件偏移有可能造成枕焊不良,因此确认U8贴装是否存在偏移,
1)从贴装状况来看没有发现偏移.
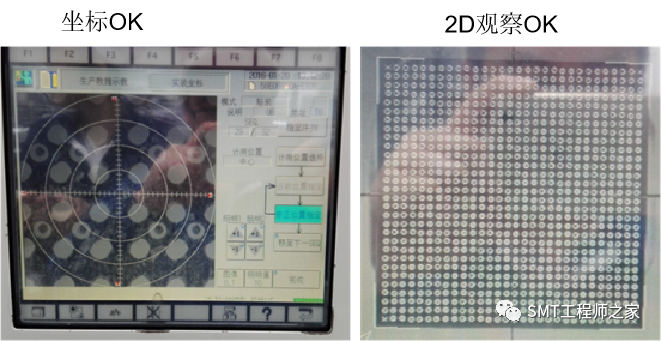

小结:从以上得知:贴装是正常的,无偏移不良.
5、Reflow的各个参数也密切影响着焊接状况,如参数异常也会造成枕焊异常,故确认当日生产Profile(图可放大)如下;
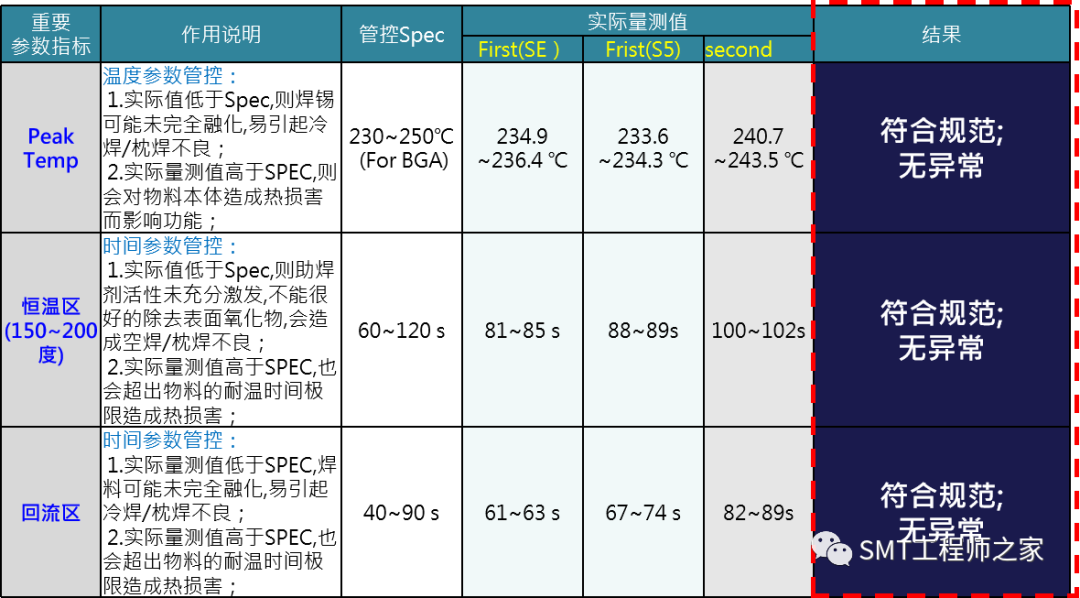
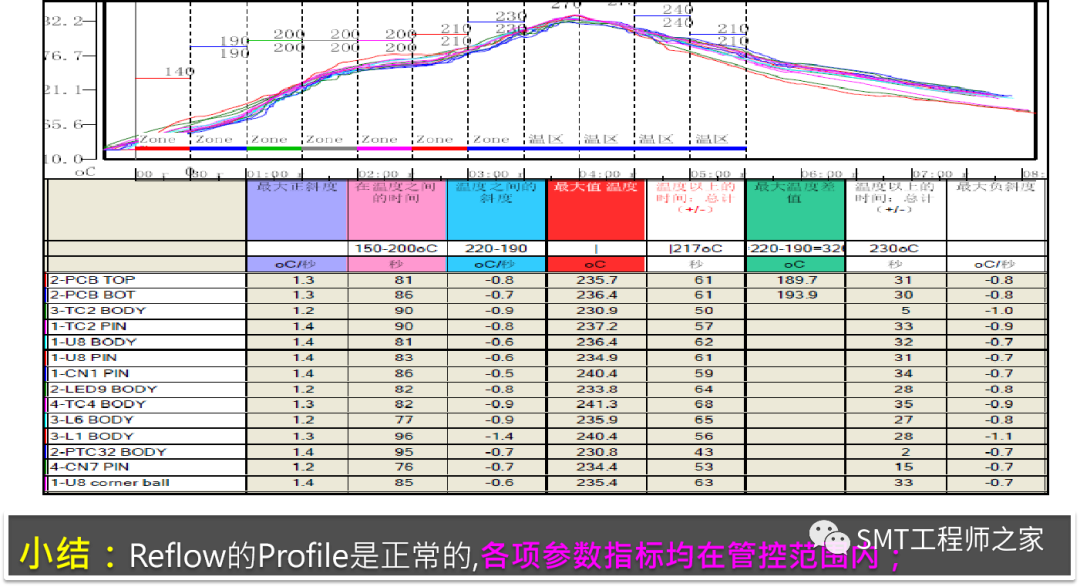
