1.引言
印刷电路板钻床是印刷电路板生产中的重要装备,随着电子产品加工要求的提高,低档的基于单片机的PCB 钻床控制器已经很难满足要求。ARM7TDMI 是20 世纪末ARM 公司提出的一种32 位的RISC 微控制器结构, 基于该内核的芯片种类丰富,具有运行速度高,功耗小和价格低的特点。本文介绍了一种基于双ARM 结构的PCB 钻床控制器,它既解决传统低档钻床控制系统性能不高的缺点,同时又具有很高的经济性,是高档PCB 钻床理想的控制器。
数控系统按结构分,一般有单 CPU 和多CPU 之分。单CPU 一般采用集中控制分时处理的方式完成数控系统的各项任务。它具有结构紧凑的特点,但是功能相对比较简单。多CPU 结构的数控系统采用多CPU 并行处理,可以使系统达到更高的性能。多CPU 一般采用共享总线或共享存储器方式进行通信。钻床控制器的控制对象比较复杂:需要控制4套松下MINAS交流伺服系统,4个主轴电机以及9路开关量输入,11路继电器输出。如果控制器采用单CPU结构,控制器需要扩展较多硬件,增加系统成本,降低了系统可靠性;如果控制器采用双CPU结构,控制器可以根据功能进行分层设计:将信息处理量大的人机交互系统任务交由一个CPU负责,而机床运动控制交由另一个CPU来处理。这样减少了外扩硬件的数量,降低了成本,提高了可靠性。具体是指:控制器用三星公司生产的S3C44B0X作为人机交互系统的CPU,用飞利浦公司生产的LPC2214作为机床运动控制系统的CPU。
2.控制器的硬件设计
控制器由系统板和接口板组成:系统板是由LPC2214 和S3C44B0X 及其相关外围电路构成的,是控制器的核心;接口电路板主要负责系统板和机床电器之间的驱动,电平匹配。系统的硬件结构参考图1。
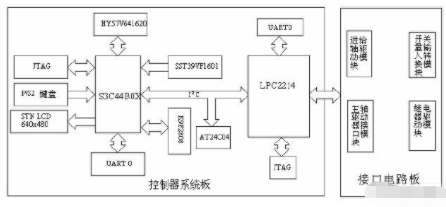
图1 控制器硬件结构图
2.1 控制器系统板硬件设计
控制器系统板由两个子系统组成:人机交互系统和机床运动控制系统。人机交互系统和机床运动控制系统通过I2C 总线进行数据交换。I2C 总线是飞利浦公司提出的串行总线,具有速度较高,硬件连接十分简单,无需增加硬件的特点。
2.1.1 控制器人机交互系统的硬件设计
控制器人机交互系统采用 S3C44B0X 为核心,扩展一系列硬件,构成一个具有完善的人机交互功能的系统。系统扩展了一片具有16 位数据宽度,2MB 的存储空间的NOR 型Flash 存储器芯片SST39VF1601 作为系统程序存储器。为了提高系统程序的执行速度,我们扩展了一片1M*4Bank*16I/O 的HY57V641620 型SDRAM。系统一上电,系统初始化程序就把SST39VF1601 中存储的系统程序拷贝到HY57V641620 中,同时,系统程序的数据存储区也在HY57V641620 中,这样系统程序可以完全在SDRAM 中运行。为了保证机床钻孔文件在机床停电后仍然能够保存,系统扩展了一片16MB Nandflash 芯片K9F2808 作为系统的电子硬盘。由于S3C44B0X 自带液晶显示控制器,所以系统选用三菱公司生产的不带液晶显示控制器的STN 型256 色640x480 像素的EDMGRB8KHF 液晶显示模块作为机床信息的输出。系统操作信息的输入采用PS/2 键盘。系统通过RS232 串口从PC 机上下载钻孔文件。为了方便系统调试程序,人机交互系统设计了一个JTAG 口。
机床的一些重要的参数例如像机床进给轴丝杠的螺距,交流伺服系统的脉冲当量等数据需要永久保存,所以系统扩展了一片512B 的基于I2C 总线的EEPROM 芯片AT24C04 。机床人机交互系统电路结构如图1 控制器系统板中以S3C44B0X 为中心的硬件结构。
2.1.2 机床运动控制系统硬件设计
机床运动控制系统的核心是 LPC2214 微控制器。LPC2214 内部自带256KB 的flash存储器和16KB 的SRAM,无需外扩程序存储器和数据存储器。系统设计了一个RS232串口,用于LPC2214 系统程序的ISP 下载。为了便于调试程序,运动控制系统设计了一个JTAG 口。机床运动控制系统电路结构如图1 控制器系统板中以LPC2214 为中心的硬件结构。机床电器都通过接口电路直接与LPC2214 相连。其引脚分配如下所示:

