4. SMT BGA设计与组装工艺: 半导体封装的⽐较及驱动因素
集成电路的封装形式有许多种,就端子形状而言却只有四种: 成排(单列或双列直排)引线、插针网 格阵列、J型引线、鸥翼型引线 。就可进行表面 贴装的塑封集成电路而言,最普遍的引线分布形式是J型引线和鸥翼型引线。在这两者之中, 鸥翼型引线形式在塑封集成电路中使用的最为广泛。随着引线数目的增加,密间距鸥翼型引线最大的问题之一是它们的脆弱性,其后果是引线易遭受损坏出现诸如不共面、引脚弯曲、 歪斜等。引线损伤是密节距鸥翼型有引线封装缺陷的主要原因之一。尽管鸥翼型器件在低/高引线数封装中使用最为普遍,BGA封装器件仍然凭借其牢固的物理结构、小型的尺寸(引线 间)以及增强的电气性能获得了广泛的认可。就性能而言,BGA的信号路径要比密节距鸥翼 型引线封装的信号路径要短得多,因此在高速 电路应用中有优势。由于在再流焊接时能自动对齐,BGA封装集成电路已经展现出很高的板级装配制程良率。因为阵列形式可以在小型化空间内容纳高数量的I/O端口,BGA也已被证明是应对高引线数封装趋势实际的解决方法。
一、封装特点⽐较
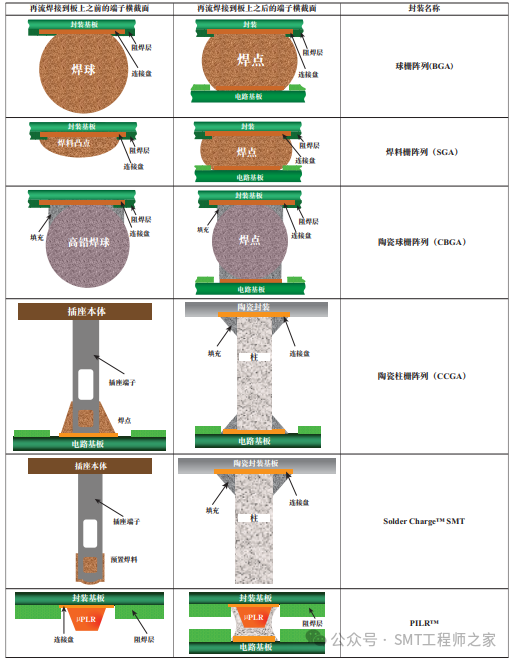
从简单的焊球连接至封装基板连接盘,近几年面阵列元器件的端子设计和 布局已得到了很大的发展。球栅阵列(BGA)布局是最基础、也仍然是最为广泛使用的面阵列封装端子设计。焊球通过助焊剂或者焊膏再流焊接至封装基板的连接盘上。因此,这种将焊球置于底部的封装可用标准表面贴装工艺(SMT)再流焊接至印制板上,焊球在形成焊点时会充分融化与塌陷。
焊料栅阵列(SGA)端子设计去掉了焊球,直接将焊膏印刷在封装的连接盘上。随之产生的焊料凸点通过表面贴装焊接工艺(SMT)再流焊接至印制板上以形成焊点。在轻薄产品设计的推动之下,近几年焊料栅阵列端子的使用也有增加。
用陶瓷材料制造中介基板也是用于生产栅阵列封装的一种技术。陶瓷球栅阵列(CBGA)端子设计与球栅阵列BGA设计类似,但采用此概念的焊球在印制板焊接过程中并不会完全融化和塌陷。焊球的成分通常是90%的铅-10%的锡(高 含铅量)。由于陶瓷基板和环氧树脂型层压板的热膨胀系数严重不匹配,需要保持较高的间隙高度以为焊点提供足够的可靠性,非塌陷型高 含铅量焊球可以满足这个要求。含铅量较高的 焊球已经可被不会塌陷的其它无铅合金所取代。
为了解决陶瓷封装贴装在有机印制板并能适应各自热膨胀系数不同的需求,柱状焊料会被用作连接端子。陶瓷柱栅阵列端子设计(CCGA)是 陶瓷球栅阵列(CBGA)的延伸。CCGA使用成 分为90%铅-10%Sn的铸柱焊料而不是高熔焊球, 以实现更高的间隙高度以及更柔性的互连,这种设计使得可靠性显著增加。在最终电子产品 中禁止含铅的应用场合,这种高铅合金也已经 被无铅合金所取代。
由一个插座供应商研发的SMT SC端子设计,改 善了其组装在印制板上焊点的良率以及面阵列 插座端子的可靠性。这种端子是带有焊料成分 的金属冲压插针,焊料成分取自于无铅或锡铅 合金材料。焊料成分本身超出端子的末端。随着焊料的融化,可焊器件整体朝着PCB下降并与焊点重合,而之前该器件距离PCB较远。同时当插座下压时焊接部分的可伸缩头会变形, 这样可以补偿共面问题。同样地,端子尾部的伸出部分也会在下压时通过焊膏以补偿共面问 题。在再流焊过程中,SMT SC焊料会覆盖冲压 端子并粘附于印制电路板的连接盘之上,形成喇叭形焊料填充。此填充的确切形状是由连接盘和SMT SC端子可湿润表面的大小/形状所决定的。这些端子可湿润表面受制于激光烧蚀 区,它会阻止不需要的润湿,使熔融的焊料不 再沿端子往上爬。
