机器视觉检测设备影响测量精度的因素分析
近些年 机器视觉 系统应用已经的非常广泛,机器视觉系统的高精度、高检测效率、降低生产成本,深受企业青睐。再好的东西也会出现问题,机器视觉系统在使用过程中,由于各种因素的影响,测量精度会降低,给企业带来不便。今天我们就来讲讲影响机器视觉检测设备测量精度的因素有哪些,在遇到问题时能提供一些参考。
在一些机器视觉检测项目中,许多客户都遇到了检测精度的问题。例如,要求以10um的精度测量加工零件的外部尺寸、内径和外径。目前很多配置选择500万工业相机镜头头,理论上可以达到10um的精度。但是实际客户测试的精度离10um的要求还很远,能做到30um就很不错了。误差大的主要原因如下:
一、视觉检测设备硬件方面的选择
1、工业相机的选择
CMOS相机本身芯片的特点,在拍摄一些物体时,容易造成边缘轮廓的对比度较差,图像噪声较大,给软件测量带来误差,需要花较多的时间解决。
2、光源的选择
光源也视觉检测精度中很重要的一环。在某些应用场景要求高的情况下,背光源会在在某一点产生的光会向空间任意角度发散,如果检测圆形、柱形物体,在被测物体的边缘会产生很明显的衍射现象,导致拍摄的图像效果出现偏差。另外,光源的亮度对物品拍摄的亮暗有着很大的影响。
3、镜头的选择
因为很多机械部件都有高低差和大景深。但是普通镜头由于透视因素很难拍摄在软件处理过程中,很难找到最真实、最准确的边缘轮廓,图像处理算法提出了更高的图像处理算法要求。
二、视觉检测设备软件方面的问题
1.软件算法出现错误
即使再严谨的视觉检测方法、计算公式和图像处理方法,在不同的环境与设备影响下,也难以避免对检测系统的测量精度产生影响,造成一定程度的误差,但这种误差处理起来相对容易。
2.校准误差
校准过程是视觉检测必须的一个过程。系统会在校准过程中引入误差。该方法利用摄像机视场不同位置的多个图像校准标准部件,计算其平均值作为校正系数,消除镜头畸变引起的误差。但有一点要注意,标定过程会产生随机性误差。
3、成像系统误差
工业相机的分辨率越高,而被测物体的实际尺寸越小。成像物体表面的分辨率越高,系统检测精度就会越高。几何失真是影响光学检测精度的典型系统误差和重要因素。
三、视觉检测中环境影响
1、振动
振动在视觉检测中最影响效果的因素之一。即使是轻微的振动也可能会导致图像模糊和失真,而可变部分可能导致不同的图像,长期曝光会导致图像清晰度失真。因此大部分工业相机都经过防震处理,同时还需要保证相机在运动过程中有良好平稳性,减少振动的影响。
2、环境光
光污染在视觉检测中是很难避免的,光污染会导致拍摄的图像失真、模糊。在视觉检测中可以使用高亮度调制光源,同时减少传感器的曝光时间、减小光圈,能有效将环境光的影响降至最低。
3、污渍,水汽和灰尘
在一些视觉检测中不可避免会出现污渍,水汽,灰尘。这污渍,水汽,灰尘会附着在相机镜头和光源表面产生遮挡,影响成像的质量,不利于视觉检测。
4、温度
一般情况下工业相机工作环境的温度-5度到65度之间,过高的温度环境会给相机成像带来噪度,影响成像的质量,从而影响视觉检测结果。
5、维护与保养
视觉检测设备是很精密的,因此选择使用环境也很重要。不能随便弄个场地,好的环境,对设备安装也有好处。视觉检测设备的状态良好与否,是检测结果的重要前提。
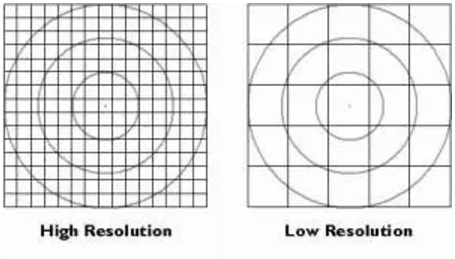
精度测量取决于分辨率
在机器视觉测量中提供高精度和低不确定度的决定性因素是获取的图像的分辨率。在这种情况下,术语分辨率 (或图像分辨率)意味着以实际单位的单个像素的大小。简而言之,如果一个摄像机传感器在水平方向上包含1000个像素,并且采用光学器件来获取覆盖真实世界场景中1英寸宽的区域的图像,则单个像素将代表0.001“。请注意,这是相机制造商或分析软件不会改变的基本指标。
一个特定的应用程序有多少像素就足够了?
