SPC,即Statistical Process Control(统计过程控制),是一种利用统计技术来监控和控制生产过程的方法。它旨在通过系统地收集、生成和分析数据,以便理解和改进过程能力,从而确保产品质量的稳定性和一致性。以下是对SPC的详细阐述:
 一、SPC的基本概念
一、SPC的基本概念
SPC是一种预防性的质量控制方法,它强调在生产过程中进行实时监控和数据分析,以预测和识别潜在的问题,从而采取措施防止不良品的产生。SPC的核心在于通过统计技术来分析和解释生产过程中的数据,进而评估过程的稳定性和能力,并据此进行必要的调整和改进。
二、SPC的作用
-
确保制程持续稳定、可预测。
-
提高产品质量、生产能力、降低成本。
-
为制程分析提供依据。
-
区分变差的特殊原因和普通原因,作为采取局部措施或对系统采取措施的指南。
三、SPC基本统计概念
在深入探讨SPC之前,我们有必要了解一些基本的统计概念。统计学是研究如何收集、整理、分析和解释数据的科学。在SPC中,我们经常会使用到以下几个关键的统计量:
-
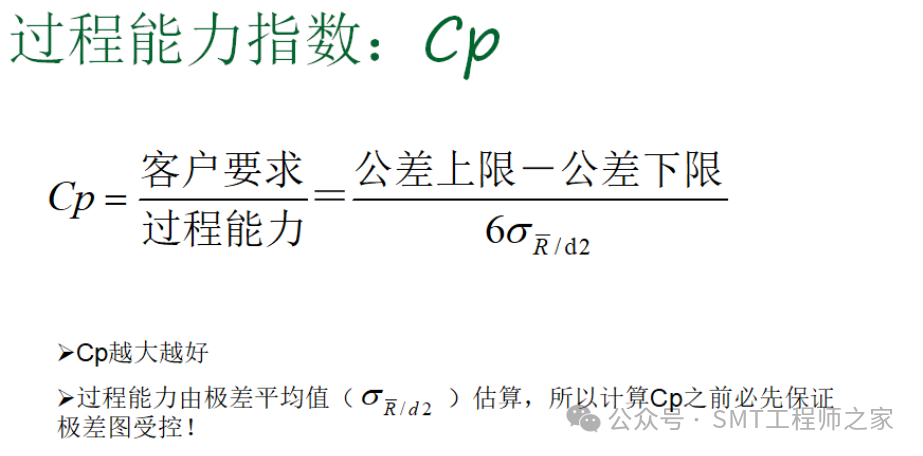
• 全距(Range) :也叫极差,它表示的是一组数据中最大值与最小值之间的差距,这个统计量可以帮助我们了解数据的波动范围。
-
• 算术平均数(Arithmetic Mean) :也就是我们通常所说的平均值,它是所有数据之和与数据个数的比值,用于反映数据的“平均水平”。
-
