 (点击图片链接进入,了解更多详情)
(点击图片链接进入,了解更多详情)
摘要:
超声振动摩擦和局部高温高压可实现同材或异材的低温、快速、可靠的互连,超声技术在电子封装中显示出无与伦比的技术优势。综述了超声引线键合、块体母材直接超声键合、母材/焊料/母材三体超声固相键合等超声固相键合技术,超声钎焊、超声瞬态液相扩散焊等 超声液相键合技术,超声纳米烧结、混合( 复合) 焊料超声互连等超声固液混合键合技术。无论是高频低功率的高速超声键合,还是中频高功率超声常速键合,超声的作用规律和效果相似,其互连质量和互连机理与接触材料及其状态有着最为密切的关系; 考虑由于超声互连过程快、时间短、互连界面窄、接头不透明,可以采用焊接实时高速摄像技术和同步辐射X 射线成像技术相结合,实时观察液态焊料润湿流动、焊料颗粒运动轨迹、母材的剥离过程及界面形成规律; 考虑由于微焊点尺寸放大,可以借助温度传感器和压力传感器进行超声的温度效应和瞬态压强实时测量; 基于双超/多超声诸多影响因素,多超声的数值模拟分析将成为微焊点超声互连机理研究的有效手段。
0 引言
电子封装被视作集成电路与电子系统之间的连接桥梁,在满足现代“摩尔定律”的 进程中扮演着不可或缺的角色[1 - 3]。随着5G 通讯时代的来临,新能源汽车电子的兴起以及航空航天电力电子设备的飞速发展,电子元器件的集成度愈来愈高,服役环境愈发苛刻,对器件可靠互连提出了更高的要求[4 - 6]。
超声可清洁母材表面,去除母材表面氧化膜,提高母材润湿性,诱导基体扩散,可实现各种同材或异材的低温、短时、可靠互连,因而在电子封装领域得到广泛应用。基于母材与表面氧化膜存在热膨胀系数差异,超声加载致使连接材料表面氧化膜破碎,材料间相互扩散实现互连[7 - 10]。一方面,超声加载使母材振动产生摩擦热量,从而在低温情况下引起两者紧密结合[11 - 15]; 另一方面,超声加载使焊料进入母材与表面氧化膜之间,隔断两者的结合,并且由于空化效应造成焊料对表面氧化膜的高速微射流冲击,导致表面连续的氧化膜破碎,从而去除表面氧化膜[16 - 17]。
电子封装微互连通常有Cu-Cu 互连、Cu-Al互连、Al-Al互连及其他各种镀层焊盘互连等。随着封装技术的发展,传统互连方法难以满足电子制造与封装对新材料与工艺的迫切需求,尤其是“低温封装,高温服役”等难题。在电子封装中引入超声,可在低温下快速实现材料的固态、半固态以及液态互连,形成高质量互连接头[18 - 21]。因而研究超声在电子封装互连中的作用及超声对互连接头组织、力学性能等的影响尤为重要。本文综述了超声互连在电子封装中的应用及对互连接头组织、力学性能的影响,以及超声工艺、焊料成分对互连可靠性的影响,在现有超声互连技术的基础上提出新的解决思路和研究方向。