作为一种衡量标准,机器视觉系统中最小的测量单位(稍后提到的一些例外情况)就是单个像素。与任何测量系统一样,为了进行可重复和可靠的测量,必须使用最小测量单位(作为一般经验法则)为所需测量公差带的十分之一的测量仪。在刚描述的例子中,可以估计系统提供大约+/- 0.005“的精确度测量(0.01”的公差带,十倍仪表单位)。
工程师首先使用机器视觉进行测量往往严重低估了达到理想水平的测量精度不确定性所需的像素数量。事实上,它可能需要多台摄像机,专业摄像机(如线扫描成像仪)或单个部件的多个视图来达到指定检测容差所需的分辨率。
如果需要,展开解决方案
有时候,我们可以用数学方法在成像系统中挤出额外的分辨率,使用算法来报告亚像素重复性的特征。一些例子是灰度边缘分析,几何或相关搜索,圆形或线条拟合等回归,以及某些情况下的连通性。如果可以通过使用这些工具来考虑子像素结果,则如前所述,最小的测量单位可以小于单个像素。请注意,由供应商提供的子像素能力估计值只是这个估计值,通常用于最好的成像,光学和部件表示。请谨慎使用任意子像素期望值作为指定系统测量功能的决定性因素。用实际零件和图像测试系统,以经验确定子像素的能力。
使用高分辨率光学元件
成像是光学和照明的功能(我们将在后面讨论,部分介绍)。对于大多数应用,所使用的唯一光学器件将是透镜组件,但是选择该透镜对于度量应用是至关重要的。除了向传感器提供适当的真实世界尺寸的图像之外,为了计量,镜头必须尽可能精确地再现图像而不失真。此外,镜头也具有分辨率度量标准,其通常被指定为每mm或者每英寸的线对(lp / mm,lp / in),并且通过扩展可以具有用于MTF(调制转换函数)的规格或者更简单地具有能力在高lp / mm的情况下产生高对比度的镜头。像素数越高,这些镜头指标越重要。确保指定的光学元件是为机器视觉应用设计的高质量,高分辨率产品。
远心镜头在许多情况下对测量应用非常有用。远心镜头使用光学组合来实际消除由图像中的视差引起的所有失真。其结果是几乎所有图像都与传感器平行的图像。平面几何关系(在图像平面中)完全保留,使测量更加直接和直接。一如既往,在规范之前测试成像。
对于需要非常小视场(例如小于几毫米)的应用,请考虑使用专门为机器视觉制造的显微镜光学元件和/或高倍率光学元件。这些可从许多供应商处获得。不建议使用扩展器或附加放大倍率将标准光学元件推至更高倍率。
关于照明和部件特征以及展示的以下想法。
选择正确的照明
在计量学中,照明的选择可能起关键作用。不幸的是,没有具体的规则可以应用于照明。尽管在生产线上实现自动化背光的物理实现可能是一个挑战,但许多计量应用都受益于背光照明(如下所述,部分展示)。正面照明可能会突出显示必须标识以进行测量的特征边缘。考虑使用低角度或结构化的照明来突出低对比度的特点。当试图测量非常小的特征(例如分辨率低于0.001mm)时,可以使用长波长的颜色,例如蓝色或紫色来提高对比度。如果零件处于运动状态(即使不是),请考虑使LED照明器频闪以获得最佳强度和灯泡寿命。
在所有情况下,成功的机器视觉照明都需要在实验室和地板上进行实验,以确保选择正确的组件。
注意零件特征
给定特定照明技术的照相机的光学系统可见的特征通常不具有用于机器视觉工具的相同特征,可以在零件印刷上指定或使用手动测量仪来测量。例如,测量直径较小但相当深的通孔的直径 - 高精度和低不确定性。如果使用前部照明,则只会测量孔的顶部边缘。如果期望的检查是模仿插入量规,这可能是不可接受的。另一方面,如果使用背光,由于孔的深度,光学器件不可能“平均”图像中的整个孔。更有可能的是,光学器件将集中在钻孔顶部,底部,中部的某一深度处,并且这个结果可能不是所期望的。仔细选择照明,光学和算法,以确保测量商定的表面。了解在许多情况下,出于上述原因,在线非接触机器视觉测量不会完全重复物理测量设备。
进行精确测量
被检测的部件必须重复呈现。在离线设置中,成像,光学,分辨率和算法可能都是完美的,但是您发现在线测量的可重复性和可靠性很差。通常情况下,部分呈现不一致。有时候,部分演示甚至可能无法实现某种度量。以例如前面描述的小而深的钻孔为例。当该孔的表面垂直于透镜时,图像直接从孔的深处取下,可以成功测量。但是,如果零件稍微倾斜,那么这样的孔可以明显地变成椭圆形,或者如果是背光,则会被完全遮蔽。对于非接触式测量的成像,首先必须减轻所有可能的零件表示变化,然后理解在任何情况下,零件表示都将对测量中的一些叠加误差负责。在确定和指定分辨率,光学和照明时考虑到这一点。
本站所有转载文章系出于传递更多信息之目的,且明确注明来源,不希望被转载的媒体或个人可与我们联系,我们将立即进行删除处理。