• 中位数(Median) :当一组数据从小到大排序后,位于中间位置的数值即为中位数,它能够反映数据的中心趋势。
-
• 众数(Mode) :在一组数据中出现次数最多的数值,它可以帮助我们了解数据的集中情况。
-
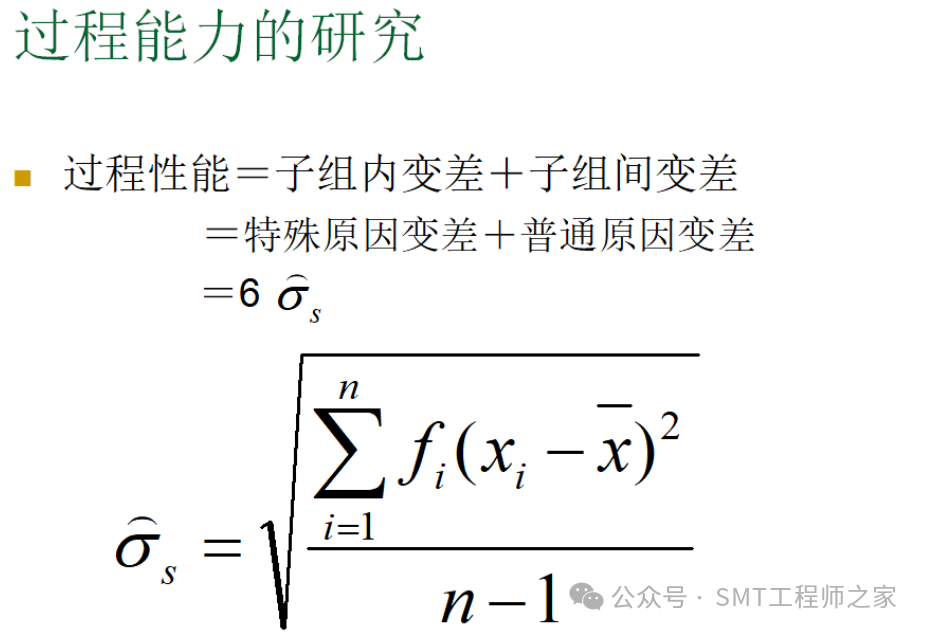
• 方差(Variance) 和 标准差(Standard Deviation) :这两个统计量都是用来测量数据的离散程度的。方差是每个数据与平均数的差的平方的平均值,而标准差则是方差的平方根。它们可以帮助我们了解数据的波动情况,标准差越小,说明数据越稳定
-
同时还有如下术语需要了解:
• σ (Sigma) : 也叫极差,它表示的是一组数据中最大值与最小值之间的差距,这个统计量可以帮助我们了解数据的波动范围。
• 分布宽度(Spread): 一个分布中从最小值到最大值之间的间距;
• 单值(Individual): 一个单个的单位产品或一个特性的一次测量,通常用符号 X 表示。
• 中心线(Central Line): 控制图上的一条线,代表所给数据平均值。
• 过程均值 (Process Average): 一个特定过程特性的测量值分布的位置即为过程均值,通常用 X 来表示。
• 链 (Run): 控制图上一系列连续上升或下降,或在中心线之上或之下的点。它是分析是否存在造成变差的特殊原因的依据。
• 变差 (Variation): 过程的单个输出之间不可避免的差别;变差的原因可分为两类:普通原因和特殊原因。
