一、前言:
(一)波峰焊治具的设计需要遵循以下原则:
-
1. 保证PCB的平面度,防止变形和弯曲。治具应采用耐高温材料制成,以便在焊接温度下不易变形。
-
2. 保护贴装元器件,使其安全通过波峰焊。治具可以保护元器件免受波峰热冲击,防止焊点发生错位。
-
3. 提高生产效率。使用治具可以一次通过较多的PCB板,减少生产时间。
-
4. 优化设计,易于操作。治具的设计应简单易用,方便员工上手,减少操作难度。
-
(二)在具体设计过程中,需要考虑以下几点:
-
1. 确定治具的材质和规格。根据生产需要,选择适合的材质和规格,以满足耐高温、高强度等要求。
-
2. 设计合理的结构。治具的结构应合理,能够满足生产过程中的各种需求,如固定PCB、保护元器件等。
-
3. 确定定位方式。治具应能够准确定位PCB,以确保焊接效果和质量。常见的定位方式包括孔定位、边定位等。
-
4. 考虑散热问题。由于治具需要承受高温环境,因此需要充分考虑散热问题,防止因温度过高而导致性能下降或损坏。
-
5. 易于清洗和维护。治具使用一段时间后,需要进行清洗和维护,以保持其性能和精度。因此,设计时应考虑易于清洗和维护的特点,以便于提高生产效率。
总之,波峰焊治具的设计需要结合生产实际需求进行具体分析和设计,以确保其适用于生产环境,提高生产效率和产品质量。
二、波峰焊工装治工具设计规范说明:
1、PCB板边与治具配合须预留0.5mm的间隙宽度(双边),以防止PCB板过锡炉时因受热膨胀引起变形导致上锡不良。其公差通常为±0.1mm。
2、治具下沈深度为1.5mm﹐其公差为±0.1mm。
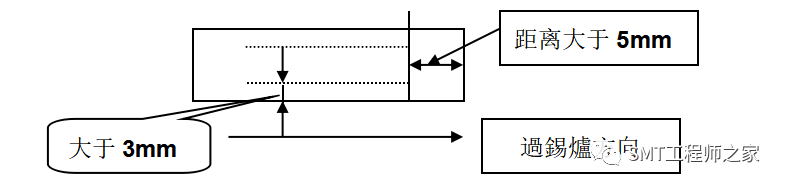
3、对PCB板上须上锡开孔的元件,考虑锡波流动之均衡性﹑高度等因素,插件孔在非过锡方向,元件脚距离孔边双边≧3mm;在过锡方向,为避免阴影效应,须保証元件脚距离孔边(单边)≧5mm。具体参照以下附图:
4、为避免元件上锡不良减少短路,在治具开孔处﹐为降低阴影效应对上锡的不良影响﹐治具反面须倒角﹐倒角角度应尽量大﹐但倒角后所余留的厚度应≧0.8mm,通常倒角角度为25°±5°﹐倒角深度为1.5mm±0.1mm﹐如图所示﹕
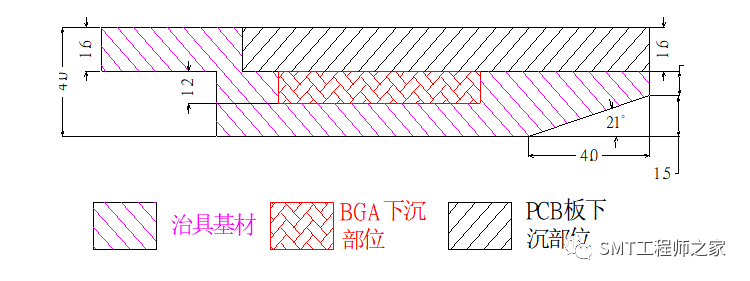
5、对PCB板上之BGA﹐设计治具时须特别保护﹐以防过锡炉时因
高温而损害BGA元件﹐故在有BGA处须避空1.2mm~1.5mm﹐且沈空预留之最小板厚须在1.0mm以上。
6、治具上的压块及挡锡条均须倒角﹐压块之材质须耐高温﹐通常采用进口红色和黑色电木板﹐压块和PCB板边接触距离为3~4mm﹐尽量避开PCB板上的元件以免刮伤损坏元件。
7、为提高治具使用寿命以及防止静电击坏元件﹐治具须采用黑色防静电合成石材料。具体材质以制作单为准
6mm: 载具宽度在420mm以下的机种治具(特殊情况除外)
8mm: 板底SMT元件过大、治具安装特殊金属配件、治具下沉式连接条等特殊情况下;载具宽度在420mm以上的双面板同时需要增加铝合金框架和铝合金防沾锡条.
补丁规则: 尽量避免使用补丁. 考虑到板底元件高度,如果选用8mm材料可以不加补丁的,就选用8mm厚度材料.
