一、程序设计思路
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
干货★★★★★资料
二、程序详细说明
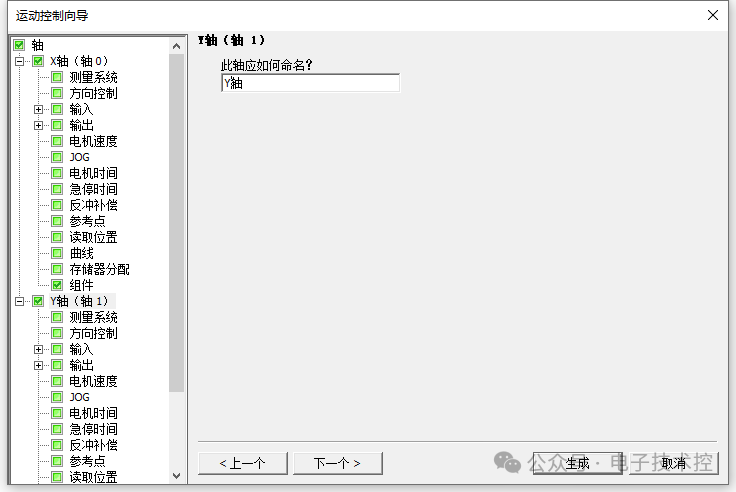
2.1、创建运动控制项
2.2、主程序说明