1 电子封装超声固相互连进展
1. 1 超声引线键合
超声引线键合为超声辅助下的固态互连,可实现低能量下的金属材料快速、高效互连。在电子制造封装互连中绝大部分电气连接方式仍然以超声引线键合为主,根据能量输入方式的不同,可将其分为超声楔形键合与热超声球形键合2种方式。超声楔形键合是一种室温互连技术,通过该技术形成的键合具有较低的环轮廓、较细的焊盘间距、较高的可靠性,并且对导线直径没有额外的限制。而热超声球形键合具有无方向性、键合速度快的独特优势[22]。因而,尽管随着各种先进封装技术层出不穷的发展,超声引线键合在电子封装互连中仍旧扮演着不可或缺的角色。
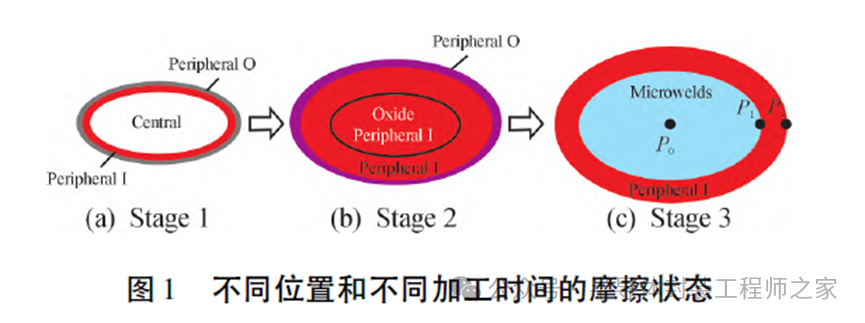
超声键合过程主要有4 个阶段: 预变形和超声激活阶段、摩擦阶段、超声软化阶段、相互扩散阶段[23 - 26]。在第1阶段,引线首先在法向力的加载下发生变形,并且在引线和衬底之间产生椭圆形接触。然后激活超声振动,当工具的振动幅度超过一个临界值后,引线与基体之间的接触力达到最大静摩擦力,开始往复滑动摩擦( 图1) [27]。同时,超声软化阶段开始并导致引线发生连续塑性变形,局部微凸体的软化诱导变形导致微焊缝的形成,原子在形成局部微焊缝后开始相互扩散。最后,3个阶段相互重叠,并持续到过程结束[27]。而在局部引线和基底之间的相对运动过程中,微焊缝可能会发生很大的变形甚至断裂,断裂微焊缝的局部位置仍然提供形成新的微焊缝的机会,微焊缝的形成和断裂在连接过程中不断发生。因此,在相同条件下,材料的高刚度对微焊缝的生长有负面影响[28]。
电子封装中键合丝需满足高导热性、低电阻、良好的延展性以及足够的强度等要求,因而常用键合丝主要是Au 丝、Ag 丝、Cu 丝、Al 丝[29 - 33]。Au 丝键合时,发现120 ~ 200 ℃的热超声键合时不需要进行母材清洗,较低的温度不会降低粘接材料及器件性能[34]。采用直径25 μm 的Au 丝进行热超声键合,键合接头经EBSD 分析表明在水平方向界面处形成一层水平长条晶粒,超声输入功率过大会造成再结晶以及晶粒异常长大[35]。研究超声功率以及超声时间对Au 丝超声键合性能的影响,发现随着超声功率增大,剪切断裂载荷呈上升趋势,拉伸断裂载荷整体呈现出先增大后减小的趋势;随着超声时间延长,剪切断裂载荷整体呈现逐步上升趋势,拉伸断裂载荷整体呈现先增大后减小的趋势,但整体变化不显著[36]。采用不同键合压力和超声功率时,发现压力过大将会导致焊球被劈刀压扁,导致引线强度下降; 而超声功率过大时,焊盘表面膜层会发生损伤,使其与硅电路剥离,导致焊盘无法再次使用,从而影响产品的合格率[37]。对超声Au丝键合的MEMS 压力传感器进行热循环测试( - 40 ~150 ℃) ,经过1 600 次循环时焊点的电阻显著增加到25 Ω,CT 显示由于焊点材料的热失配、键合过程中产生的残余应力以及楔形区域引起的应力集中导致基板上的焊点发生了热疲劳破坏,焊点与焊盘发生分离[38]。金丝超声键合工艺成熟,为主要的引线键合技术,目前主要是有关键合机理的研究。
