

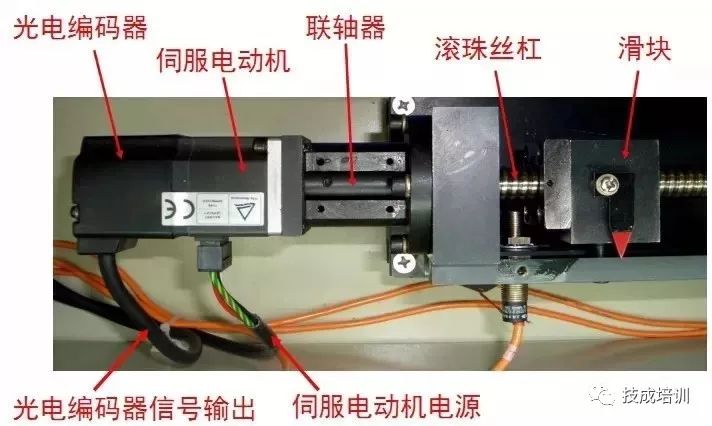
(1)编码器装在丝杠末端
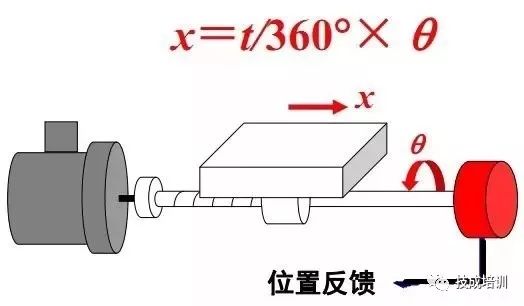
通过测量滚珠丝杠的角位移q,间接获得工作台的直线位移x,构成位置半闭环伺服系统。
(2)丝杠螺距
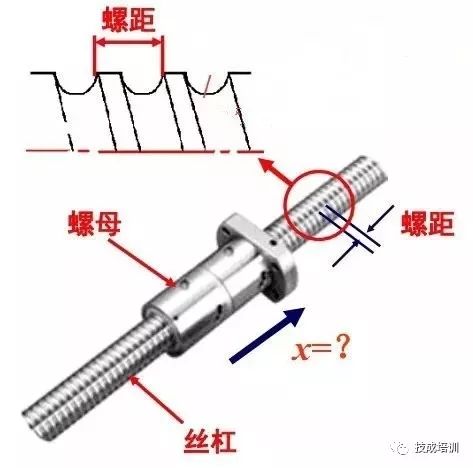
设:螺距t=4mm,丝杠在4s时间里转动了10圈,求:丝杠的平均转速n(r/min)及螺母移动了多少毫米?螺母移动的平均速度v又为多少?
(3)编码器和伺服电动机同轴安装
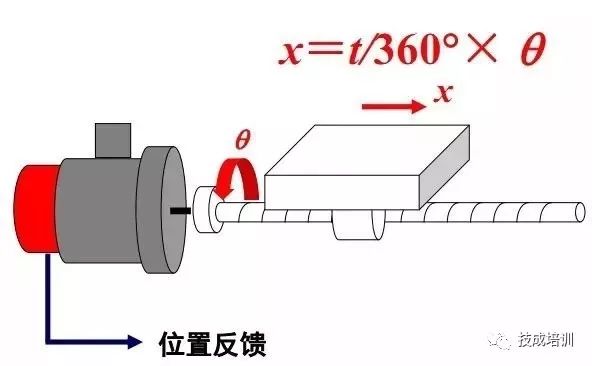
(4)编码器和伺服电动机同轴安装
(5)编码器和伺服电动机同轴安装
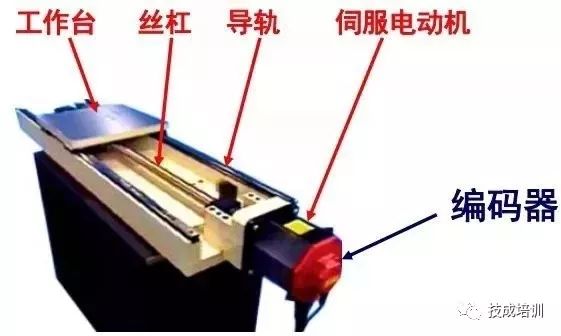
(6)编码器两种安装方式比较
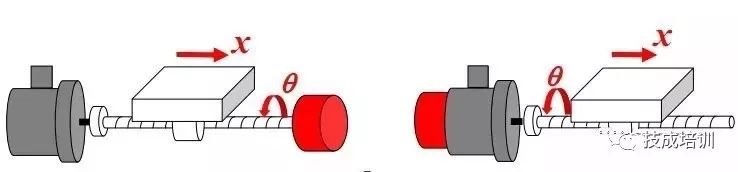
编码器装在丝杠末端与前端(和伺服电动机同轴)在位置控制精度上有什么区别?