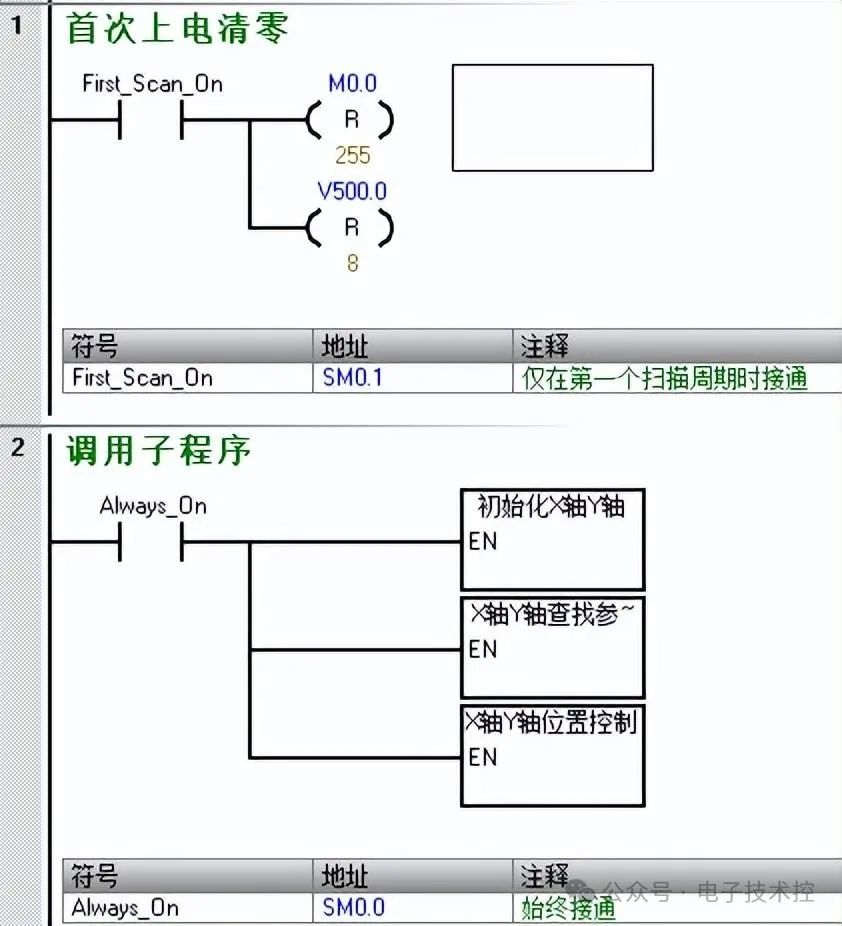
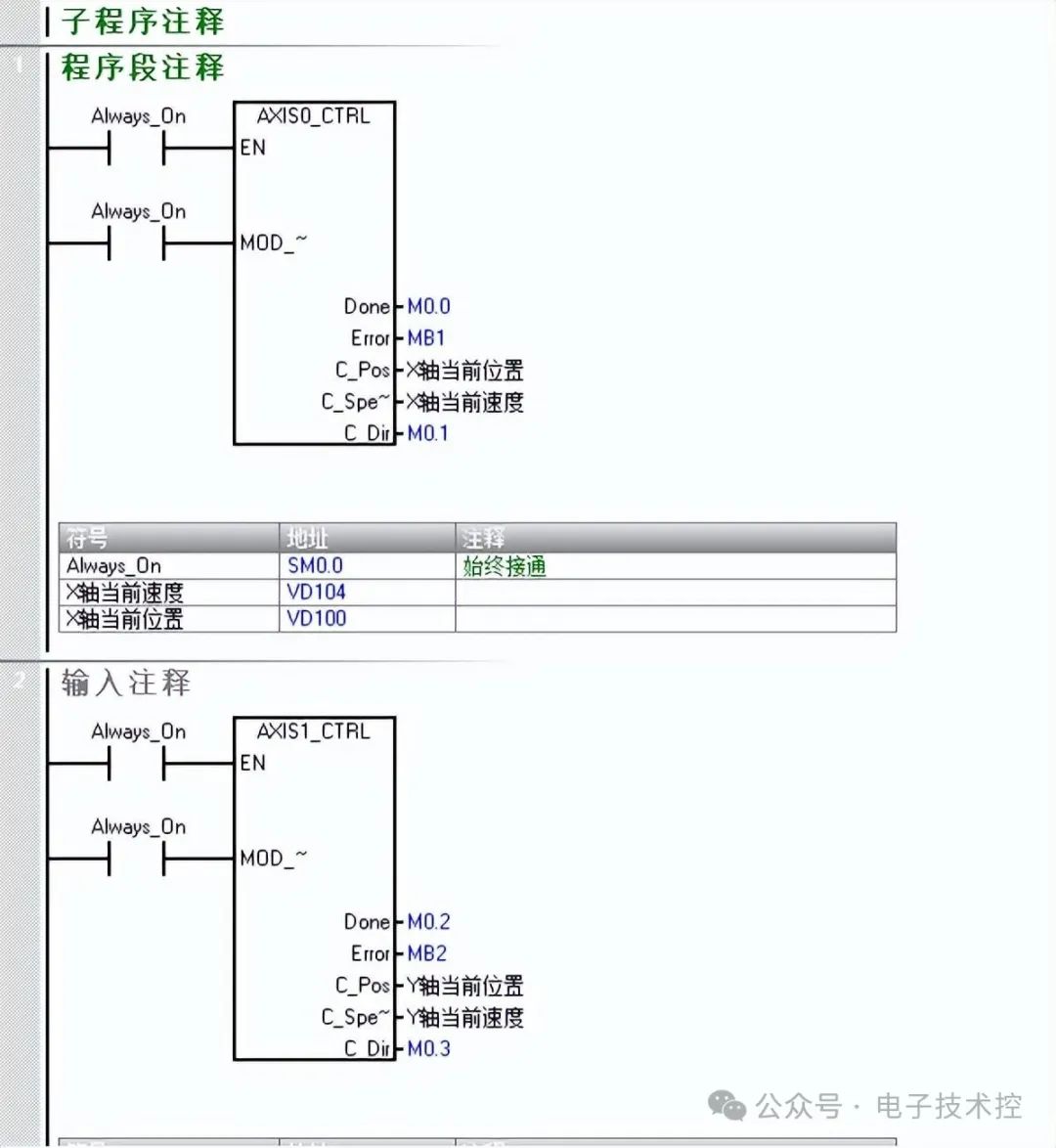
2.2、子程序说明(初始化X轴和Y轴)
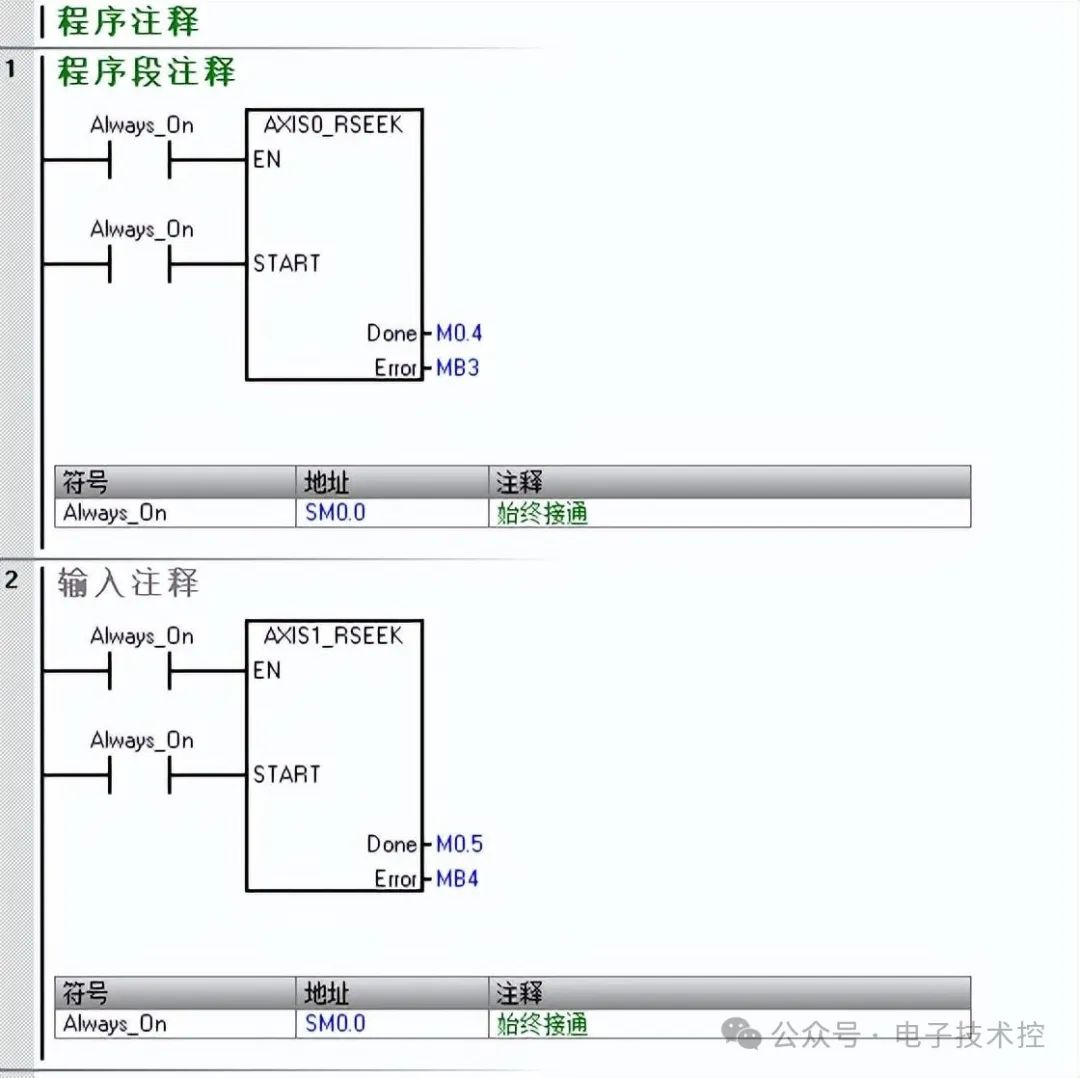
2.3、子程序说明(X轴和Y轴查找参考点)