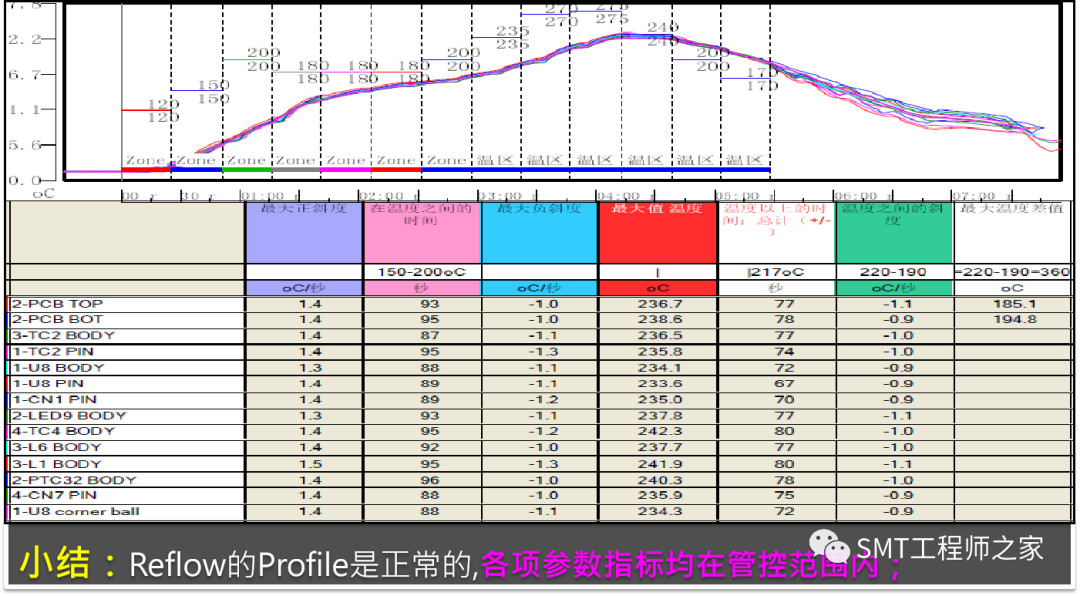
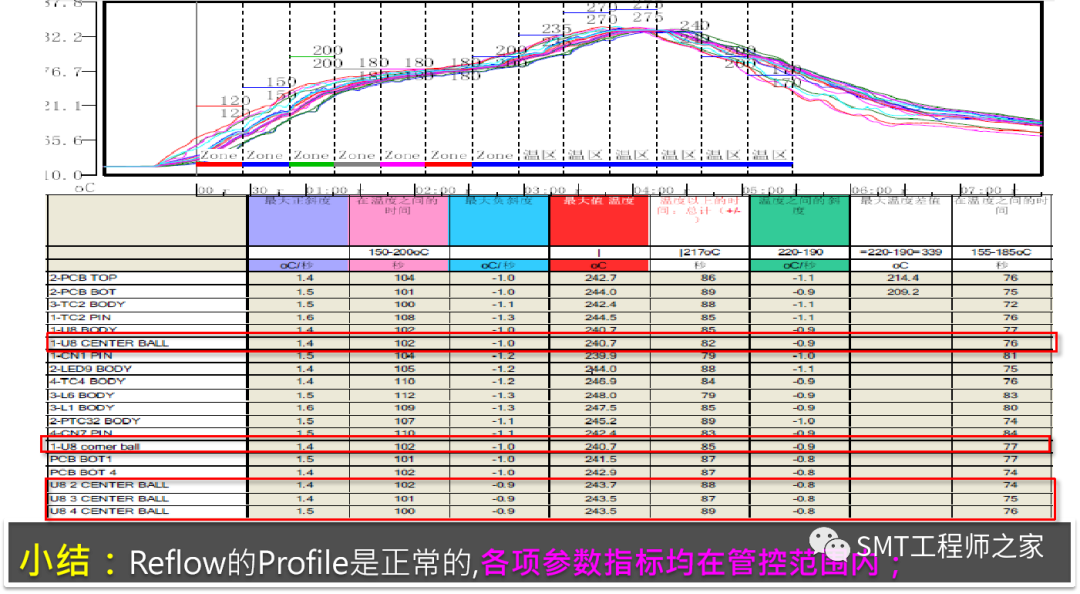
小结:Reflow的Profile是正常的,各项参数指标均在管控范围内;第二次Control Run,调整Reflow Profile仍然不效.
a. Reflow的各个参数也密切影响着焊接状况,如参数异常也会造成枕焊异常,故确认当日生产Profile(图可放大)如下;
b. Reflow的各个参数也密切影响着焊接状况,如参数异常也会造成枕焊异常,故确认当日生产Profile(图可放大)如下;