Pillar端子(PILR)适用于极密节距、芯片级封装,它在封装连接盘上表现出细小实心铜触点的特征。这项设计可以实现阵列以更细的连接节距布局,从而提供了极大的潜能以提高I/O密度和电路的布线效率。除此之外,μPILR端子克服了许多球状端子现有的限制。这些包括极小的触点间隙(小于0.3mm是可能的)、极小的封装外形、增强了电性能和热性能以及坚固性、 可展现出的优秀的物理冲击和振动可靠性结 果。下图展示了当下可用的多种面阵列端子设 计。
二、 BGA封装驱动因素
电子系统强调更快、更小、更轻使得元器件、印制板以及系统 封装变得更加复杂。组装复杂度增加的部分原因是由于小外形表面贴封装的广泛使用,这是 电子产品小型化的关键。器件触点节距也对制造工艺的复杂性有着重要的影响。比如,随着采用越来越小的触点节距,各组装工序如贴片、 焊膏印刷以及再流焊所需的工艺精度会越来越高,检验、返工以及维修也需要越来越精确。
在选择BGA器件封装时,需解决的关键问题是热性能和电性能、基板空间的限制以及成本。不同类型系统的元器件封装要求也不相同。举例来说,高端微处理器运行频率较高,因此需要热性能和电性能优异的封装。加强散热的方法 有:散热块、散热片、散热槽、肋片风扇(安装 在散热片上的风扇)等等。加强电性能的例子 有:多层和较高引脚数封装,封装内置电容。气密性陶瓷封装通常采用封装内置电容。对于中端系统而言,性能和成本都是重要的(并不是说成本对于高端系统不重要)
三、成本问题
引线框封装集成电路一直保持着比较低的制造成本。这是因为大量产品采用有限的封装结构,这使得制造商可以利用通用的模具和成型工艺来应对多样的客户应用。另 一方面,阵列封装的形式更多设计在一些特定的产品应用。 对引线数少于200的BGA器件 进行封装的初始成本就很有可能超过引线框封装, 造成成本上升的部分原因在于其独特的单体基板应用设计以及额外的封装组装工艺步骤。 在I/ O数为200及以上时 ,引线框架封装集成电路和球栅阵列封装的成本通常是持平的。
四、元器件操作
BGA载体可使用托盘或卷带进行包装。EIA(美国电子工业联合会)标准中 的卷带包装形式通常规定在集成电路元器件相 对较小或者需求产量较大时使用。JEDEC注册过的托盘载体需要满足业界开发的设计指南(见 JEDEC 95号出版物,章节4.9和4.10)所要求的固定长度、宽度和厚度。塑封集成电路,包括 BGA,容易受潮而在再流焊接过程中引起封装失效。为了使器件不过度与湿气接触或暴露于湿气中,装有BGA的托盘需要放置于密封的抽 真空ESD防潮袋内(同时在板级组装前应该保持密封状态)
建议用户对塑封BGA规定以托盘形式而非卷带形式包装。放置的托盘可适应受潮时潜在的烘烤需求。举例来说,如果塑封BGA封装暴露于周边环境中的时间超过其现场寿命,它们可能需要在组装之前进行烘烤。 用于烘烤的塑料托盘能承受125°C的额定温度。 另一方面,为不损坏载带, 卷带材料不能暴露在超过50°C的环境下, 因此烘烤以卷带形式放置的湿敏BGA可能 需要花费很多天的时间。
五、热性能
