超声波焊接在汽车线束生产中的应用
一、超声波焊接原理:超声波线束焊接是目前汽车线束焊接的一种常用工艺,原理是通过高频的振动是焊接材料表面重新组合。超声波焊接能耗低,无污染,焊接牢固且内阻低,不改变焊接件的化学性质。焊接导电性能优良。
二、与传统的压接点焊相比,超声波线束焊的优点如下:
1、焊接时间短,效率大大提高,快速而节能;
2、焊接材料不熔融、不脆弱导体特性;
3、焊接后导电性能优越,强度高,电阻系极低或近乎零;
4、不需要任何助焊剂、气体、焊料;
5、焊接无火花、烟尘,环保安全;
6、焊接过程稳定,在线检测控制。
三、超声波线束焊接在汽车线束生产过程中的应用
汽车线束是汽车电路的网络主体,汽车正常工作的神经元。没有线束也就不存在汽车电路。传统的汽车线束是指由铜材冲制而成的接触件端子(连接器)与电线电缆压接后,外面再塑压绝缘体或外加金属壳体等,以线束捆扎形成连接电路的组件。
随着汽车电子产品和各种通讯设备进入汽车,对汽车线束传输的电信号的要求也日益苛刻。为应对这些高精度电压和信号传输的要求,传统的线束制造工艺上采用了一些特殊材料,比如双绞线、屏蔽线、镀金端子等。然而,在多数的电子控制设备和一些特殊信号上仍然显得无济于事,例如CAN控制器信号传输线路、安全气囊信号传输线路以及一些音频信号传输线路。现有的端子导线对压接工艺尽管采用了以上特殊材料,但在上述信号传输线路中,信号偶尔还是出现失真或较大衰减。
1 端子压接工艺的研究
采用传统压接工艺压接的汽车线缆,经解剖放大发现在铜丝与铜丝之间、铜丝与端子壁之间形成空洞[1]。传统汽车线束生产工艺采用铜材冲制而成的接触件端子(连接器)与导线压接,仅对电线铜丝进行简单挤压,使铜丝产生物理变形,这样就有可能出现铜丝变形不足,在端子与导线进行压接后,必然形成上述空洞,这些空洞的存在,是不可避免的。而这些空洞的存在,必然导致压接部位电阻系数增加,导电性下降,从而影响电流和信号的传输质量,进而影响其他电器及电子设备的正常工作。同时,线束制作过程中因压接引起的质量缺陷[2],必将导致使用耐久性降低,并且易发热产生高温,形成线束烧损质量隐患点。
2 超声波压接和端子压接工艺对比分析