c. 第二次Control run 200pcs, 升高Reflow Profile的Peak温度和回流时间,结果无明显改善
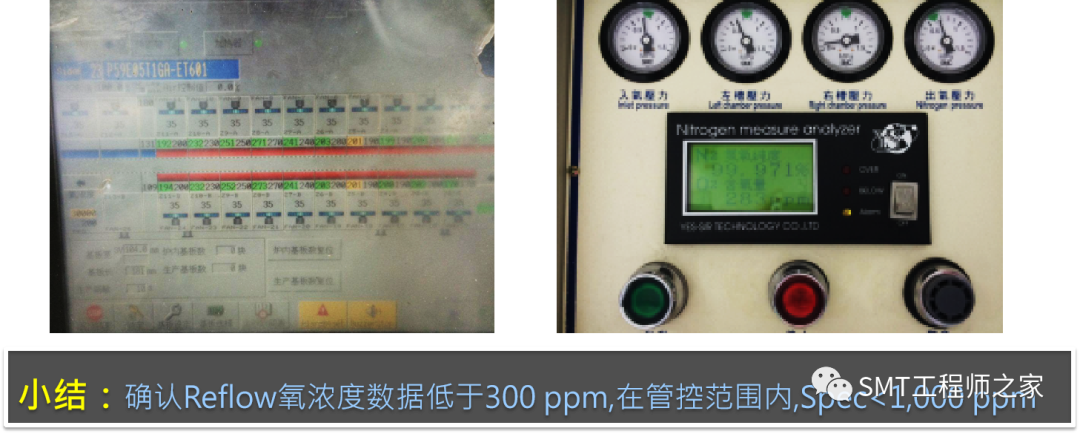
6、Reflow 氧浓度检查: 如果在Reflow焊接过程中,出现氧浓度超标,有可能造成枕焊,因此检查SE&S5 Reflow氧浓度实际状况,从检查结果来看,氧浓度是正常的,且此条线生产其他产品都有BGA类零件,无枕焊不良,因此可以排除氧浓度异常的可能.