加强散热性能对于处理速度越 来越快的微处理器来说是必要的。随着新一代微处理器的导入,功耗持续上升。由于器件的时钟速度增加,所需的功率也随之上升。幸运的 是,当代半导体工艺使电阻尺寸缩小而使“芯片收缩”成为可能,加之有趋势使电源电压降 低,较高的功耗问题得以减轻(随着器件尺寸 的缩小场强会增加,促使降低供电电压以避免 损坏)。由于比塑料封装的导热性好,陶瓷BGA 通常用于高功率封装。然而塑料封装在此方面也有进展,散热增强型塑料封装已经在业界被 广泛运用。散热增强型塑料封装的功率过去常 被限制在6-8W,而通过加上金属散热片,塑料 封装可以满足达到30W的运行功率。
六、空间
基板空间限制是元器件尺寸减少的重要推动力之一。表面贴装元器件已有广泛的使用,这不仅因为其尺寸小,并且能在印制板两面都能贴装。随着引线数量的增加,即便是在表面贴装,导体与导体节距也必须减小以使封装尺寸保持在可生产的范围之内。随着BGA封装的触点节距的减小,在给定面积下安装更多元器件的机会相应增加。尽管现在的印制板空间在单位面积内可以支持更多的功能,但诸如密节距BGA等元器件互连时可能需要更窄的导线和更密的导线间距。对于元器件密度较高的组件,需要较多数量的导电层来保持较小的印制板形状因数。
七、电性能
电性能驱动因素包括信号的完 整性、工作频率、功率以及引线数量。随着频率 的提高,改善阻抗控制的需求以及封装插入损 耗的最小化将是个问题。当进行阻抗控制时, 人们必须要考虑到防止/抑制反射的需要。如果 这些端子与临界信号的源点和/或负载点并联 连接,会使得功率消耗增加。即使其它条件相 同,高频运行本身会驱使功率按频率的平方上 升。同样地,已增加对低功率半导体的研发以 试图减少复杂数字集成电路的平均功耗。幸运 的是,由于集成电路工艺已经相当成熟,每个 逻辑运算单元的功率会随着更小的器件外形尺 寸而减小。对于陶瓷封装的情况,即使随着高 速器件的键合连接盘的增加,也可利用内在的 高封装电容值以及运用封装内置的旁路电容, 使得电源和接地分布所需的引脚数量增长需求 保持最小。
八、机械性能
BGA组件对于由机械冲击、 振动和弯曲导致的其它失效模式的耐受性也应 被评估。IPC-9702、IPC-9703、IPC-9704、IPC9707以及IPC-9708中描述的程序为完成诸如机械冲击和弯曲测试之类的评估提供了指南。由这些暴露类型所引发的互连失效模式已超出焊点失效模式。通过机械试验观察到的另一个失 效模式为焊盘坑裂,具体表现为BGA焊盘下面的印制电路板树脂层的断裂。这些裂纹开始于 BGA焊盘边缘,之后持续扩张穿过下面的树脂 层。该断裂模式会有许多种,可能是在铜焊盘 及其之下的树脂之间粘结失效,也可能是由树脂层整体的断裂导致的粘合失效。
当连接BGA焊盘的线路断裂时会发生电气失 效。取决于机械荷载的位置,导线断裂会发生在 BGA底部的焊盘坑裂扩张之前或之后。这种现 象会导致潜在缺陷的风险,产生长期可靠性问 题。焊盘坑裂最初可能出现于组装过程的机械操 作,但此时的测试并不能探测到电气失效。后续 的热-机械作用暴露可能会导致裂纹扩张贯穿导 体,在随后的现场运行中引发电气失效。即使线 路没有裂纹,层压板裂纹也可能会使更多的湿 气进入,从而导致阳极导电丝的形成(CAF)。
本站所有转载文章系出于传递更多信息之目的,且明确注明来源,不希望被转载的媒体或个人可与我们联系,我们将立即进行删除处理。