自粘结铁芯对电机能效提升到底有多大影响?
铁芯也就是磁芯。铁芯(磁芯)在整个电机里面起到了举足轻重的作用,它用来增加电感线圈的磁通量,已实现电磁功率的最大转换。电机铁芯通常是由一个定子和一个转子组合而成。其中定子铁芯是电机磁路的主要组成部分。定子铁芯是用硅钢片冲成。铁芯也是安放绕组的部分,发电机运行时,铁芯将受到机械力、热应力及电磁力的综合作用。
1.焊接铁芯
焊接铁芯是通过焊缝技术连接叠片的。焊接工艺主要有:氩弧焊、气保焊、电阻焊等,具有工艺成熟、成本低、对叠片要求低、对设备要求低等优点。但是其缺点明显,热反应区大,导致电机性能降低;不环保;对工人操作要求高;外观有瑕疵,焊缝粗糙。目前激光焊接可一定程度上减少焊接铁芯的缺点,但其主要应用在小型铁芯上。
2.联锁铁芯
联锁铁芯使用级进模上带自动叠铆技术,联锁铁芯的形成过程是,在冲片落料工位上使上一片叠铆点的凸起部位正确地与下面一片的叠铆点凹形孔部位重合在一起,当上面一片受到落料凸模压力作用时,下面一片借助其外形与凹模壁摩擦所产生的反作用力使两片产生叠铆。通过高速自动冲床连续不断的冲制,形成具有一定叠厚的整齐铁芯。联锁铁芯叠铆点有:圆柱形叠铆点、V型叠铆点、L型叠铆点、梯形叠铆点等。
3.粘结铁芯
粘结铁芯采用胶水粘接的方式,替代传统的焊接和叠铆的方式,通过这种方式的改良的目的,就是提升电机的电磁性能,降低定转子铁芯的铁损伤。粘结铁芯非常适合超薄的叠片,胶水可以将堆叠粘合在一起,而避免层压带来的叠片变形。粘结铁芯钢板之间的胶黏剂形成绝缘层,可以显着降低电磁损耗,粘结铁芯的抗震性能和防水性能更强。
铁心作为电机的心脏部件,它的质量好坏直接影响电机的性能和效率。多数电工钢片通过焊接、螺栓连接、自扣式或铆接方式组装成铁心, 然而, 焊接固定法会造成铁心边缘短路,绝缘性下降, 由于存在热变形造成磁特性变差之类的各种问题。无论是焊接、螺栓连接还是自扣式、铆接固定方式, 都是铁心局部进行点固定, 连接力不高,对紧固强度要求很高的情况难以满足, 此外, 焊接、铆接方式对许多微型电机也不适用。
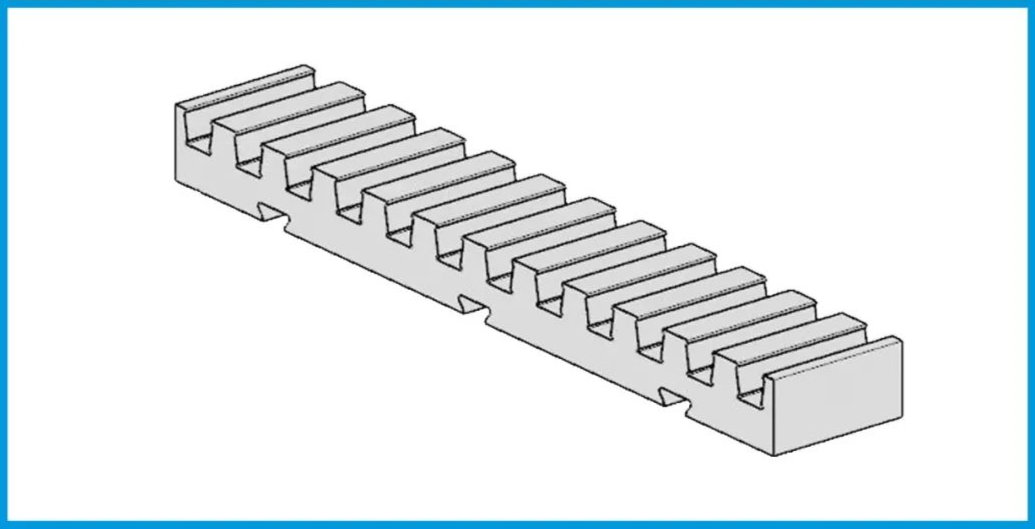
自粘结铁心采用将电机冲片粘结在一起形成铁心的方法做为一种固定方式,电机冲片以自粘结固定铁心叠片, 在铁心整个面上进行固定, 固定强度大大提高 ,特别适合于其他固定方式会导致扭曲或刚性不够以及不便于铆接和焊接的情况, 不会出现铆接方式所造成的材料拉伤,减少涡电流的发生,减少焊接方式导致的能力流失,没有材料的应力集中,可对应铁损对策(低铁损、绕线的高密度化)最适合于分割铁心,积层间隙小减少共振,提高转子支持刚性、定子刚性,灵活应对电工钢,降低成本,可使用薄板材(T=0.1),将铁心损耗和发热控制在最低,减少旋转时的振动,平滑叠层,减少风噪,散热性优异,可延长马达寿命。可作为新能源汽车电机的首选铁心,提升铁心强度,有效的提升驱动电机外特性、NVH水平。
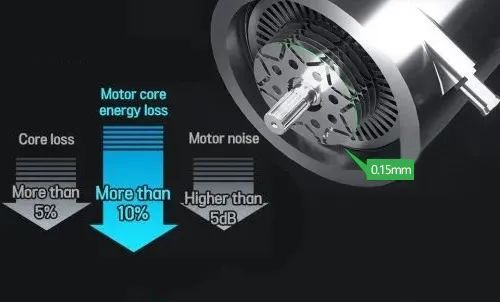
自粘结铁心与常规焊接铁心作对比试验,自粘结铁心在磁感应强度为1.5T、50Hz状态下试验的磁性结果,铁心损耗降低了约5%,励磁电流降低了9%。在相同试验条件下产生的噪音,自粘结铁心在磁感应强度相同的情况下比焊接型铁心降低约5dB 。在相同试验条件下铁心在励磁状态下的轴向振动速度, 自粘结铁心几乎无振动, 而焊接型铁心有不同程度的振动, 定子铁心的径向振动试验有同样的结果。
本站所有转载文章系出于传递更多信息之目的,且明确注明来源,不希望被转载的媒体或个人可与我们联系,我们将立即进行删除处理。