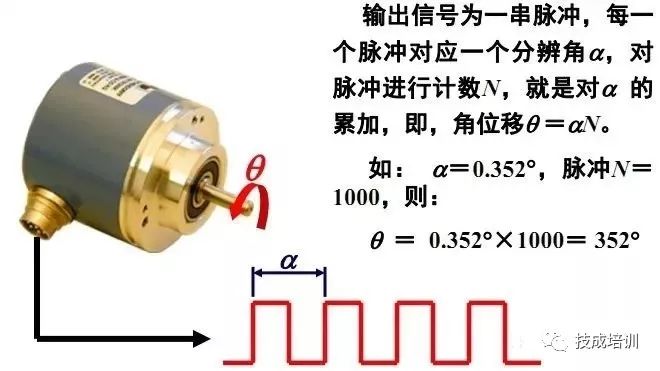
(1)信号性质
输出n位二进制编码,每一个编码对应唯一的角度。
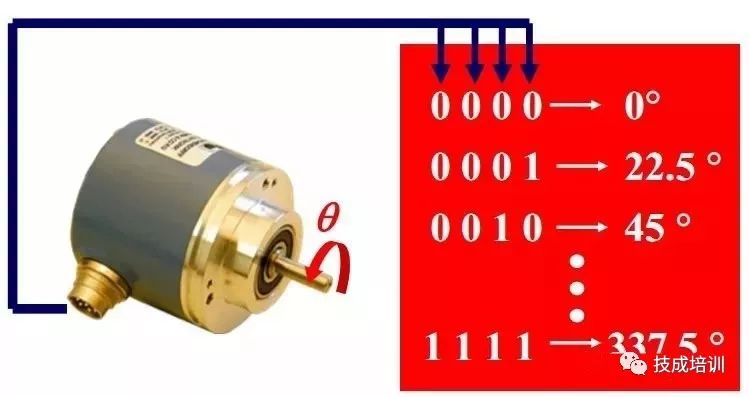
(2)接触式绝对码盘
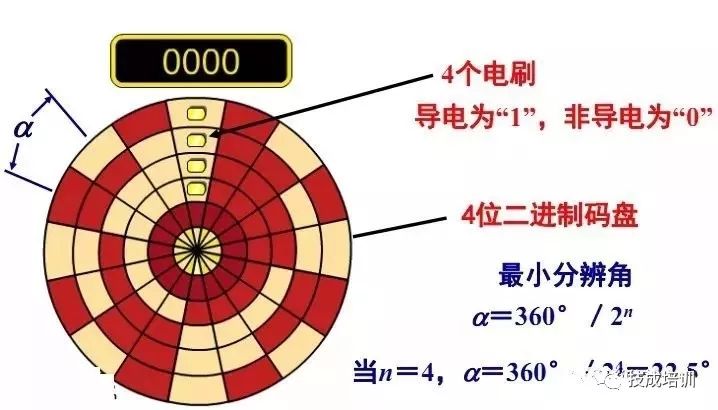
(3)绝对式光电码盘
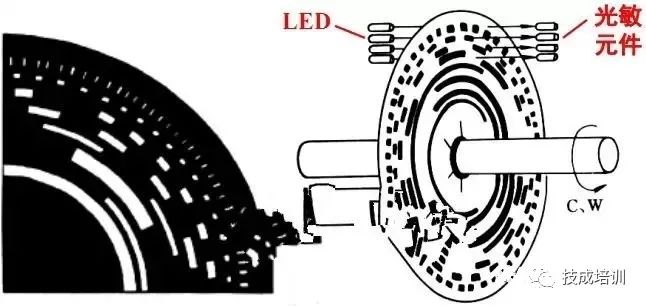
(1)信号性质
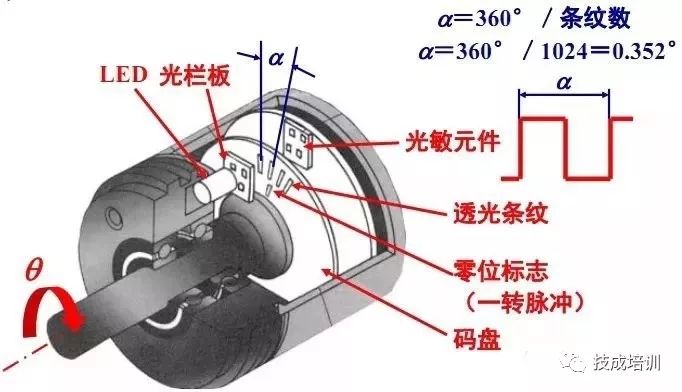
(2)增量式光电编码器的结构
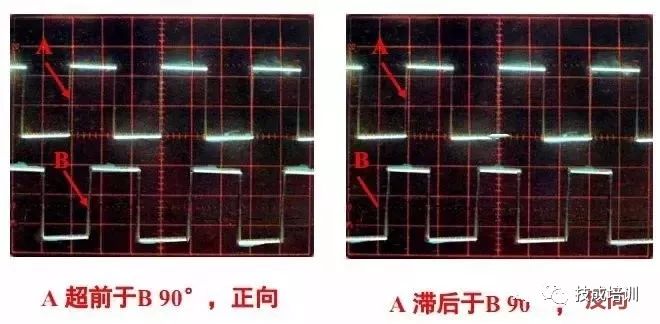
(3)辨向
光敏元件所产生的信号A、B彼此相差 90°相位,用于辨向。当码盘正转时,A信号超前B信号0°;当码盘反转时,B信号超前A信号90°。
(4)辨向信号
(5)倍频(细分)
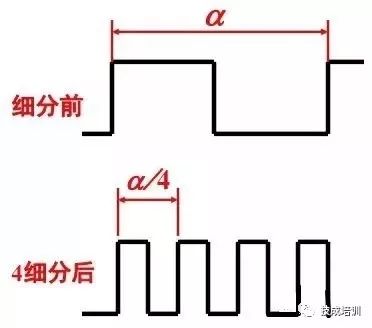
在现有编码器的条件下,通过细分技术能提高编码器的分辨力。细分前,编码器的分辨力只有一个分辨角的大小。采用4细分技术后,计数脉冲的频率提高了4倍,相当于将原编码器的分辨力提高了3倍,测量分辨角是原来的1/4,提高了测量精度。