超声波压接是通过电晶体功能设备将工频50/60 Hz的电频转变成20 kHz或40 kHz的高频电能,供应给转换器,转换器将电能转换成高频机械振动能,调压装置将高频机械能传至超声波焊接机的焊头。振动通过焊头传递到需要焊接的两个金属表面,两个金属表面相互摩擦形成热能使金属熔化,在短暂的压力下可以使熔化物在粘合面固化时产生强分子键, 终形成金属分子层之间的熔合,整个周期通常是不到一秒种便完成,但是其焊接强度却接近于一块连着的材料。而传统的端子压接是通过金属端子的U型部位对电线铜丝进行简单物理挤压,利用相邻铜丝之间的表面摩擦力来保证电线与端子之间的连接。

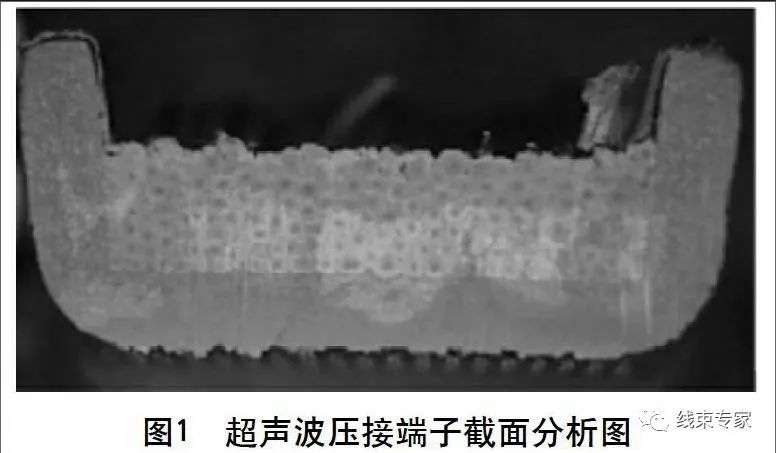
事实上,无论是经超声波压接的导线还是端子和导线,在压接处呈矩形状,无松散的芯线和断头或裂开的芯线;而且,导线没有弯曲,而是在自熔合处呈直线引出。超声波焊接是通过相邻金属表面熔化,形成金属分子层之间的熔合,相当于将相邻金属熔为一个整体,相比端子压接后相邻铜丝仍为独立金属个体而言,焊接部位的密实度更好,不会出现空洞。导电性好,电阻系数极低或近乎于零,有效提高了使用耐久性,不易发热,无质量隐患。如图1所示,为超声波压接截面[1]。
3 超声波压接和端子压接的试验数据分析
在进行压接处外观对比和截面分析基础上,笔者对两种压接工艺的导线进行了拉脱力和导电性能测试。测试分别选取了0.75mm2、4.0 mm2、16.0 mm2导线进行试验。试验方法和标准依据《QC/T29106-2004汽车用低压电线束技术条件》的要求进行,试验结果见表1[2]和表2[2]。
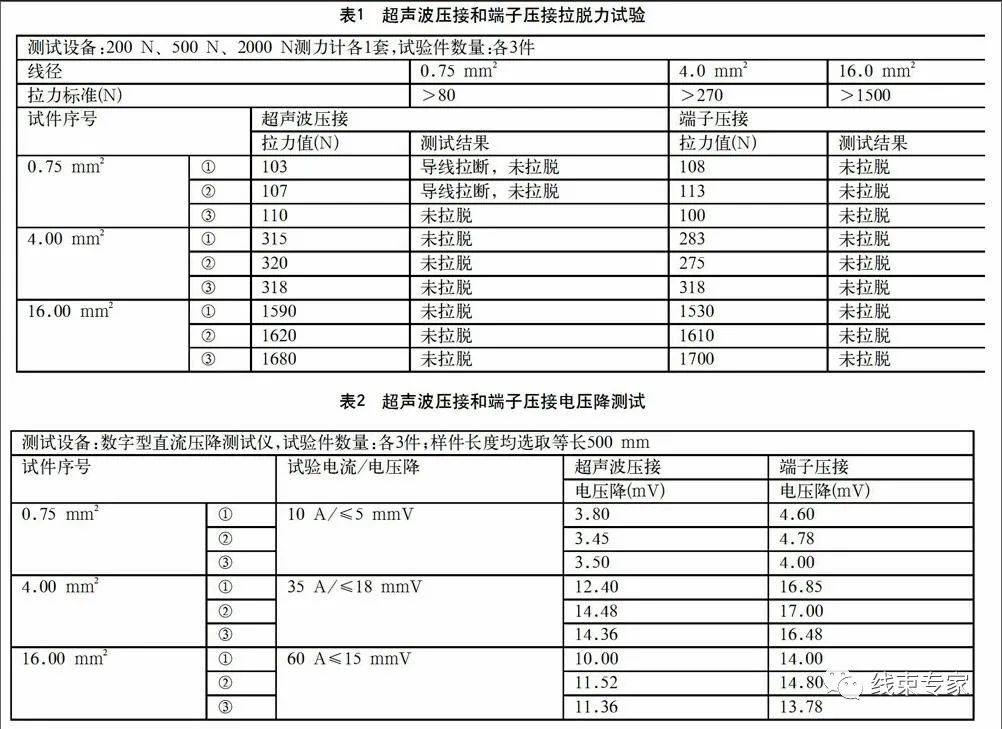
从表1可以看出,超声波压接和端子压接在拉脱力性能上,均可以满足使用要求,但由于压接工艺本身差异,端子压接截面往往出现空洞,芯线外漏、绝缘层破损等质量缺陷。
从表2可以看出,超声波压接比端子压接的电压降在同样条件下要低得多,因而对导电性能和信号传输性能比端子压接要优越得多。至少可以有以下3个方面的优点。
第一,解决端子压接形成的空洞,提高导电性能和整个电气系统的稳定性能[3]。
第二,减低因接触电阻引起的热量堆积[4],防止了线束局部温度升高和线束烧毁的质量隐患。
第三,防止了线束中导线受外界水分、灰尘、油气等不良因素影响而造成铜丝锈蚀、氧化,从而引起导电性能下降和信号传输失真。
基于上述研究,笔者认为对信号要求很高或电流较大的线路,在其端子与导线、导线与导线间的压接,采用超声波压接,对提高信号传输质量或电流输送能力是非常有效的,而且也可以提高汽车电气系统的稳定性。
本站所有转载文章系出于传递更多信息之目的,且明确注明来源,不希望被转载的媒体或个人可与我们联系,我们将立即进行删除处理。