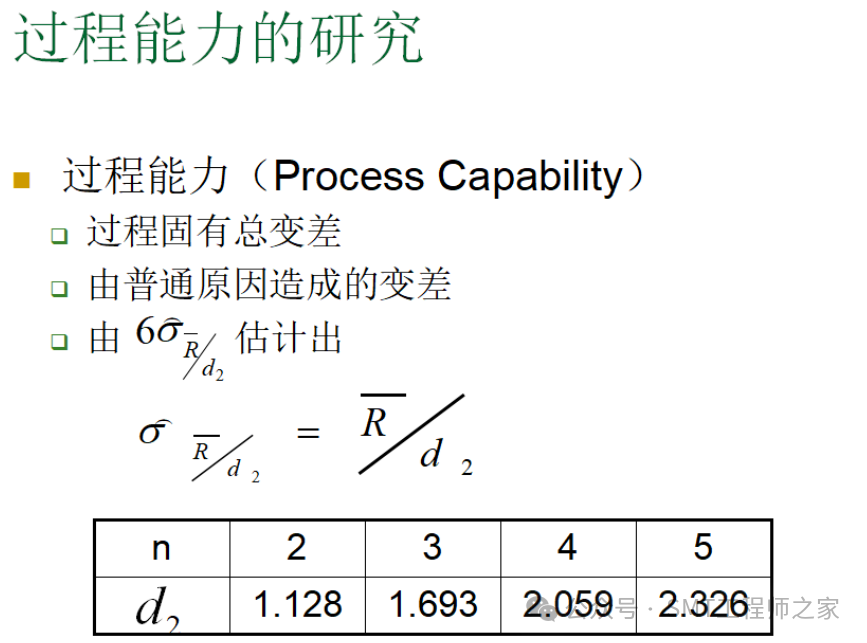
• 过程能力 (Process Capability): 是指按标准偏差为单位来描述的过程均值和规格界限的距离,用Z来表示。
• 移动极差 (Moving Range): 两个或多个连续样本值中最大值和最小值之差。
四、持续改进及统计过程控制概述
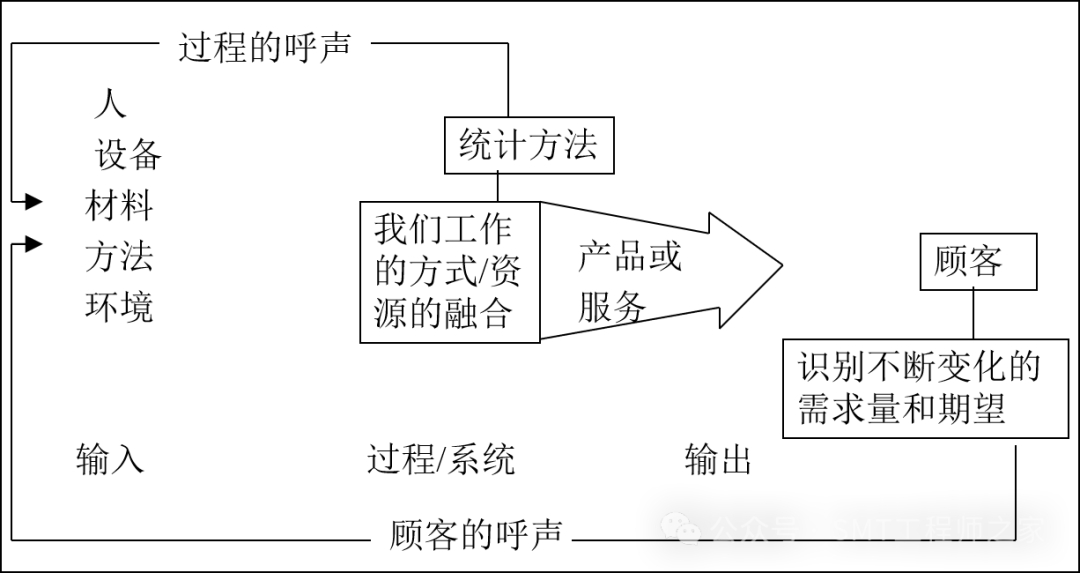
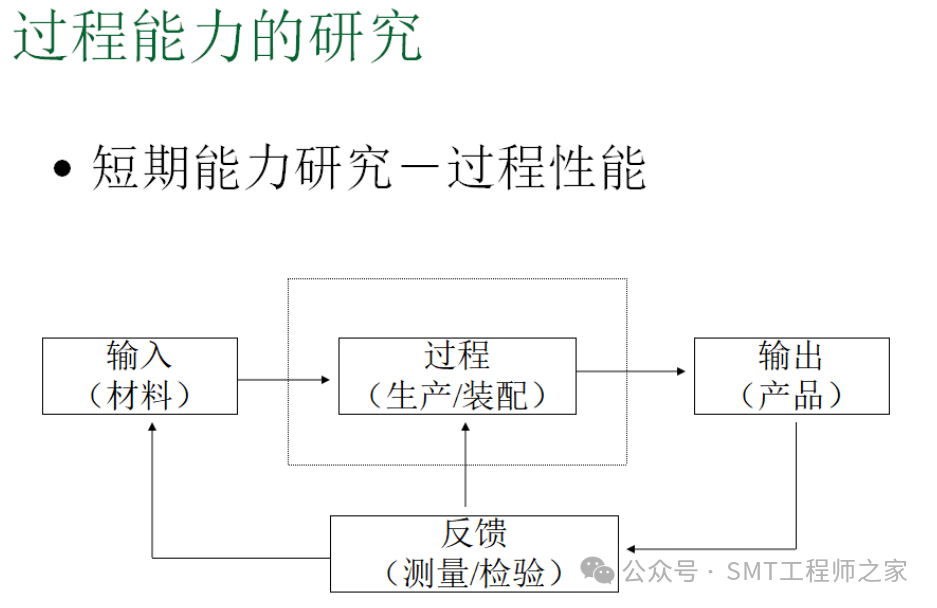
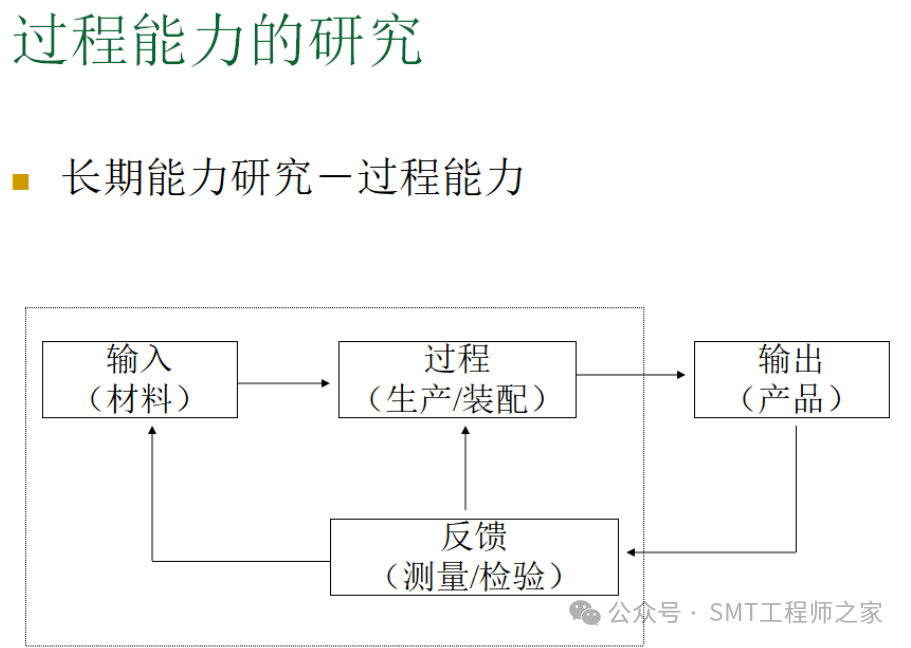
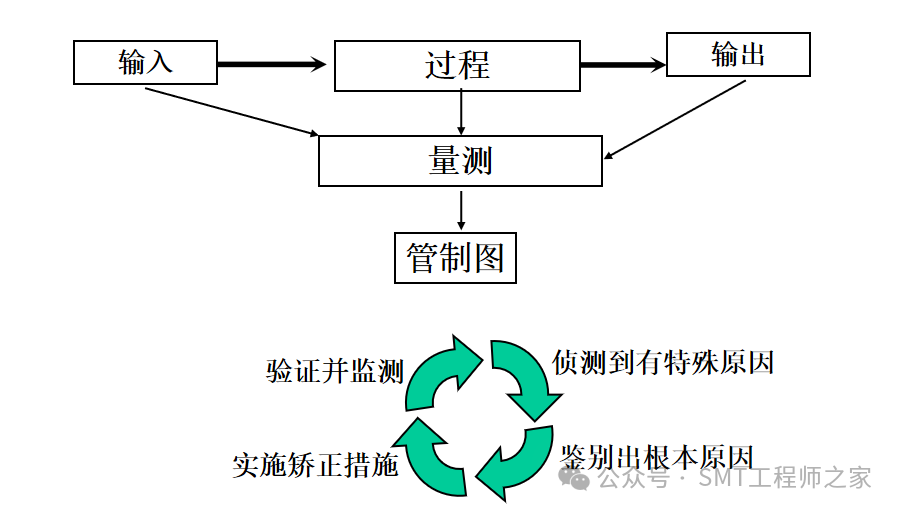
1. 过程控制系统
有反馈的过程控制系统模型
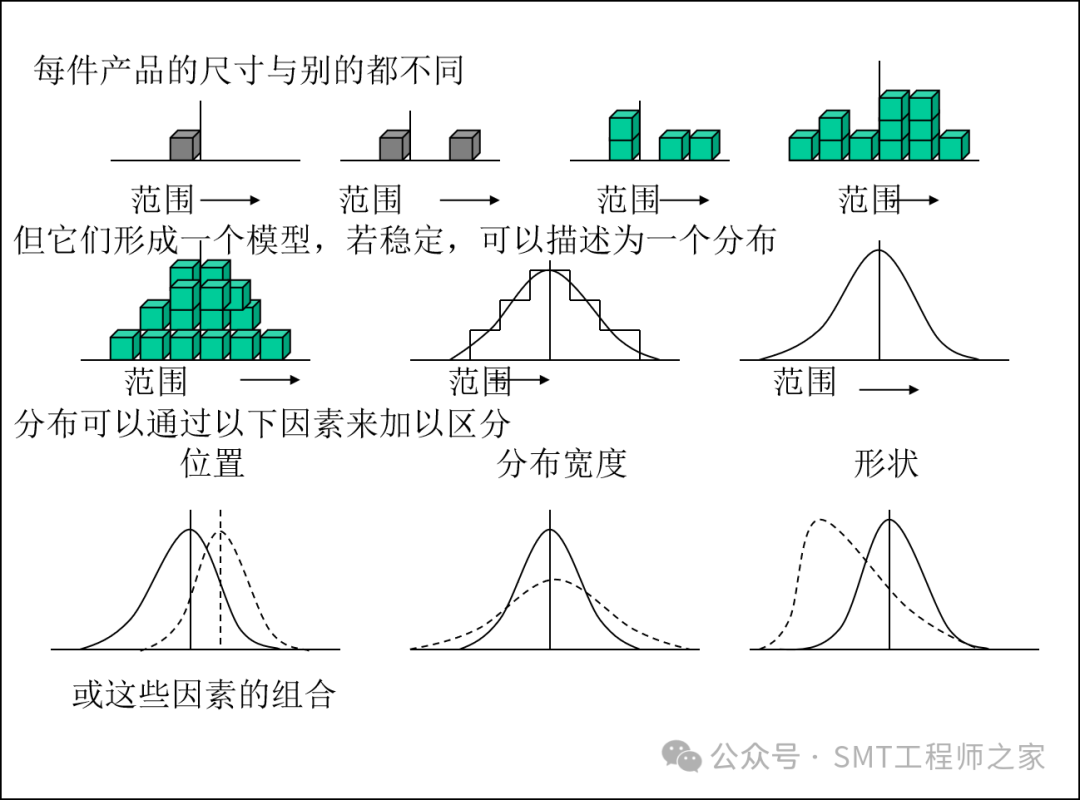
2. 变差的普通原因和特殊原因
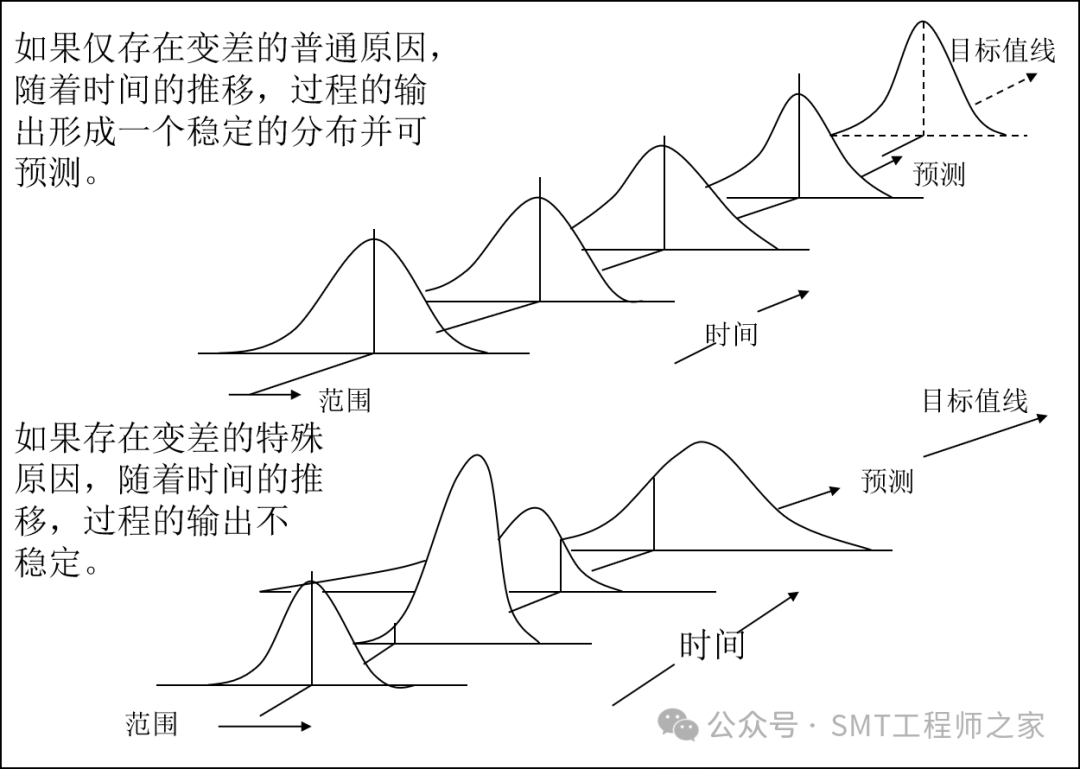
a. 普通原因:是指过程在受控的状态下,出现的具有稳定的且可重 复的分布过程的变差的原因。普通原因表现为一个稳系统的偶然原因。只有过程变差的普通原因存在且不改变时,过程的输出才可以预测。
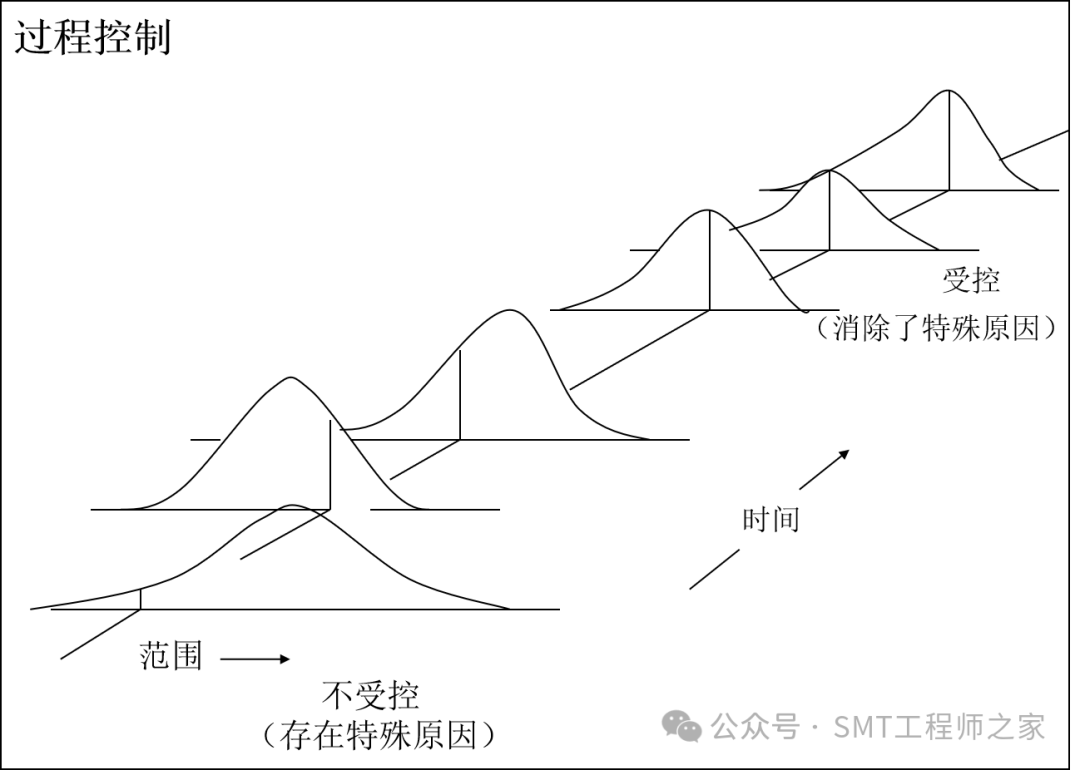
b.特殊原因:(通常也叫可查明原因)是指造成不是始终作用于过程的变差的原因,即当它们出现时将造成(整个)过程的分布改变。只用特殊原因被查出且采取措施,否则它们将继续不可预测的影响过程的输出。