(6)零标志(一转脉冲)
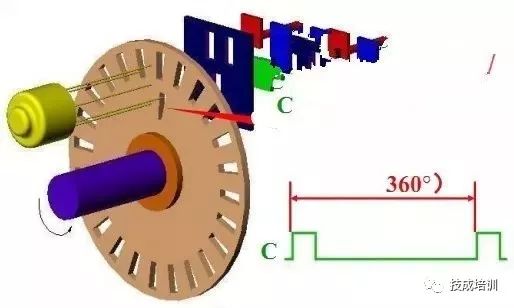
在码盘里圈,还有一条狭缝C,每转能产生一个脉冲,该脉冲信号又称“一转 信号”或零标志脉冲,作为测量的起始基准。
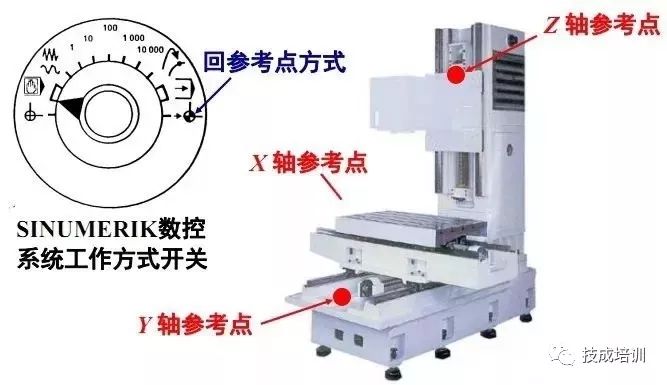
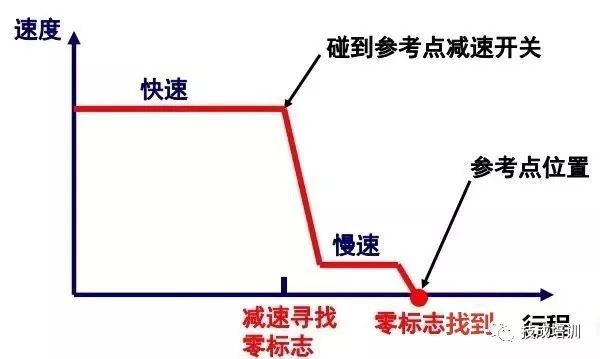
(7)零标志在回参考点中的作用
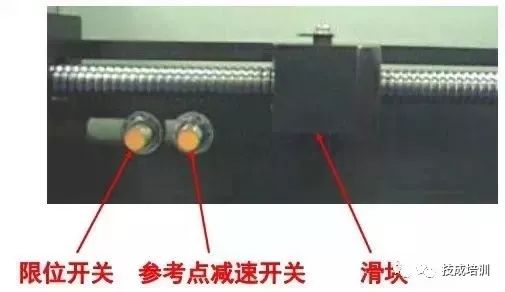
(8)回参考点减速开关
(9)回参考点示意图
(1)模拟测速和数字测速的比较

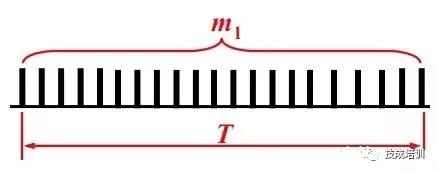
(2)M法测速(适合于高转速场合)
有一增量式光电编码器,其参数为1024p/r,在5s时间内测得65536个脉冲,则转速(r/min)为:n = 60 × 65536 /(1024 × 5)=768 r/min
编码器每转产生N 个脉冲,在T 时间段内有 m1 个脉冲产生,则转速(r/min)为:n = 60m1 /(NT)
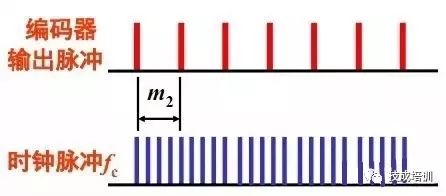
