一台电车最重要部件是什么? 一台电车安全最关键的因素是什么? 一台电车续航体验最关键的因素是什么?
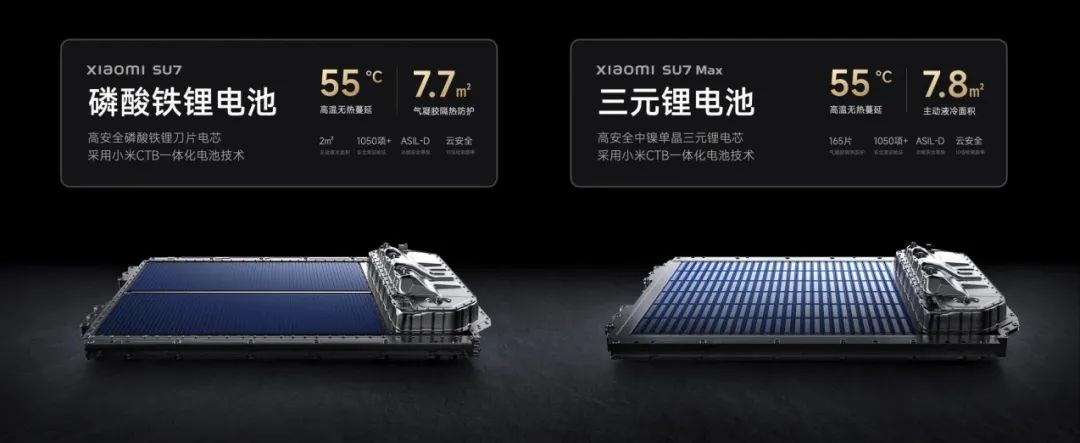
小米 SU7标准版搭载弗迪(比亚迪子公司)的刀片电池,Pro 和 Max版分别搭载宁德时代)的神行电池和麒麟电池。

小米SU7的-15℃低温性能优异



<
本站所有转载文章系出于传递更多信息之目的,且明确注明来源,不希望被转载的媒体或个人可与我们联系,我们将立即进行删除处理。
相关文章

价格成最大悬念!小米汽车SU7官宣3月28日正式上市
价格成最大悬念!小米汽车SU7官宣3月28日正式上市; 3月12日消息,小米汽车官方今日宣布,小米SU7将于3月28日正式上市,官方表示“不负三年之约,上市即交付,交付即上量”。 据了...

SU7定价、“丐中丐”、Pro版、智选车、试乘试驾…雷军这样回应
SU7定价、“丐中丐”、Pro版、智选车、试乘试驾…雷军这样回应;对此,小米集团创始人雷军发文称:“小米汽车的同事挑选出了其中最典型的100个问题,我把...

小米汽车的内功:智能驾驶的技术进展
小米汽车的内功:智能驾驶的技术进展;小米汽车的爆款SU7,给大家展示了小米的核心能力。在2024年成都车展期间,我有幸采访小米汽车的技术人员,了解了有关小米汽车在智能驾驶、安全...

小米很生气!雷军压力很大…
小米很生气!雷军压力很大…;国际电子商情9日讯 随着小米SU7在中国市场的火热开售和首批车主的交付,标志着小米汽车迈出了令人瞩目的一步。目前,小米SU7的订单量已经突破了10万台。 然而,树大...

卫星影像暴露细节?小米汽车超级工厂正式揭幕!
SU7。传言当天已有部分小米SU7消费者已提新车,具体价格尚未披露。 3月12日,小米汽车正式官宣新车SU7将于3月28日发布。预约到店人数一天之内增加了10万多。上周,由京东与小米联合打造的全国首家京东自营小米...

雷军宣布:小米SU7本月预计交付超2万台
月预计交付2万+。 小米SU7目前已经提前完成全年10万辆交付目标,耗时230天,是新车企最快记录。 据悉,小米汽车在今年4月开始交付,自6月开始月交付就超过了1万台...

预计小米汽车明年销量可达36万辆 直接翻三倍
在开启交付的第二年,即2024年,预计销量将达到36万辆,这一数字几乎是今年13万辆交付目标的三倍。 小米汽车的首款车型SU7自今年3月28日正式上市以来,便受到了市场的热烈追捧。上市初期,小订...

雷军:小米汽车确实有点贵,但50万内没对手!
创办人雷军表示,小米汽车SU7没有最终定价,确实有点贵,但会“贵得有理由”。 雷军指出,小米SU7不会是9.9万、不会是14.9万、不会是19.9万,最终定价将在小米SU7正式...

小米被曝遭车主拉横幅求车!
方面还没有作出回应。 (车主拉横幅催小米交车) 资料显示,2024年3月28日,小米汽车举办上市发布会,正式推出了小米SU7、小米SU7 Pro和小米SU7 Max三款车型。上市后,三款...

小米汽车官方微博开通!首款车2024年上市
介绍等信息都会在此帐号进行同步。 值得一提的是,小米汽车微信公众号已率先在今年10月注册完成,同样没有内容发布。 目前,小米首款汽车SU7系列已正式揭开面纱,新车外观与保时捷Taycan类似,前脸车标为小米Logo,车尾...