|
变异类型 |
特点 |
|
普通原因 |
可预测的
可预期的
自然的 |
|
特殊原因(通常也叫可查明原因) |
不可预测的
不可预期的
非自然的 |
3. 局部措施和对系统采取措施
通常用来消除变差的特殊原因
通常由与过程直接相关的人员实施
通常可纠正大约15%的过程问题
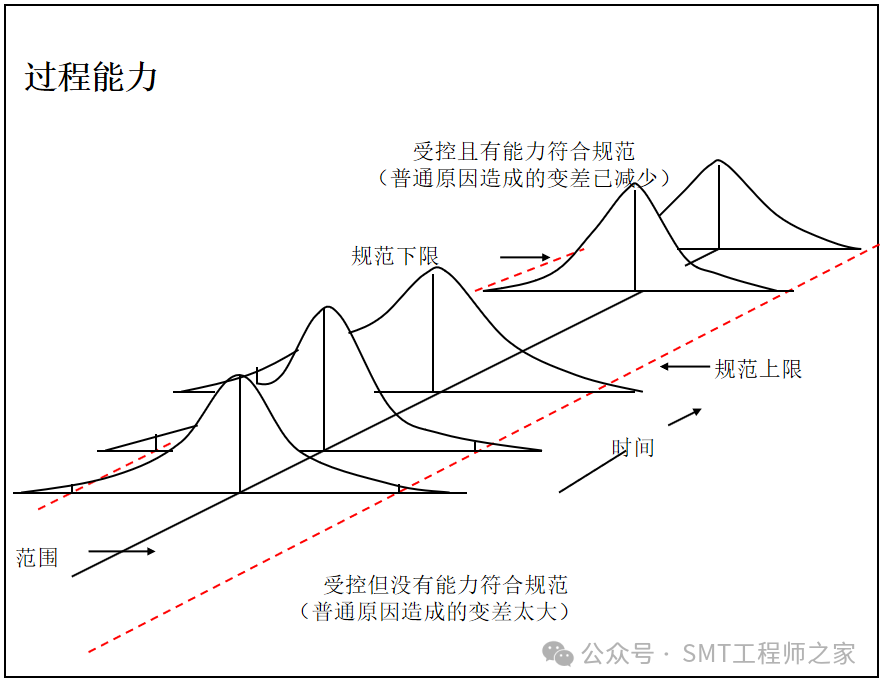
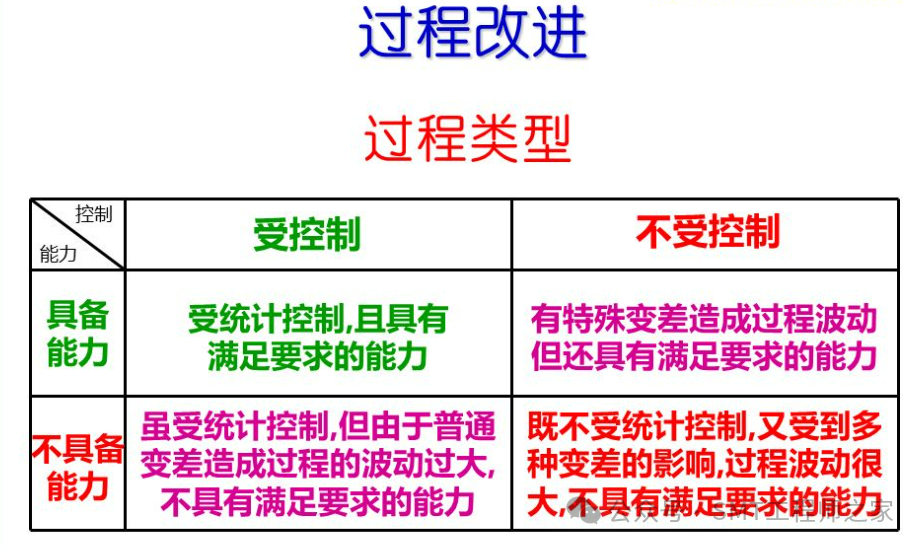
4. 过程控制与过程能力
过程控制
过程能力
控制图显示了一个过程是否受控,但客户需要的是合格的产品,
过程受控不等于过程有足够的能力生产合格的产品
过程能力:是过程的声音和客户声音的对比

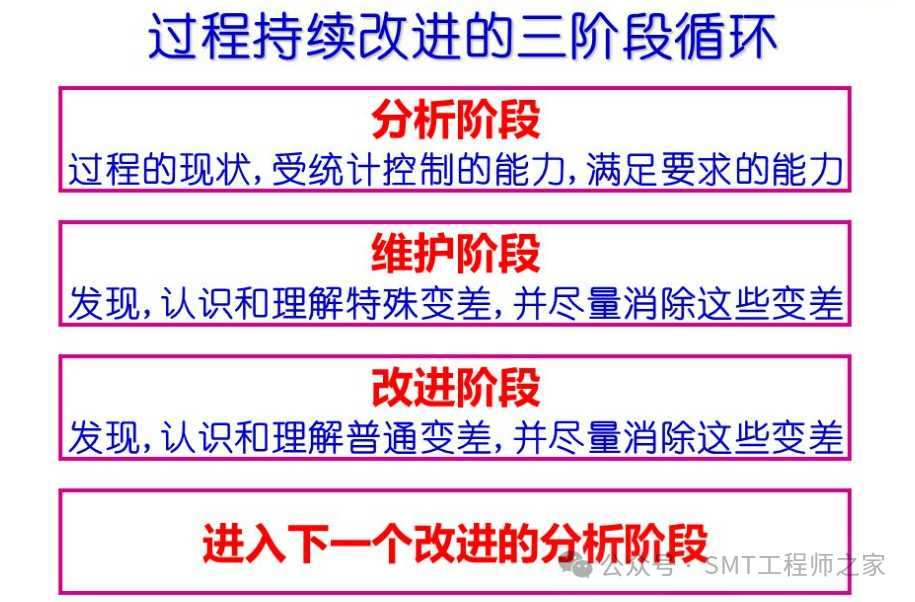
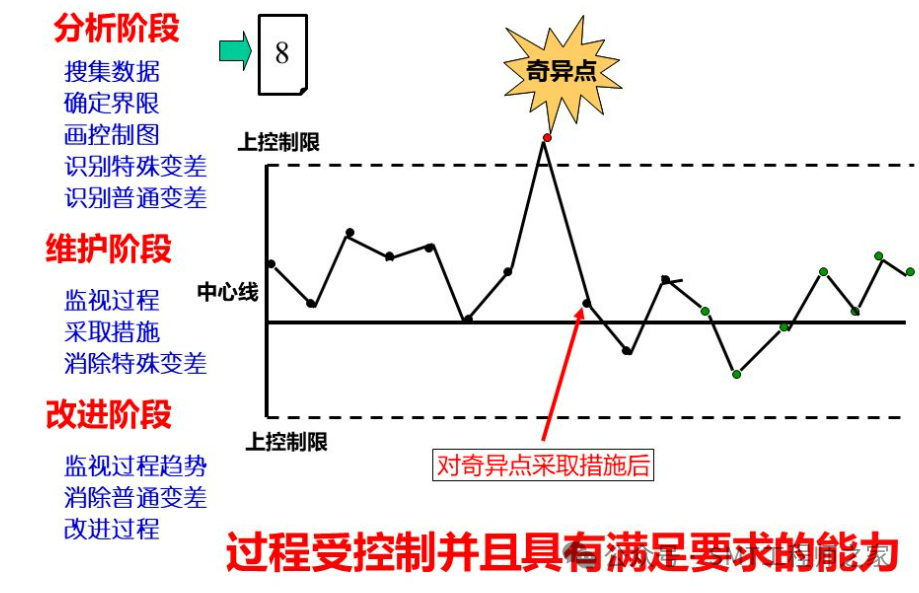
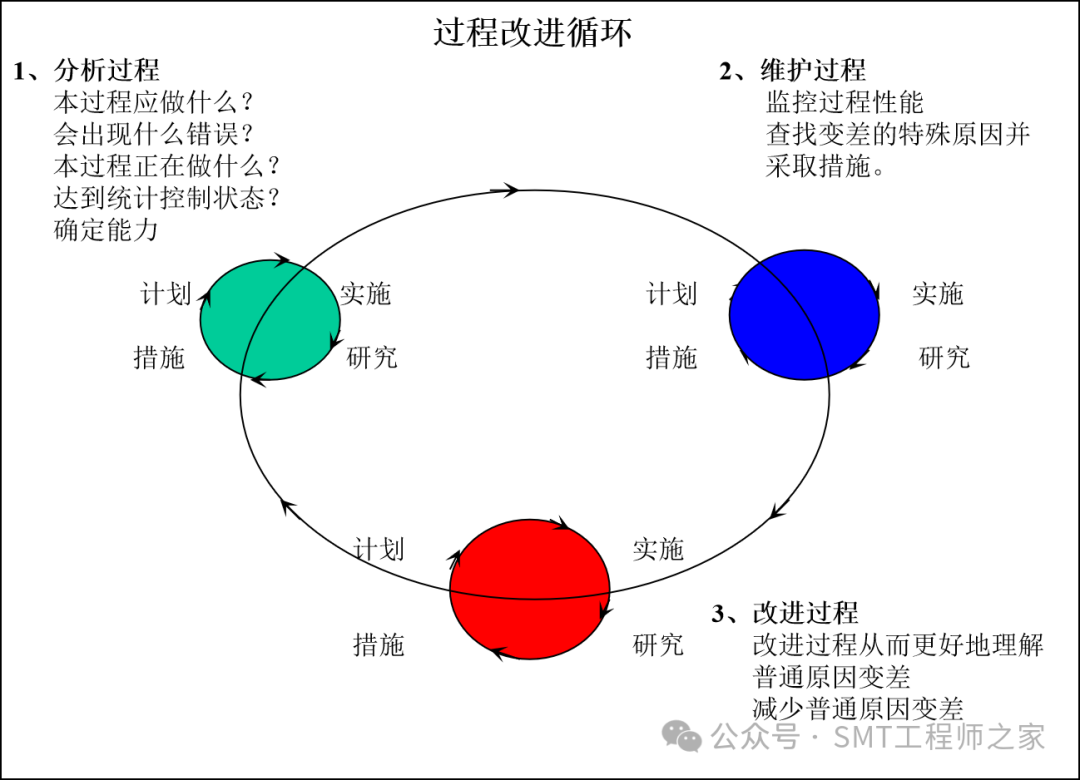
5. 过程改进循环及过程控制
6. 控制图
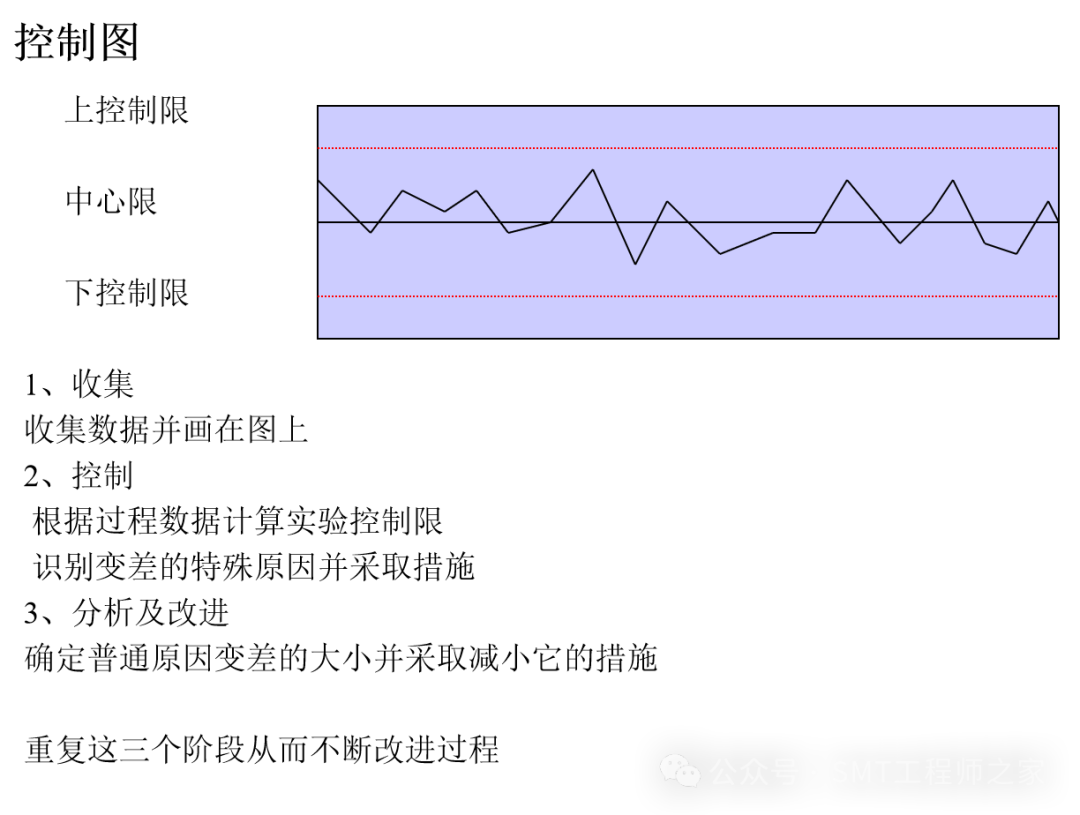
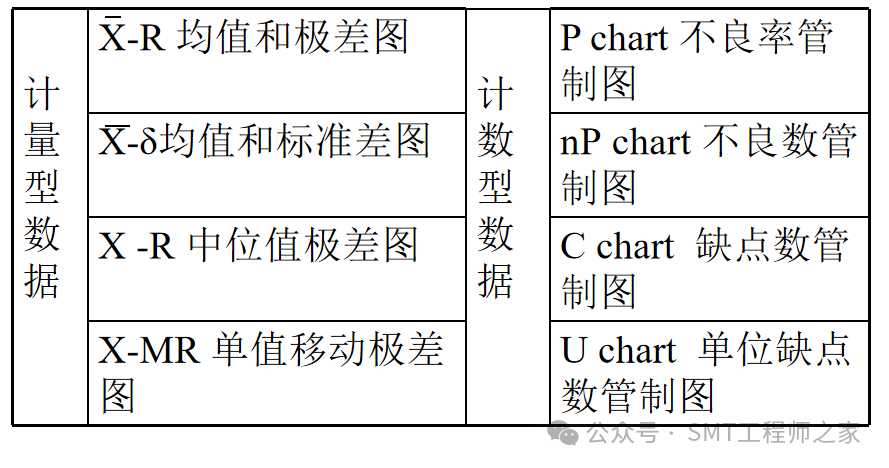
五、控制图
-
管制图的类型
-
控制图的选择方法
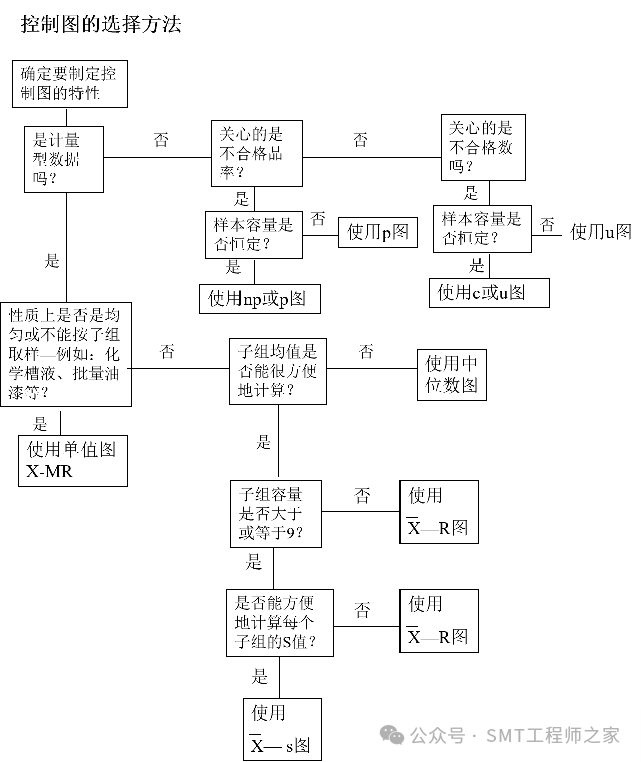
