
二、工艺工程人员工作职责:
-
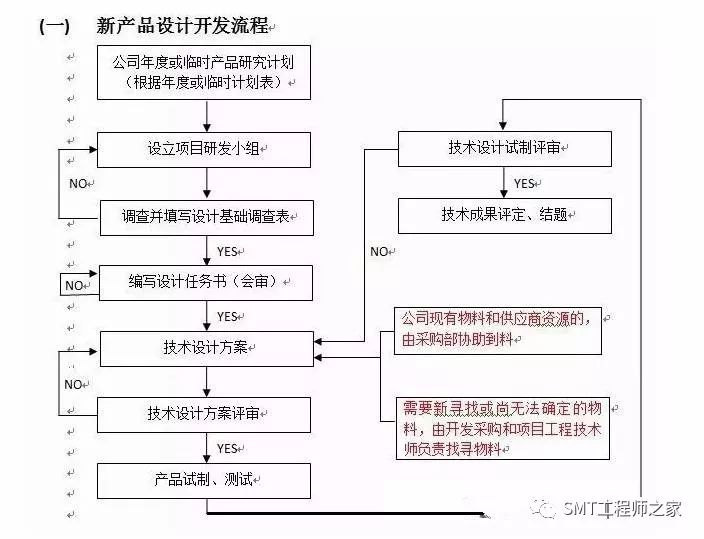
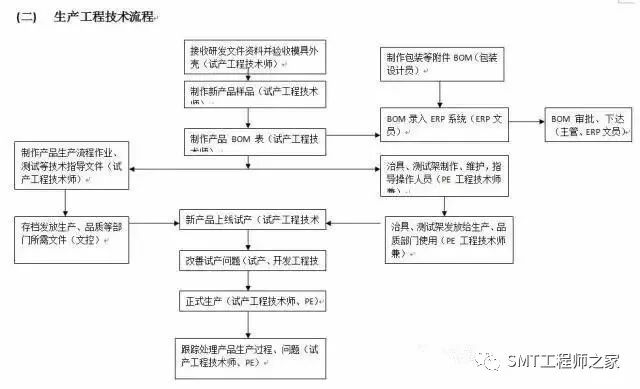
工程技术部工作流程 :
本站所有转载文章系出于传递更多信息之目的,且明确注明来源,不希望被转载的媒体或个人可与我们联系,我们将立即进行删除处理。
相关文章

英特尔人事调整:任命Stuart Pann为晶圆代工服务负责人
管、首席业务转型官和总经理,期间,Pann在英特尔成立了IDM 2.0办公室,加速实现内部铸造模型,改变了公司的运营方式,其工作内容包括管理英特尔与外部代工合作伙伴的关系。...

英特尔人事调整:任命Stuart Pann为晶圆代工服务负责人
普担任了六年的首席供应链官和首席信息官;又于2021年重返英特尔任职企业规划事业部主管、首席业务转型官和总经理,期间,Pann在英特尔成立了IDM 2.0办公室,加速实现内部铸造模型,改变了公司的运营方式,其工作内容...

详解自动驾驶安全软件开发流程
自动驾驶安全软件开发流程 第1阶段(Step-01),软件需求分析: 主要工作内容:根据项目目标与计划,承接系统需求,SOTIF危害分析与项目内各专业确认软件需求,进行需求评审。 第2阶段(Step-02),软件...

甘肃黄龙抽水蓄能电站项目工程接入系统设计报告顺利通过审查
甘肃天水供电公司三级职员康健参加会议。 会议听取甘肃黄龙抽水蓄能电站项目工程接入系统设计报告编制总体情况,专家组分别对电气一次、电气二次及通信三个组别进行讨论和研究,专家一致表示,报告达到了接入系统设计报告工作内容...

总投资100亿元!又一N型光伏电池组件基地项目启动
行环境影响预测和环境评价影响;第三阶段为报告书编制阶段,其主要工作为汇总、分析第二阶段工作所得的各种资料、数据,给出结论和建议,完成环境影响报告书的编制。 2、主要工作内容 工程现场踏勘及环境敏感点调查;阐明...

国投集团雅砻江柯拉光伏电站1GW运行维护中标候选人公示
目的招标范围为雅砻江两河口水光互补一期柯拉光伏电站2023~2026年500kV汇集站、500kV和220kV输电线路运行维护服务、220kV升压站设备维护。主要工作内容包括柯拉一期光伏电站220kV及500kV线路运行维护,500kV...


青海铁盖储能电站25MW/100MWh分布式构网型储能系统招标
消防系统。 1.2招标范围及工作内容 1.2.1招标范围25MW/100MWh分布式构网型磷酸铁锂电池储能系统设备采购。在储能集装箱内配置完善的就地监控和通信、配电、自用电计量、温控、自动...

新能源汽车样车对标benchmarking技术开发设计
系建立以及零部件结构设计等,主要工作内容与传统汽车一致,包括整车扫描、拆解零部件扫描以及模型建立,其中整车扫描包括:外表面扫描→开闭件扫描→后视镜扫描→刮刷面积扫描→人机工程扫描→底盘扫描→内表面扫描;样车...

4WS系统电控部分的组成
样的信息以电信号的形式输入至自动变速器ECU。 4.1.3车身横摆角速度传感器 在汽车质心处的车身上安装车身横摆角速度传感器,该传感器的主要工作内容为在车辆转向是检测车身发生横摆的角速度,将检...