(3)T法测速(适合于低转速场合)
有一增量式光电编码器,其参数为1024p/r,测得两个相邻脉冲之间的脉冲数为3000,时钟频率fc为1MHz ,则转速(r/min)为: n = 60fc /(Nm2 )=60×106/(1024×3000)=19.53 r/min
编码器每转产生N 个脉冲,用已知频率fc作为时钟,填充到编码器输出的两个相邻脉冲之间的脉冲数为m2,则转速(r/min)为:n = 60fc / (Nm2)
(1)主轴编码器
(2)主轴编码器用于C 轴控制
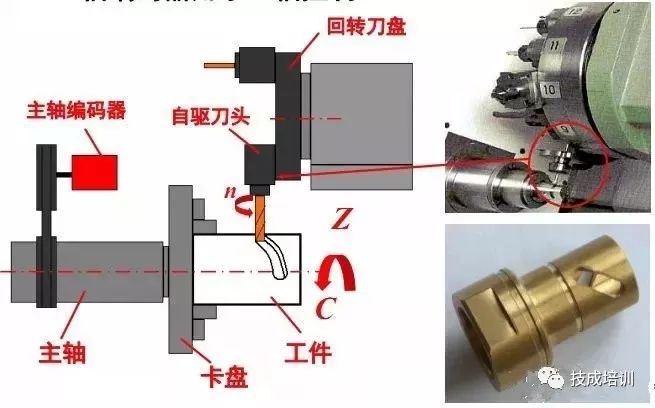
(3)主轴编码器用于螺纹车削
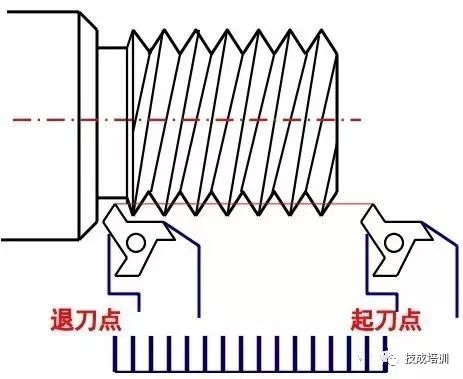
车削螺纹时,为保证每次切削的起刀点不变,防止“乱牙”,主轴编码器通过对起刀点到退刀点之间的脉冲进行计数来达到车削螺纹的目的。
1、编码器用来测量角位移。在数控机床直线进给运动控制中,通过测量角位移间接测量出直线位移。
2、绝对式编码器输出二进制编码,增量式编码器输出脉冲。
3、增量式编码器输出信号要进行辨向、零标志和倍频等处理。
4、编码器用于数字测速,有M法和T法等方式;在数控车床中用于C轴控制和螺纹切削。