注:本图假设测量系统已经过评价并且是适用的。
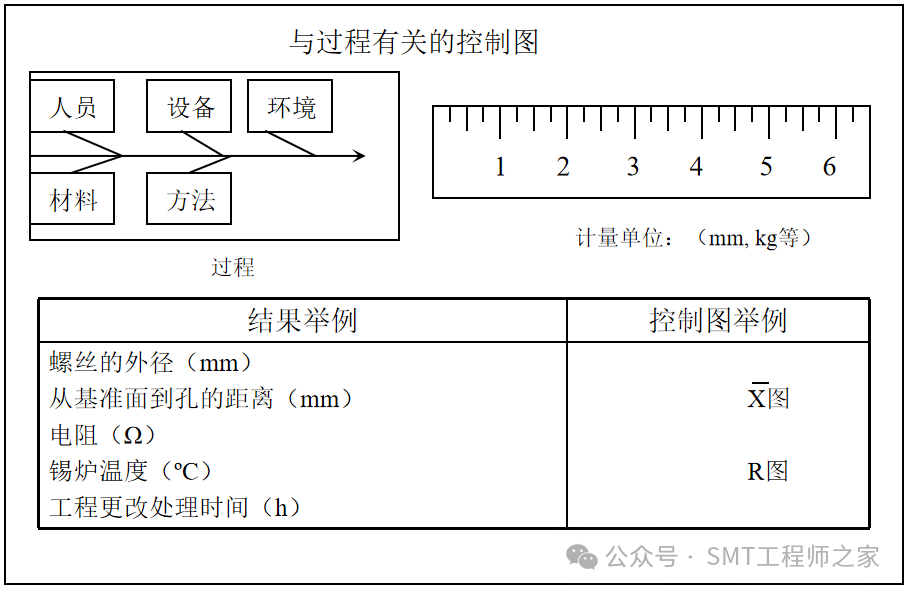
-
与过程有关的控制图
-
使用控制图的准备工作
建立适合于实施的环境
a. 排除阻碍人员公正的因素
b. 提供相应的资源
c. 管理者支持
定义过程
根据加工过程和上下使用者之间的关系,分析每个阶段的影响因素。
确定待控制的特性(参数), 应考虑到:
顾客的需求
当前及潜在的问题区域
特性间的相互关系
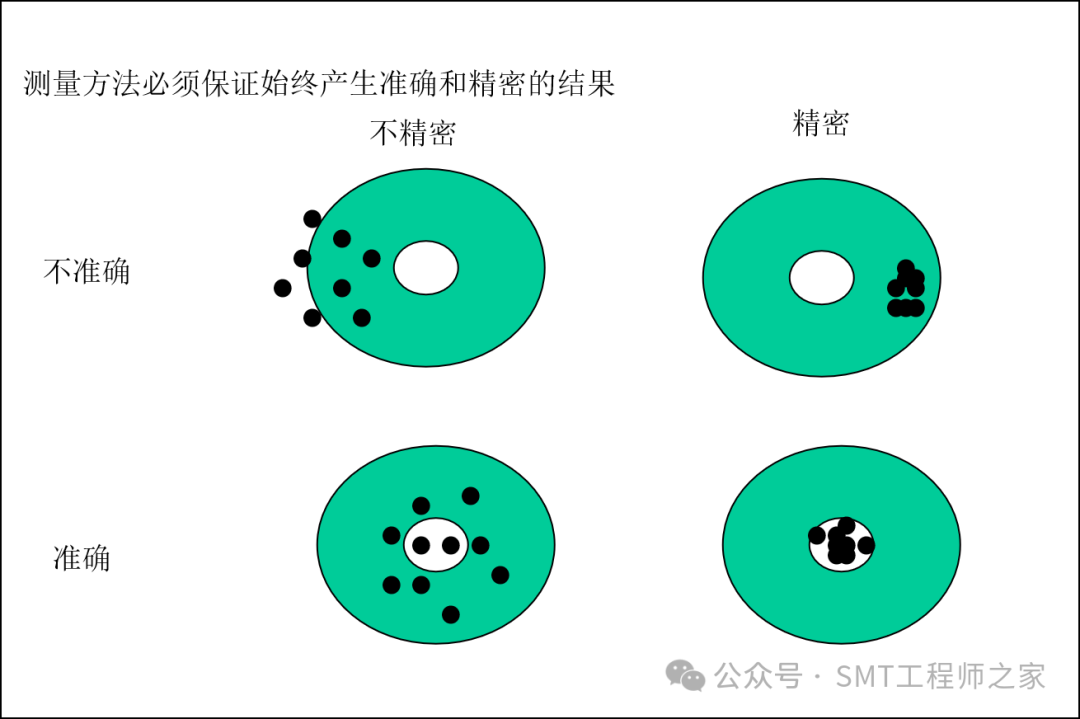
确定测量系统
a. 规定检测的人员、环境、方法、数量、频率、设备或量具。
b. 确保检测设备或量具本身的准确性和精密性。
使不必要的变差最小
确保过程按预定的方式运行
确保输入的材料符合要求
恒定的控制设定值
注:应在过程记录表上记录所有的相关事件,如:刀具更新,新的材料批次等,有利于下一步的过程分析。
-
控制图的使用步骤(以计量型控制图为例)
(1) “管制状态"
制程仅受共同原因的影响,其产品质量特性分布以平均值和标准差表示)基本上不随时间而变化的状态。
I. 管制图上的点子不超过控制界限即在控制范围内。
A.连续25点以上处于控制界限
B.连续35点中仅有1点超出控制界限
C.连续100点中不多于2点超出控制界限
II.管制图上的点子排列分步无缺陷。
(2) “非管制状态"
控制图上的点子超过管制界限即在控制范围外(Out of Control) 。
