为确保所有产品生产使用之治具满足产品之品质要求,防止生产线使用设计不良治具,以达成客户之满意度。需要针对产品组装治工具进行设计以满足生产要求,今天分享机构组装治具的设计规范,希望能够为 工艺工程师设计治具时能够参考 ,具体从治具需求之原则、治具设计基本要求及其常用治具设计要求进行说明如下:
一、治具需求之原则
1.
手动组装困难或者无法手动组装之机构件。
2.
需锁螺丝但机构件底部或
PCB
底部不平整或有零件干涉之机构件。
3.
可改善作业或提高效率。
4.
需通过治具组装方可满足
SPEC
之作业动作。
5. RD
或客人要求需治具组装之机构件。
二、治具设计之基本要求
1. 治具材质的选用
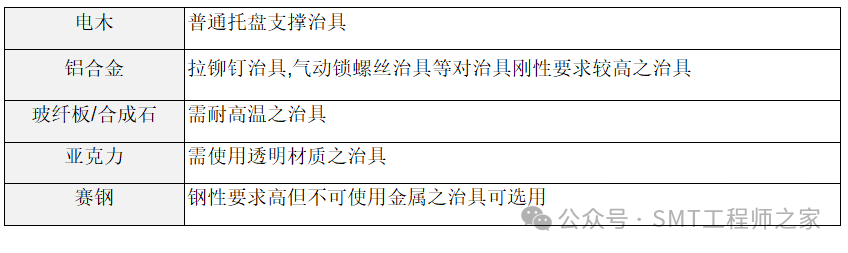
2. 治具材质之要求
3. 螺丝的选用及螺孔的设计

4. 孔轴配合
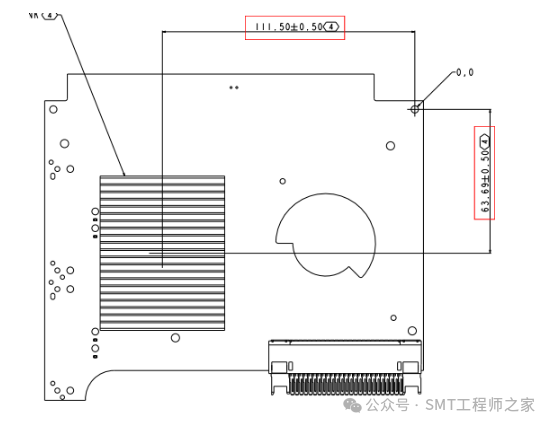
5. 托盘外形尺寸设计
6. 安全间距
7. 治具外形
三、 散热片组装之治具设计
1. 散热片的分类:

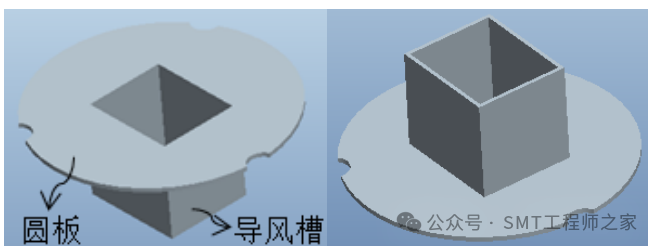
2. 刮散热膏治具
3. 散热片定位盖治具
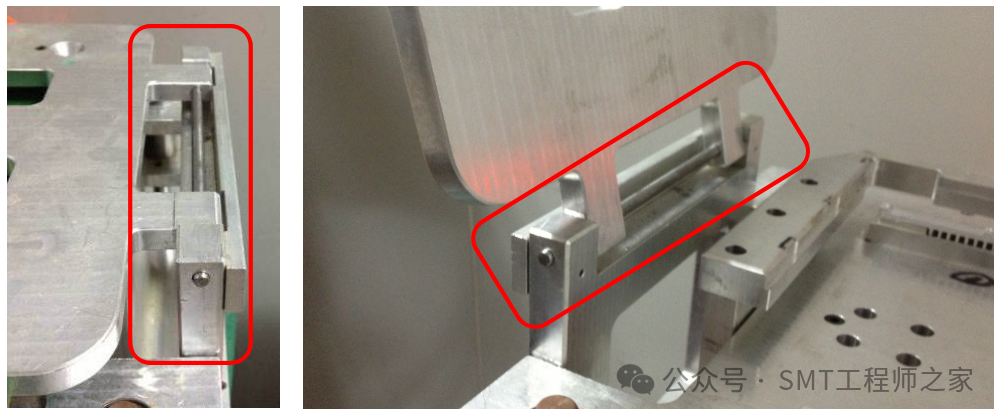
3) 定位柱优先采用螺柱链接固定结构 , 如下图:

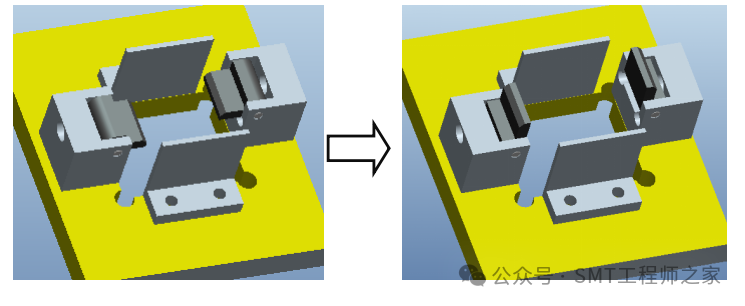
5) 同时压合散热片超过 2pcs 时需采用旋转支撑块结构,如下图:
4. 铆钉 / 气动锁散热片螺丝治具

5. 散热片压合治具
I.
气压值设定:
0.5~0.8Mpa
II.
压合时间设定:
15~20s
III.
下压过程时间需控制在:
3
~
5s
IV.
压床本体电压量测值:
0mv
V.
电源电压值:
220v (
电源接头需带电压保险设计
)
VI.
电磁阀及继电器需与压床本体隔离
(
预防对
strain gauge sensor
造成影响
)
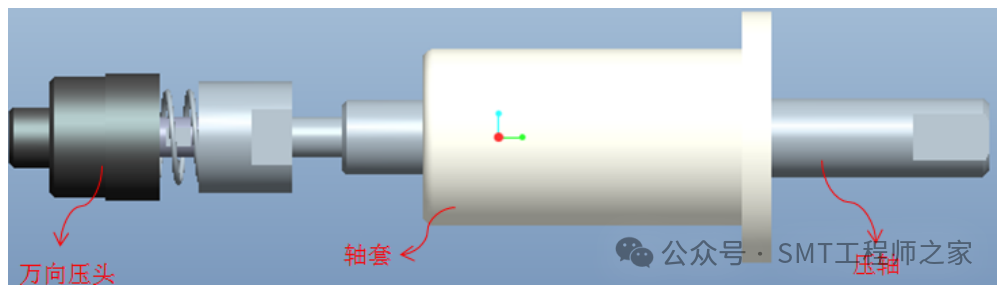
VII.
压头结构
(
参考下图及附件
1
:
3D
档案
)
a.
万向压头长度与外径尺寸需根据散热片尺寸作定义。
b.
压轴直径:
Φ15±0.1mm
。
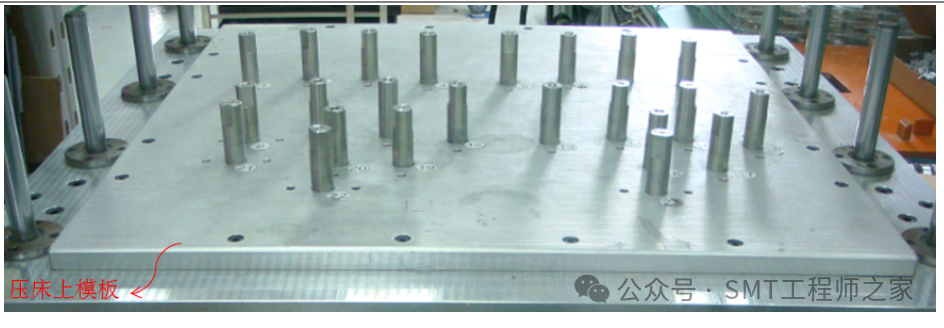
VIII.
压床上模板需采用模块式结构设计,可根据不同机种更换,参考下图:
a.
压轴孔径:
Φ15.5±0.1mm
b.
压轴孔旁需雕刻孔编号
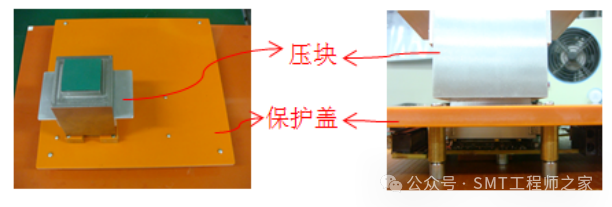
I.
参考客人
SPEC
文件定义选用合适的重量,不可超过
4kg (
重量大于
4kg
,不方便作业
)
。
II.
压块本体需设计把手