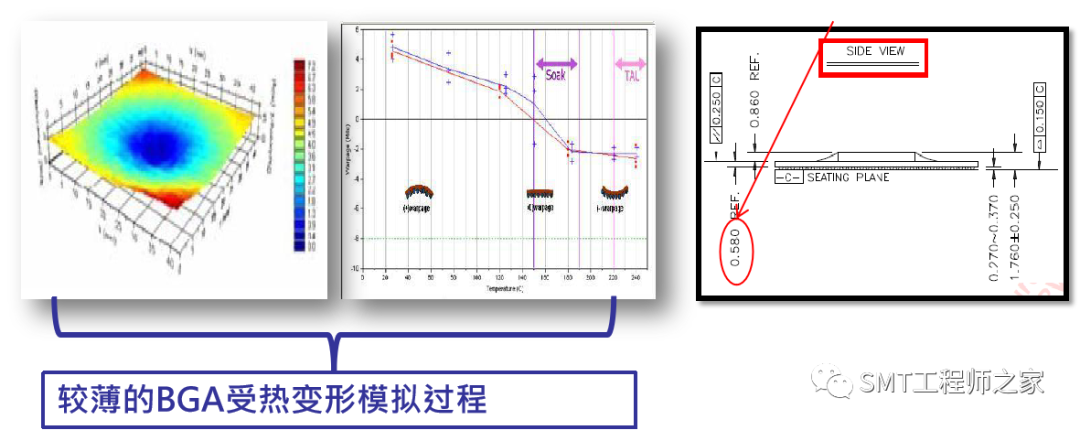
7、 Reflow时可能由于PCB板弯或是物料本体的的弯曲造成焊接时出现枕焊异常;
1)PCB板在高溫焊接過程固然會存在微小形變量,因此PSE進一步确认: PCB板TOP面零件分布均匀且都为重量较轻原件, 设计长宽为210X160的2联模板,板厚1.6mm,焊接过程中PCB板无变形.
2)此機種已经生产了很长一段时间,都无板子变形问题,因此说明PCB板变形不是造成枕焊的原因.
8、Raw material分析:
后续,再使用涂松香水的方式,生产2912pcs,无不良.

9、 综上分析总结如下:
10、进一步实验验证
|
线别 |
日期 |
Reflow 参数 |
实验条件 |
Input Q’ty |
Defect Q’ty |
Defect Rate |
Remark |
|
S5 |
3/2 |
Peak temp :238~242 ℃ , 217 ℃以上时间 80~90sec |
烘烤 BGA+ 涂松香水 + 钢板开口 15mil |
1280 |
0 |
0% |
3 个动作同时导入可以完成解决枕焊问题 |
|
烘烤 BGA+ 涂松香水 + 钢板开口 18mil( 厚 0.13mm) |
320 |
0 |
0% |
||||
|
3/18 |
Peak temp :238~242 ℃ , 217 ℃以上时间 80~90sec |
钢板开口 18mil( 厚 0.13mm) + 未烘烤料 BGA + 未涂松香水 |
88 |
10 |
11.4% |
只是加大钢板开口不能解决枕焊问题 |
|
|
钢板开口 18mil( 厚 0.13mm) + 烘烤料 BGA+ 未涂松香水 |
112 |
10 |
8.9% |
加大钢板开口与烘烤 BGA 仍然不能解决枕焊问题 |
|||
|
3/25 |
Peak temp :238~242 ℃ , 217 ℃以上时间 80~90sec |
烘烤 BGA |
400 |
40 |
10% |
只是烘烤 BGA 不能解决枕焊问题 |
|
|
4/20 |
Peak temp :238~242 ℃ , 217 ℃以上时间 80~90sec |
使用 0.15mm 厚度钢板 /18mil 开口 |
140 |
3 |
2.1% |
钢板厚度变厚后 , 不良率仍然偏高 . |
个人观点,仅参考,有不足处,欢迎指正!