II.控制图上的点子排列分布有缺陷即出现异常状态,主要指“链状 ” “偏离” “倾向” “周期” “接近”等情况。
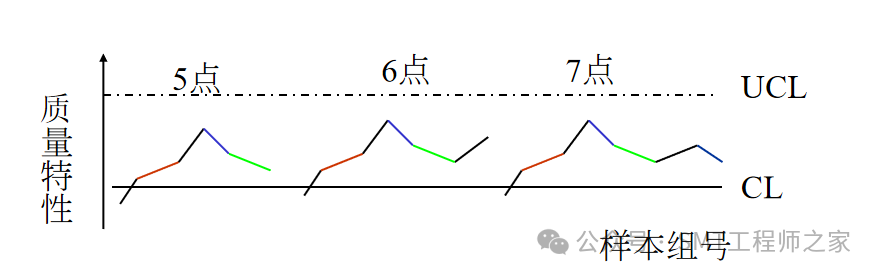
2.1 链状:点子连续出现在中心线一侧。
a.当连续出现5点在中心线一侧应注意其发展状况,出现6点时应开始调查原因。
b.当连续出现7点在中心线一侧,判定为异常状态。应采取矫正措施。
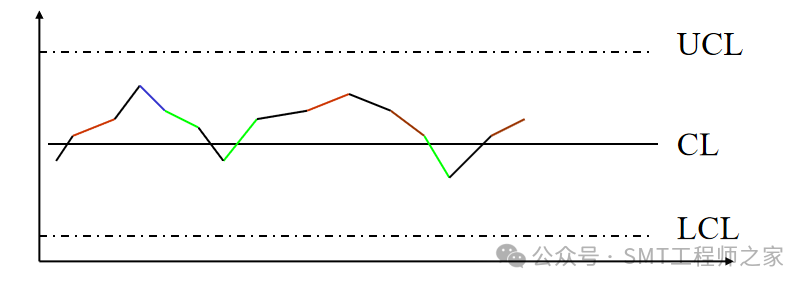
2.2 偏离 :较多的点间断地出现在中心线一侧。
a.连续11点至少有10点出现在在中心线一侧时。
b.连续14点至少有12点出现在在中心线一侧时。
c.连续17点至少有14点出现在在中心线一侧时。
d.连续20点至少有16点出现在在中心线一侧时。
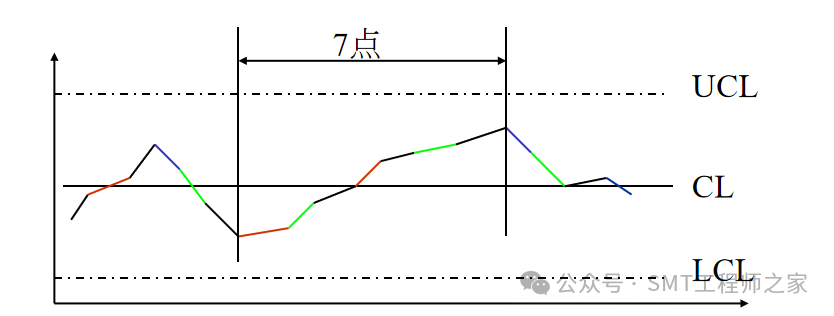
2.3 倾向 :指点子的连续上升或连续下降的状态。
当出现7点连续上升或连续下降时,可判定为异常。
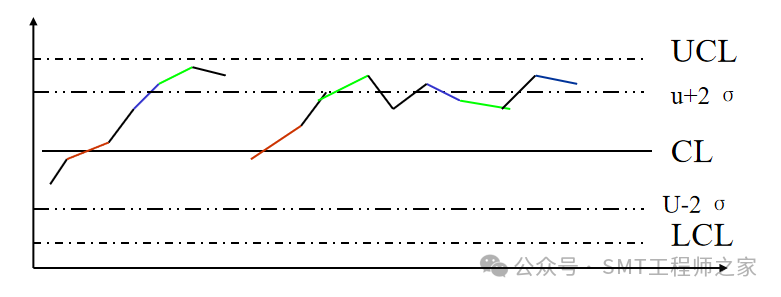
2.4 接近 :指点子在上下控制界限附近出现,点子接近上下控制界限。即点子在± 2σ~ ± 3σ范围出现
a.当连续3点中至少有2点出现在控制界限附近。
b.当连续7点中至少有3点出现在控制界限附近。
c.当连续10点中至少有4点出现在控制界限附近。
本站所有转载文章系出于传递更多信息之目的,且明确注明来源,不希望被转载的媒体或个人可与我们联系,我们将立即进行删除处理。