2.4、子程序说明(X轴和Y轴位置控制)
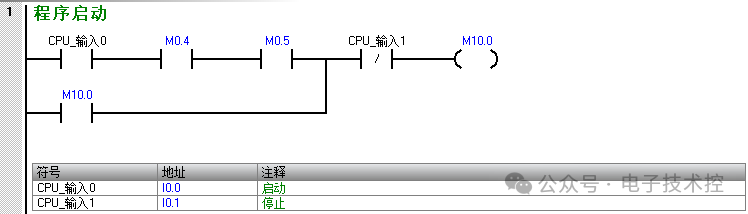
2.4.1程序启动
2.4.2五点坐标依次移动控制

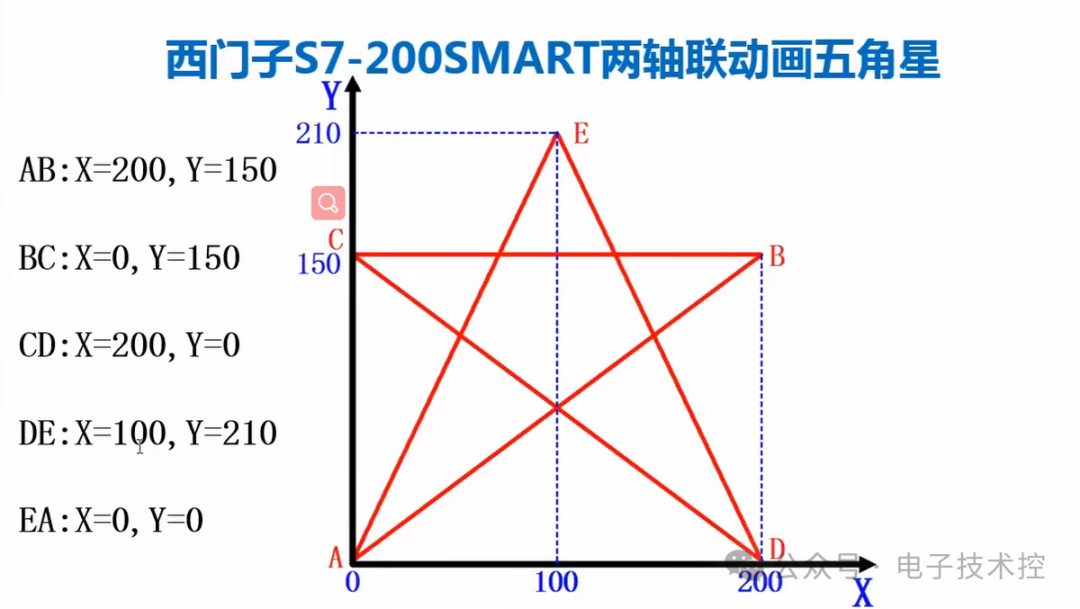
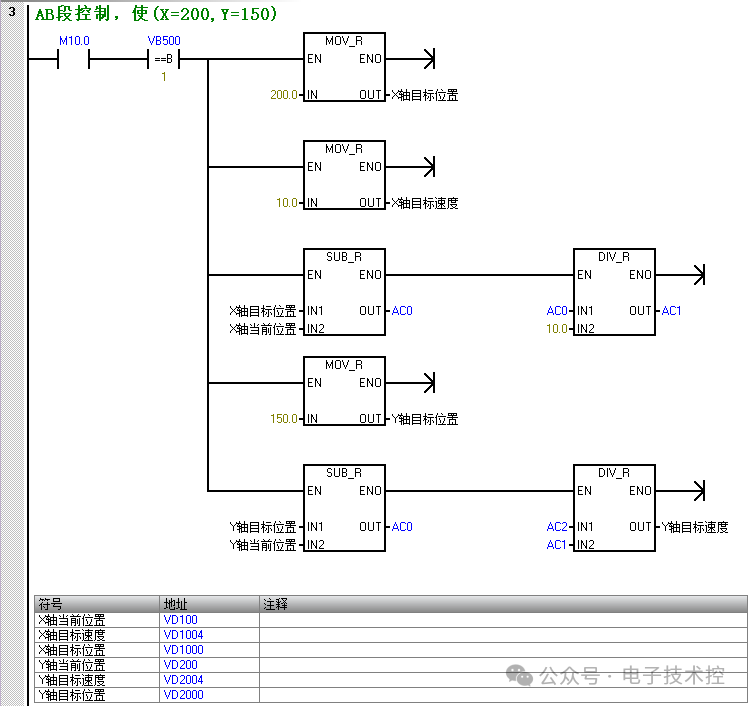
