1、引言
在日常生活中,经常会遇到各种“反光”现象,使得我们在观察事物或摄影时有一定的障碍。比如:观赏水中的动植物时,水面上常常会有一道道光斑影响视线;阳光充足的柏油路面上,时常会有耀眼的强光射入司机的眼睛……相应地,在机器视觉中,我们也会经常遇到类似的情况:由于工件表面上的喷漆、镀膜、玻璃、包装膜或其它反光材质的影响,工业相机无法顺利采集到高质量的图像。因图像的对比度较低或者关键特征无法完整呈现,经常会导致机器视觉系统中误检、误判、精度低、不稳定等现象的发生,甚至是输出错误的数据。然而,这些问题我们是可以利用光的偏振特性得以解决的。
2、偏振光介绍
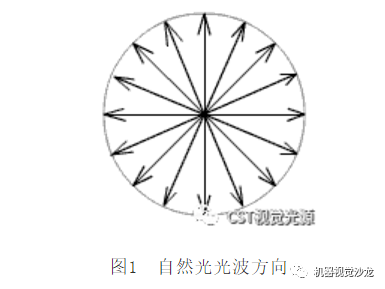
偏振是指横波的振动矢量(垂直于波的传播方向)偏于某些方向的现象,光的偏振现象是由法国工程师马吕斯于1808年发现的。众所周知,自然光是一种电磁波,属于横波,其在垂直于传播方向的平面内包含着一切可能方向的振动,且平均而言在任一方向上都具有相同的振幅,即振动方向是对称的,如图1所示。然而,当光的振动方向对于传播方向不对称性时,便成了偏振光。偏振现象横波区别于其他纵波的一个最明显的标志。
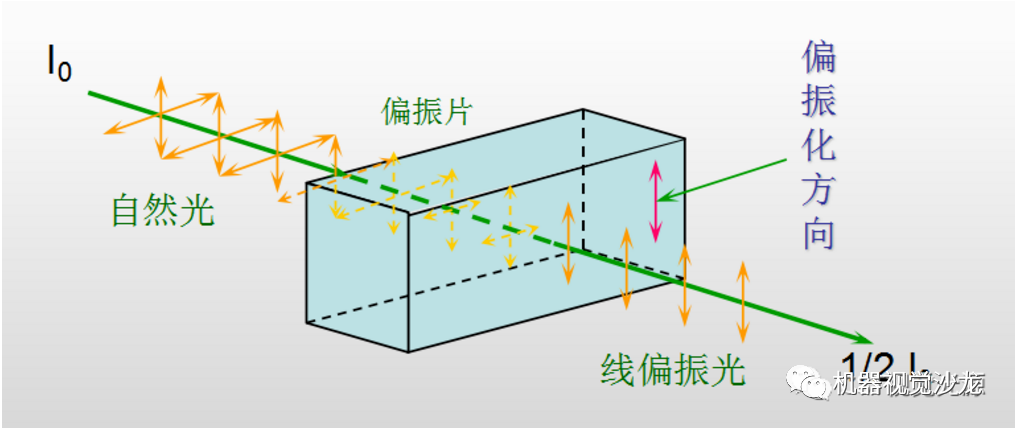
偏振光按其性质可分为平面偏振光(或线偏振光),圆偏振光,椭圆偏振光和部分偏正光。例如,自然光在传播过程中经过某种介质(偏振片)后,只有一个固定振动方向的光能够通过这个介质,就得到了线偏振光。线偏振光的振动方向是确定的,如图2所示。