相关文章

线路板金手指的秘密:为什么它们能提高电子设备的性能和效率?
金手指的光洁度和平整度。 当然,线路板金手指的表面不一定都是纯金,有时也会使用其他金属或合金,例如镍、锡、银等,以降低成本或满足不同的性能要求。但是,无论使用什么材料,线路板金手指的表面都要求有一定的光泽度和平滑度,以保...

SMT全面质量管理五大工具是什么?
SMT全面质量管理五大工具是什么?; 全面质量管理是企业确保产品质量、提升客户满意度和维持市场竞争力的关键手段。其中,五大工具在质量管理过程中扮演着举足轻重的角色。这五...

更快地解决SPC和FDC违规问题
乏从其他系统收集数据以帮助排除异常故障的能力。 然而,Knowledge Advisor 可容纳来自任何应用材料 E3™解决方案的数据,包括高级过程控制(APC)、SPC、FDC和配方管理(RM)。如图4所示,该解决方案利用应用材料E3的全...

用Arduino 打造机器人:循迹、弹钢琴、下棋都行!
自己的机器人,并分享其它制造商的一些项目范例。打造一只专属的机器人,需要用到什么材料?建造自己的机器人,似乎令人难以想象。 毕竟,机器人不就是科幻电影中的东西嘛,或是泄漏的军事武器原型吗?好消息是,建造...

新能源汽车的电池都有哪些材料? 企业如何进行布局?
锂电池的各方面的表现都与整车性能息息相关。那么新能源汽车锂电池包使用的是什么材料?新能源汽车电池的材料有超导材料、太阳能电池材料、储氢材料、固体氧化物电池材料智能材料、磁性材料、纳米材料等。新能...