,
方便取放。
对应托盘治具需要制作压块保护盖 , 防止压块摔倒压坏 PCB 零件
6. 塑胶卡扣散热片治
a.
卡扣压合方式优先采用快速夹方式
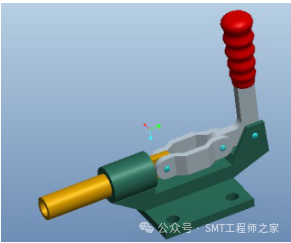
b.
若使用压杆方式需
,
压杆底部需设计成
V
字形
7. 金属卡勾类散热片组装治具
方案1:
方案2:
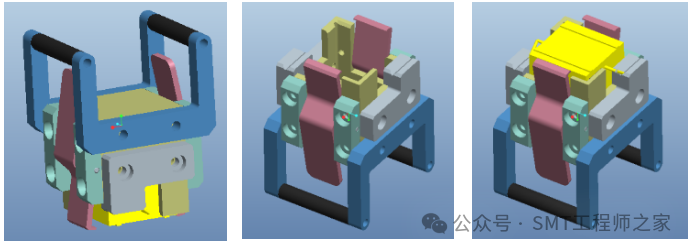
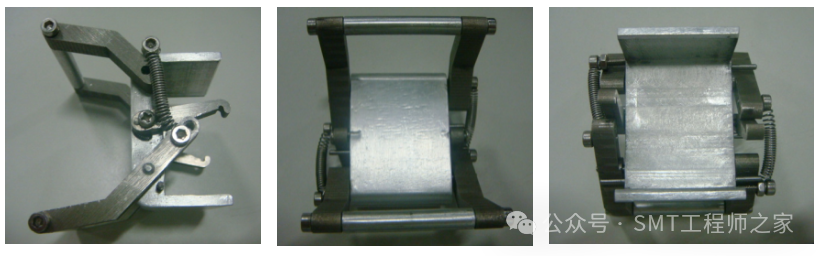
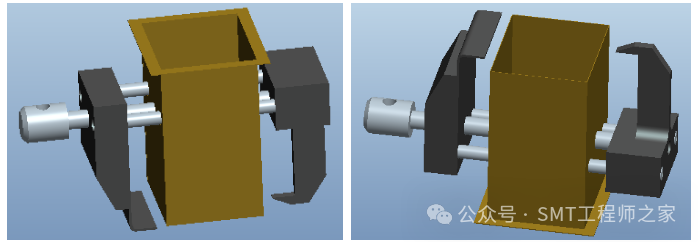
8. 散热片拆除治具
 III.
散热片自动拆除治具:当散热片周围高零件较少,空间足够放置治具时可采用该设计
III.
散热片自动拆除治具:当散热片周围高零件较少,空间足够放置治具时可采用该设计
 IV.
散热片手动拆除治具:当散热片周围高零件较多,空间不足以放置自动拆除治具时可采用该设计转轴长度
≧
200mm
IV.
散热片手动拆除治具:当散热片周围高零件较多,空间不足以放置自动拆除治具时可采用该设计转轴长度
≧
200mm
四、 锁螺丝治具
五、 量脚长治具
六、 CPU夹具 &CPU 盖子夹具
本站所有转载文章系出于传递更多信息之目的,且明确注明来源,不希望被转载的媒体或个人可与我们联系,我们将立即进行删除处理。
相关文章