2.4.3 AB段控制(X=200,Y=150)
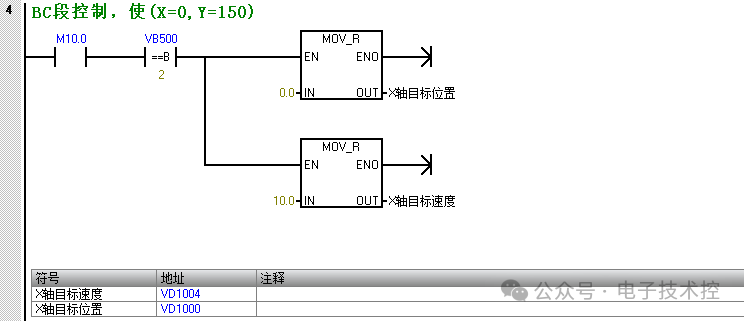
2.4.4 BC段控制(X=0,Y=150)
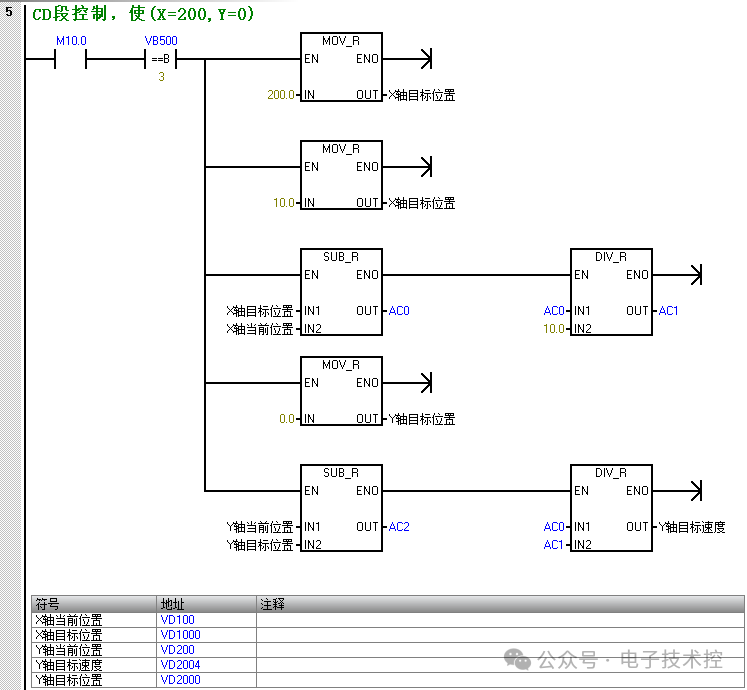