菲尼克斯电气推出全新6,35mm 针间距 SPC 4 大电压直插式弹簧连接器
气绝缘。 如何实现跨级别作战 1.定制壳体材料 SPC 4连接器壳体材料为定制PA6T粒子,相比与普通PA66热固...

语音芯片是否真的存在Planned Obsolescence?
令用户不得不花钱更换新的产品。 那么,语音芯片是否真的存在Planned Obsolescence?如何判断? 1. 是否有技术或材料淘汰? 都知道语音芯片生产商对自家的语音芯片有着绝对的话事权,决定该芯片用什么材料?什么...

新方法“近乎完美”控制单原子,提高建造通用量子计算机可能性
法需要与当前的半导体工艺高度兼容,并在解决一些工程难题后加以集成。 量子计算机的研发,涉及多学科交叉领域,材料学便是其中之一。量子计算机用什么材料来研制,才能更好地发挥其潜能?对此,科研...

什么是SPC? SPC在SMT的应用有哪些?
什么是SPC? SPC在SMT的应用有哪些?; SPC,即Statistical Process Control(统计过程控制),是一种利用统计技术来监控和控制生产过程的方法。它旨...

发动机护板有没有必要装?很多车主都错了
动机护板需要考虑那几个因素 1、什么材质比较好 发动机护板材质有铝合金、树脂、钛合金和钢板,我买的是钢板,相对其他材质比较重,大概有2KG左右;而其他三种相对更轻。铝合金的护板一般比较薄,比如...