PCBA组装治具(散热器/锁螺丝/量脚长/CPU夹具)设计要点与规范
PCBA组装治具(散热器/锁螺丝/量脚长/CPU夹具)设计要点与规范; 为确保所有产品生产使用之治具满足产品之品质要求,防止生产线使用设计不良治具,以达成客户之满意度。需要...

史上最全! 电脑小白学配置速成攻略
越高的CPU,所需的散热器也就越贵。 另外有些朋友也许听过CPU盒装散装,他们有什么区别呢? 其实现在市面上的CPU有原盒、翻盒及散装三种。原盒CPU指的是配备原装风扇的盒包CPU,享受...

液冷方案让服务器CPU不再变烤肉架
液冷方案让服务器CPU不再变烤肉架;热!很热!非常热!随8月到来中国多地进入高温模式,服务器散热又迎来大考。 互联网的快速发展,使人们对网络、云端以及各类大数据处理诉求不断增加,随之...

发动机基础知识:汽车发动机分解图
油雾化后喷入各个气缸。 油压调节器 通过真空控制,调节燃油压力。 四、冷却系统 冷却系统包括水泵、散热器、膨胀水箱、冷却水管、冷却液、节温器、冷却液温度传感器、冷却风扇、液位传感器、冷却...

DIY越来越复杂 Intel振臂一呼:PC需要重启
DIY越来越复杂 Intel振臂一呼:PC需要重启;作为一个经常接触电脑而且喜欢电脑多年的人,小编也时常被要求推荐怎么装电脑,以前遇到这种情况会花费很多时间去找配置,算价格,希望...

汽油发动机与柴油发动机工作原理不同之处
系统 冷却系统包括水泵、散热器、膨胀水箱、冷却水管、冷却液、节温器、冷却液温度传感器、冷却风扇、液位传感器、冷却液温度报警灯与冷却液温度表等。 水泵 安装于发动机上,使系...

iFixit拆解苹果iPhone 16:电池、散热器、相机按钮有变化
iFixit拆解苹果iPhone 16:电池、散热器、相机按钮有变化;苹果iPhone 16系列于9月20日发售后,一些数码博主发布了拆机视频或文章,大家拆机时发现,iPhone 16 Pro的电...

拆解空气炸锅的电路原理分析
强力厨房油污清洁剂刷刷: 然后用抹布擦净: 干净了许多: 卸下加热器金属外罩的三颗固定螺丝,取下外罩: 取下外罩后,看见加热器铝盘后面有一隔热空间: 从这个角度看,隔热空间内安装有同轴风扇叶轮,将热...

Vishay推出采用ESTAspring的业内首款杠杆操作弹簧接头连接的新型LVAC功率电容器
Vishay推出采用ESTAspring的业内首款杠杆操作弹簧接头连接的新型LVAC功率电容器;器件缩短组装时间并提高连接可靠性实现替代能源应用防振效果日前,Vishay...

PID到底是个啥?讲个故事告诉你
控制的加热的速度相等了。 这可怎么办? P兄这样想:我和目标已经很近了,只需要轻轻加热就可以了。 D兄这样想:加热和散热相等,温度没有波动,我好像不用调整什么。 于是,水温永远地停留在45℃,永远...