2.4.5 CD段控制(X=200,Y=0)
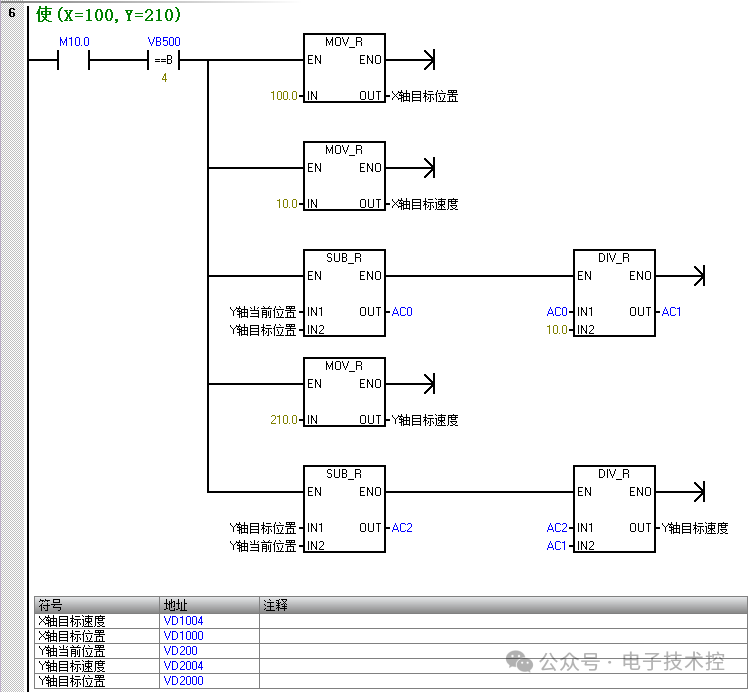
2.4.6 DE段控制(X=100,Y=210)
2.4.7 五角星画完XY轴归零(X=0,Y=0)
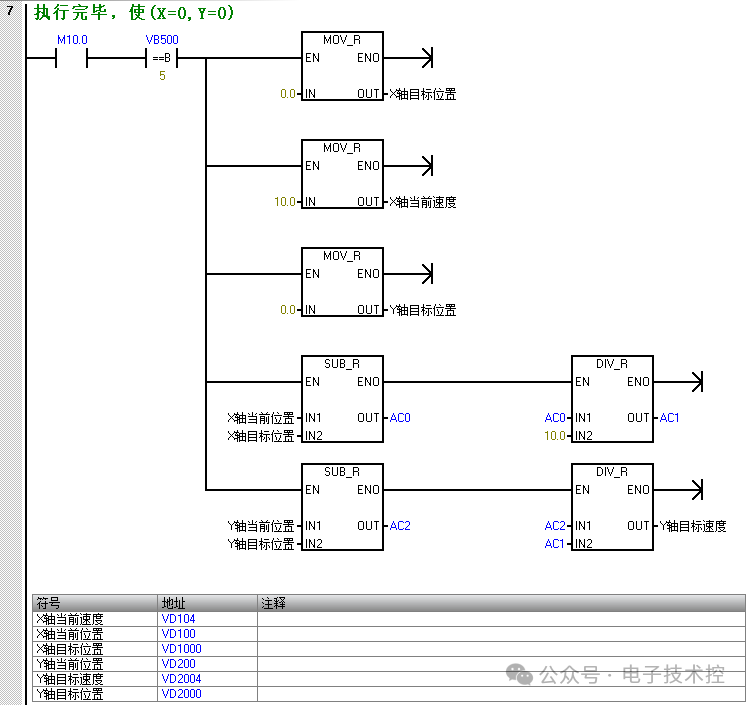
2.4.8 程序执行完毕复位
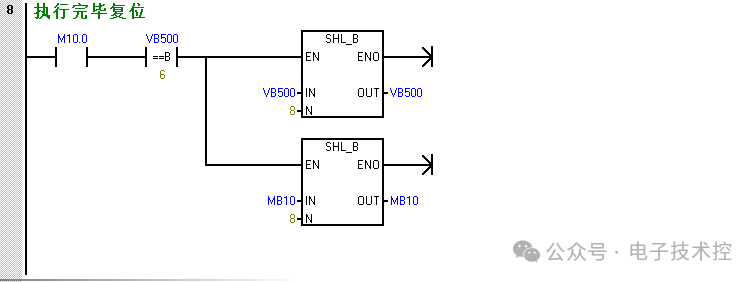 当五角星画完后,VB500继续+1,等于6时,开始对VB500与MB10进行复位,以便下次使用。
当五角星画完后,VB500继续+1,等于6时,开始对VB500与MB10进行复位,以便下次使用。