为了更好地理解光的偏振现象,我们可以借助实验装置进行生动地阐述。在图3、图4中,P1(起偏器)、P2(检偏器)是两块同样的偏振片。在图3中,自然光(如灯光或阳光)通过偏振片P1后,形成了偏振光。但由于人的眼睛没有辨别偏振光的能力,故无法察觉。如果我们把偏振片P1的方位固定,而把偏振片P2缓慢地转动,就可发现透射光的强度随着P2转动而出现周期性的变化,而且每转过90°就会重复出现发光强度从最大逐渐减弱到最暗。继续转动P2则光强又从接近于零逐渐增强到最大。由此可知,通过P1的透射光与原来的入射光性质是有所不同的,这说明经P1的透射光的振动对传播方向不具有对称性。图3中偏振光通过旋转的检偏器P2,光强发生变化,在P2平行于线偏振光方向时,光强最大;图4中在P2垂直于线偏振光方向时,光强几乎为零。
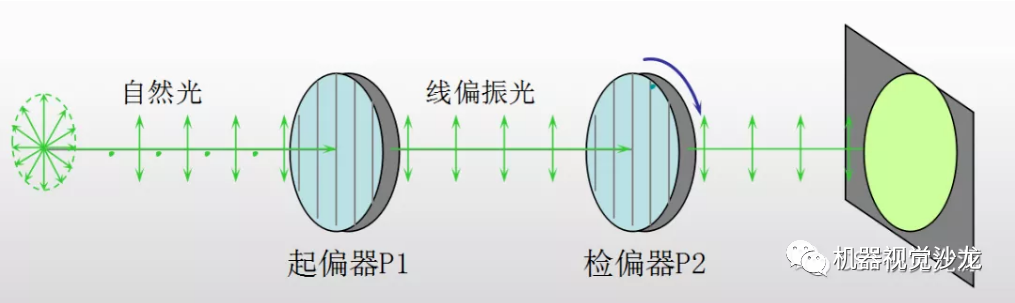
图3 P2方向与线偏振光方向水平
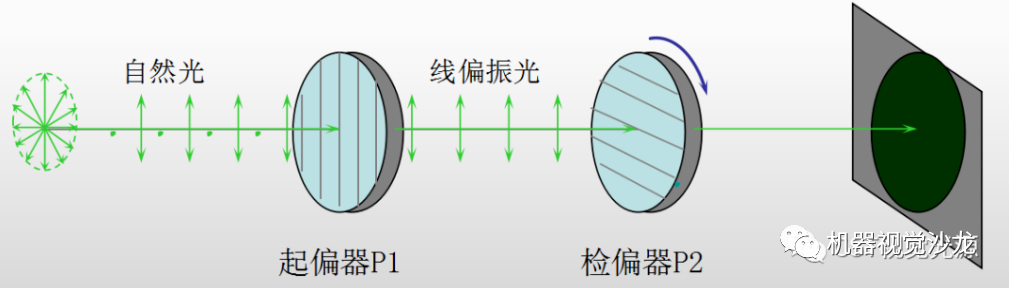
图4 P2方向与线偏振光方向垂直
将光的偏振特性运用于机器视觉光源中,通过合理的设计改变光源所发射光波的振动方向,同时约束反射回相机的光波的振动方向,便可消除机器视觉中常见的强反光现象。偏光光源由此产生。
3、偏振光源光路原理
3.1偏振片/偏振镜
偏振片是用人工方法制成的薄膜,是用特殊方法使选择性吸收很强的微粒晶体在透明胶层中作有规则排列而制成的,它允许透过某一矢量振动方向的光(此方向称为偏振化方向),而吸收与其垂直振动的光,即具有二向色性. 因此自然光通过偏振片后,透射光基本上成为平面偏振光。由于偏振片易于制作,所以它是普遍使用的偏振器。通过调节两个偏振片的相对方向可以过滤掉某些强反光。
图5 偏振片 (左),图6 偏振镜 (右)
3.2偏振光源的光路原理
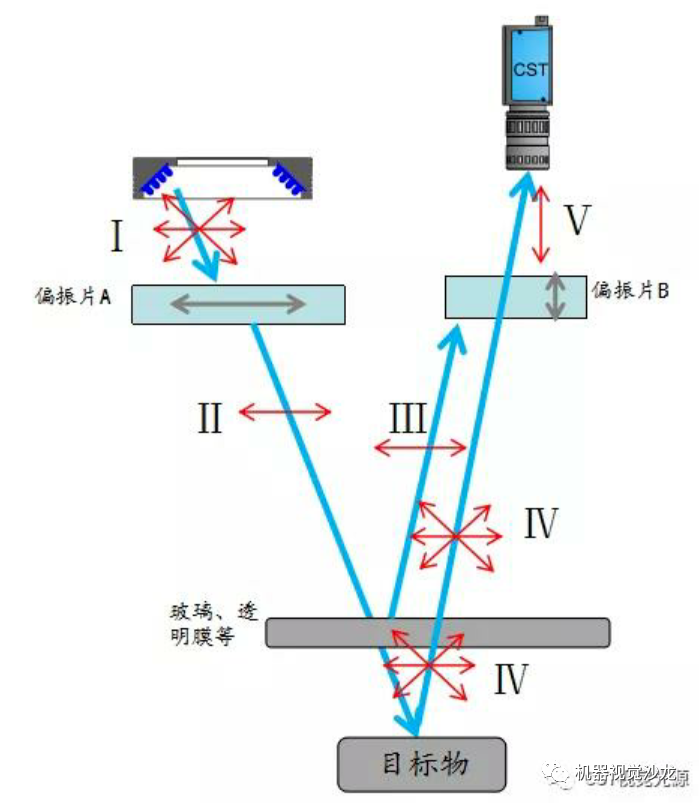
图7 偏振光源光路原理