2.1.3 人机交互系统和机床运动控制系统的通信
数控系统的加工指令经过S3C44B0X 的处理后要传给LPC2214 进行执行,而LPC2214执行的结果要返回给S3C44B0X 进行处理和显示。系统采用I2C 总线进行通信。S3C44B0X工作在主器件模式,而AT24C04 和LPC2214 工作在从模式。AT24C04 的从地址是0xa0,LPC2214 的从地址是0x50,I2C 的速率为400KHz。S3C44B0X 和LPC2214 各自建立一个24 字节的全局数组进行通信。
3.软件设计
软件部分主要由人机交互系统软件和机床运动控制系统软件组成。人机交互系统软件结构比较复杂,所以软件移植了μC/OS-II 操作系统。机床运动控制系统软件结构比较简单,但是这部分软件有很强的实时性要求,所以软件没有移植操作系统,而是采用时间触发模式编写。
3.1 人机交互系统软件设计
人机交互系统软件采用分层方式进行编写。软件分为系统层和应用层。系统层设计的主要任务是首先进行嵌入式操作系统μC/OS-II 移植,然后再对操作系统内核进行扩展,形成一个简单高效的平台。应用层设计是在这个平台的基础上实现加工文件的操作,机床手动加工,机床自动加工,机床参数设置等任务。
系统层以μC/OS-II 操作系统内核为基础进行移植和扩展。所谓移植,是指通过编写一定代码,使得操作系统能够在特定的处理器平台上运行。根据μC/OS-II 的说明,移植包括对与处理器相关的OS_CPU.H,OS_CPU_A..ASM,OS_CPU_C.C 三个文件中的代码进行移植[4]。在μC/OS-II 提供的内核基础上,通过设计驱动程序模块,系统任务,操作系统的API 函数和任务调度模块等对操作系统内核进行扩展。通过设计实现LCD,键盘,K9F2808,I2C 总线和串口通信等的接口函数,建立驱动程序模块,使操作系统API 函数和底层硬件分开。系统任务部分设计了LCD 刷新任务,键盘读取任务,I2C 总线读写任务这三个基本任务,并随着操作系统的启动而运行。
应用层在系统层提供的 API 函数的基础上,设计了主任务和机床手动加工,自动加工,文件传输,参数设置等任务。系统的入口函数Main 函数流程如图2 所示。主任务函数结构如图3 所示:

3.2.LPC2214 程序设计
机床运动控制系统控制程序结构比较简单,程序模块间相对独立,但是实时性要求很高。由于嵌入式实时操作系统会占用一部分系统资源,影响系统的实时性,增加系统设计难度,所以,我们没有移植嵌入式实时操作系统,而是使用简单时间调度方式。使用该调度方式可以使程序具有较好的健壮性和稳定性。系统采用定时器来产生系统调度的节拍,利用定时器中断程序进行调度。系统使用定时器0 产生系统的节拍,定时周期为1ms。系统利用PWM控制器的中断和四个比较寄存器控制交流伺服系统进给脉冲的生成。我们把任务分成两类:一类为周期任务,另一类为非周期任务。每一个任务都有一个任务控制块,任务控制块的数据结构如下:
typedef data struct
{void (*P_task)(void); //指向任务的指针
unsigned int Delay; //延时时间
unsigned int Period; //任务再次运行的间隔时间
unsigned int run; //任务需要运行的次数
}task;
任务控制块包含了任务被调度的重要信息:任务是周期任务还是非周期任务,以及任务在何时运行,任务准备就绪的标志等。控制系统的主要任务有:X 进给轴脉冲发送任务,Y 进给轴控制任务,Z1 进给轴控制任务,Z2 进给轴控制任务,主轴电机控制任务,换刀任务等。
4.结束语
在控制器方案考虑和设计中,我们充分考虑了嵌入式系统对功耗,成本和尺寸的敏感性。基于I2C 的双ARM 结构的钻床控制器具有性能优良,系统集成度高,性能可靠,人机交互友好,可扩展性好的特点,相对于传统的基于单片机的钻床控制器在性能上有很大的提高。本设计为嵌入式系统在印刷电路板控制器中的应用提供了新的思路,具有较好的应用价值。