9、一般情况下压扣每隔8cm左右分布一个,压扣旋转路径要避开SMT元件.要求预留的Gap为1mm左右,必要的情况下,考虑安装防呆柱来确保压扣只能旋转一定角度弹片依据。DIMM及PCI的分布设置,如有特别需求在制作单上做特殊说明。
10、为保証治具能顺利通过锡炉炉芯喷口﹐治具底部须保持平整﹐故螺丝反面沉头深度须大于螺丝头的厚度,载具底部金属材料不能沾锡。
11、为使治具能与锡炉轨道配合良好﹐提高上锡性能﹐治具承载边厚度设定为4+2mm﹐以达到共面之效果﹐左右轨道宽度均为7mm﹐以达到平行的最佳性能﹐其公差在±0.1mm之间,对于底部有超出6mm补丁的载具,承载边的设计需要加强。
12、 DIMM开口在8根以上必须设置金属加强筋。
13 、大于Φ2mm不插件的孔必须堵上,如果无法实现,要在设计时说明
14、 厂商负责一体化压盖设计,从试产开始评估设计验证,量产时同步导入,需注意设计完成后载具的高度不可以超出30mm.(不含补丁)
15、过锡炉治具在投入使用前,须根据IE的相关定义标示治具之料号版
本﹑过锡炉方向及其治具序号等相关信息刻字规范统一使用英文 Arial 22号字体 中文 仿宋 22号字体,
16、 载具配备条形码,条形码尺寸由MSL提供,材料要求使用1mm厚度铝合金阳继发黑处理, 厂商设计载具时预留出安装孔,安装位置应该避开所有弹片行程.
17、 螺丝孔依照实际状况来设置锁板螺母和定位柱,锁板螺母安装后必循下沉0.5mm,具体参数见下图。且要求锁板螺柱在锁的过程中不能和PCB板上的任何元件有碰撞的risk(螺母中心距离周围的元件的不低于5.5mm,即Gap不低于1.5mm)。
18、平整度的要求,对于各个加工面必须保証平整。检验方法﹕底面放于大理石上观察是否有板翘,对于其他加工面首先保証目视检验无明显板翘,再使用工具(游标卡尺,3D测试仪等)测量。具体检验参数详见《锡炉治具检查收记录表》
19、”偷锡技术设计”:为了减少在焊锡时connector尾端pin之间产生连锡.可考虑用“偷锡技术设计”过锡炉治具.在过锡炉治具上尾端连锡pin后面相同pitch距离的地方装上脱锡片,用螺钉或铆钉与过锡炉治具连接牢固.采用熔出率低的金属材料制作,厚度为1.0~2.0mm;脱锡片靠近pin端应倒一角度其端部厚度在0.5mm为宜,以达到消除连锡效果。脱锡片跨度不宜过大, 与过锡炉治具固定后,须保证其上表面能很好地和PCBA板底面紧密接触,以免因过波峰炉漫锡而损坏PCBA.
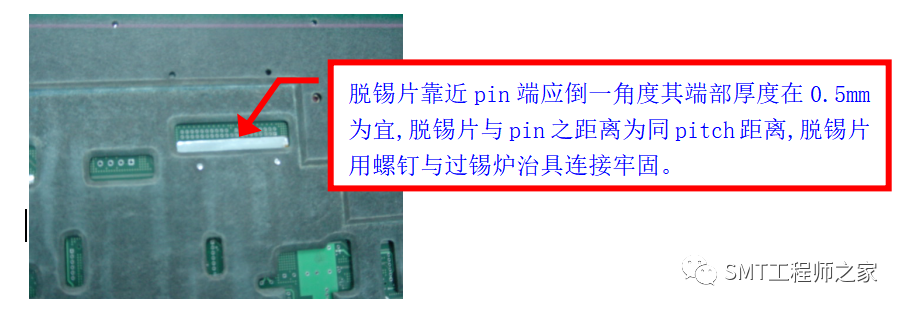
注: 过锡炉治具的“偷锡设计” 尽量避免使用,应在调节波峰炉无法达到解决包锡连锡之情况下使用.
菲林:胶片是彩色打印,且板底SMT元件PAD和丝印线框分别用不同彩色;板面元件脚用黑色。
亚克力、菲林均要在定位柱对应位置上开通孔,模拟板子来检查治具);
22、 载具宽度大于等于440mm是宽度方向需要使用铝合金条增加载具抗变形度。载具四周高度需要超出15mm,不足15mm,请使用合成石条补齐。
23、 DIMM区域开孔原则:DIMM在原来开孔范围的基础上,左右侧边增加3个R10的半圆弧通孔,使最边缘的DIMM pin距离圆弧中兴距离不少于15mm。
方案一:治具侧边安装的各配件距离最边缘的DIMM中心的间距不低于20mm;
方案二:治具侧边安装的各配件在最边缘DIMM中心区域30mm以外
24、所有治具补丁四周能涂胶底地方,全部要涂AB胶,将补丁和治具本体密封起来;固定补丁的螺丝孔底部也需要涂胶,防止锡残留在孔里而产生锡尖。