这里以透明包装膜内的工件检测为例,阐述一下偏光光源的光路原理。如图7所示,由光源发出的光Ⅰ经过偏光片A得到如光Ⅱ的线偏振光。光Ⅱ遇到包装膜时部分会发生镜面反射,即产生光Ⅲ,同时部分会透射至目标物表面并形成漫反射光Ⅳ。此时光Ⅳ经过目标物的反射,振动方向发生变化,再透过玻璃面时偏光状态仍然混乱,变成非偏振光。 在光Ⅲ和光Ⅳ中,光Ⅳ可透过偏光片B,变为光Ⅴ(偏振光)并到达相机的CCD,但只含单方向偏光成分的光Ⅲ会被偏光镜B挡住而不通过,因此可去除玻璃或者透明膜上的镜面反光,轻松提取目标物上的特征信息。
4、CST偏振光源特点
通常情况下,CST偏振光源自带起偏、检偏两个偏振片。由此以来,在机器视觉系统中反射至成像感光芯片的光通量,比起常规光源而言将会大大降低。针对这个问题,CST偏振光源通常采用大功率、小体积的LED阵列设计。在起偏、检偏器的选择上,则采用玻璃材质、特别定制的偏振片,具有耐高温、高湿,寿命长、不变形等特性。CST偏振光源的实物及照明示意图如图8所示。
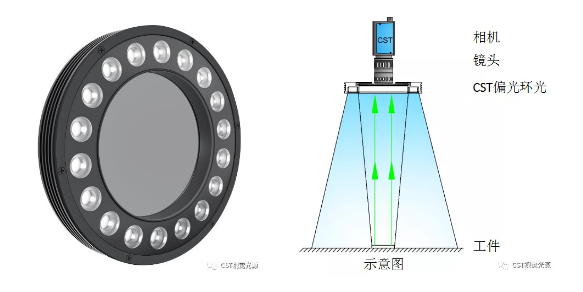
图8 CST偏光环光实物图及示意图
在机器视觉成像实践中,传统偏光照明方式(如图9)缺点比较明显,如:需要选择与镜头螺纹匹配的偏振镜;光源需要临时安装偏振片,且安装可能反向;需要不断旋转镜头上偏振镜以达最佳角度。
而采用CST偏光光源时(如图10所示),则彻底避免了这些问题:出厂时已把光源调到最合适状态,可直接使用;完全不存在安起偏器、检偏器的安装问题;同时手持CST偏光光源,人眼观察,直接评估打光效果。
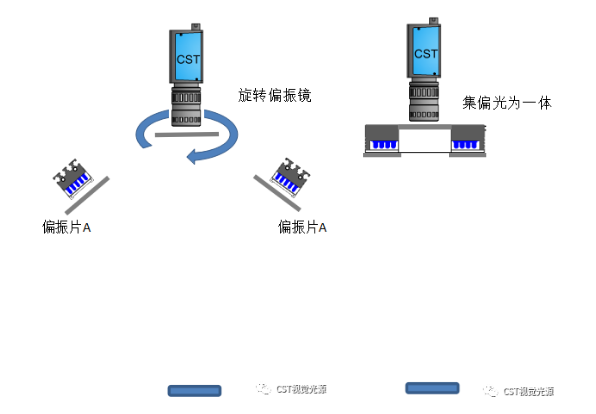
图9 传统偏振照明方式 图10 CST偏振光源照明
5、CST偏振光源的工程应用案例
CST偏振光源极大地简化了视觉工程师的工作,其自诞生以来,解决了大量的机器视觉工程难题,这里选取几个有代表性的案例。
应用案例对比:
5.1工件表面的字符缺陷检测
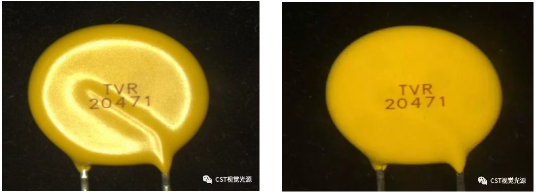
图11.1 CST普通环光 图11.2 CST偏振光源照明
图11.1的电容表面是光滑且有凹凸的塑胶材质,采用普通环形光照明时容易形成强反光,很难从该图像的背景中清晰地提取字符信息。图11.2为采用偏振光源照明的视觉图像,其几乎完全消除表面光斑干扰,字符特征清晰,对比鲜明。
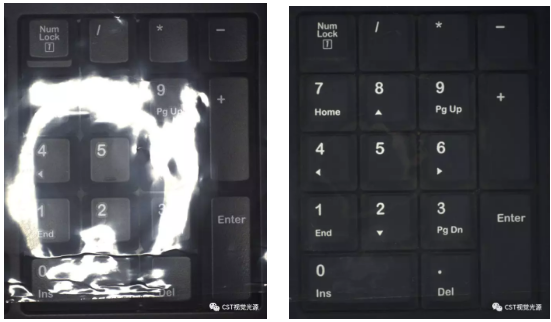
图12.1 CST普通环光 图12.2 CST偏振光源照明
图12.1的键盘上覆有透明包装膜。当采用普通视觉光源照明时,因薄膜表面反光,严重影响了薄膜下方工件上的字符特征提取。图12.2的图像,未在相同情况下采用CST偏振光源的成像图。由此可以看出,CST偏振光源彻底克服了薄膜表面的反光干扰。 5.2金属件定位检测
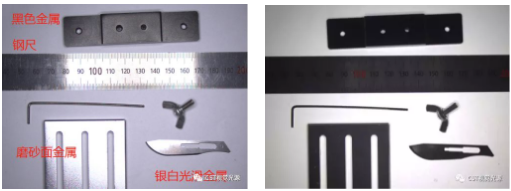
图13.1 CST普通环光 图13.2 CST偏振光源照明
图13.1中的工金属件有黑色氧化面、磨砂面银白色光滑面的等,表面反光度不一。因此,常规光源照明下,整体成像效果极差,很难实现对各个工件的精密定位。而在在偏振光源作用下,上述反光极易消除,各工件轮廓特征清晰,如图13.2所示。
5.3元器件颜色区分检测
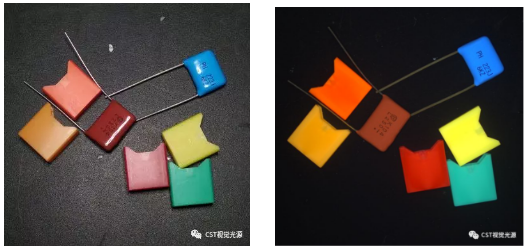
图14.1 CST普通环光 图14.2 CST偏振光源照明
在图14.1中,尽管采用了圆顶无影光源照明,然而部分产品表面还是会有些许反光,导致工件颜色不够纯粹。而在图14.2中采用了偏振光源,一些高亮反光被消除,工件色彩还原更加真实。