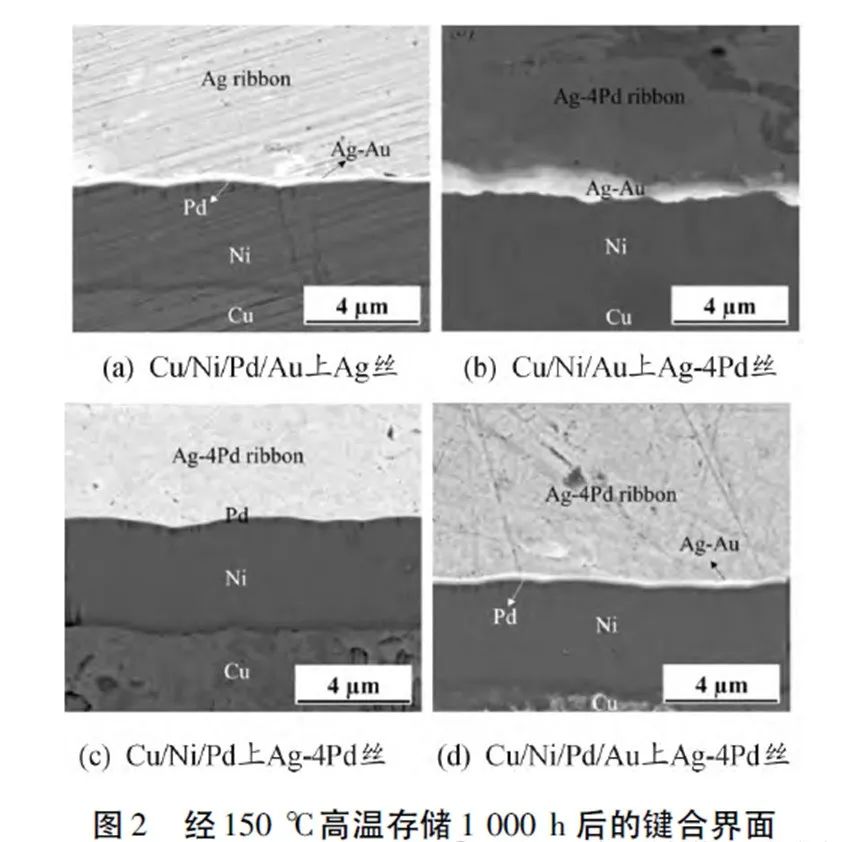
超声Ag 丝球键合时,在键合界面处有Ag4Al、Ag2Al 生成,且随着老化时间延长, IMC 厚度变厚,长期可靠性较差,易出现裂纹[39]。Ag 和Ag-4Pb 键合丝在含有Ni /Pb /Au 镀层的DBC 基 板上超声键合时,由于Pb 和Au 具有相似的冶金性质,因而在金属化的基底界面处能够实现较高强度的键合; 焊点经150 ℃高温储存( HTST) 1 000 h 后抗拉强度略有增加,键合界面仍保持不变( 图2) [40]。研究认为,Ag-Pd 系键合丝的键合强度接近Au 丝,高于镀钯铜丝,且界面IMC 的生长较缓慢; 退火孪晶可提高Ag-4Pd 的抗氧化性和抗腐蚀性,还能抑制退火过程中晶粒长大和化合物的生长; 随着Pd含量的增加,Ag-Pd 系合金力学性能和抗氧化性能提高[41 - 42]。总体而言,Au 丝超声键合可靠性较高,但由于Au 的质量分数超过50%,其高昂的价格限制了其在全球微电子封装市场中的广泛应用,主要应用于较高可靠性的封装场合。Ag 具有比Au 和Cu 更高的导热性和导电性,但Ag 丝键合目前仍存在抗拉强度低、易发生Ag 迁移和高温易氧化等问题。
Cu 的延展性虽略低于Au,但其价格相对较低; Cu 丝球焊的金属间渗透明显低于金丝球焊,意味着Cu /Al 界面比Au /Al 界面的电阻率更低,工作时产生的热量更少,更能满足互连的使用要求,因此Cu 丝是替代Au 丝的理想材料。但由于Cu 的硬度( 37 HB) 高于Au( 18 HB) 、Ag( 25 HB)的硬度,这使Cu 丝超声键合需要更高的键合力和超声功率,增加了应力引起的键合垫损坏的风险,导致了在键合点容易产生裂痕[43 - 45]。在高温服役( 200 ℃) 下,发现随着时间的延长,Cu /Al 键合界面的扩散增加并形成双层IMC 结构,最终IMC层以CuAl2为主,当高温存储时间达到9 d 后,Cu 丝焊点与IMC 层之间出现微裂纹[46]。在250 ℃的高温老化试验中,随老化时间延长,键合焊点界面生成了大量Cu-Al 金属间化合物,并出现可见的微裂纹和柯肯特尔孔洞; 当老化时间超过49 h 后,焊点处Cu 丝破碎并发生了严重腐蚀[47]。退火前颗粒状的Cu-Al IMC 均匀分布在键合界面,其主要由Cu9Al4以及少量的CuAl2组成; 50 ~ 220 ℃退火Cu 丝超声键合焊点后靠近Cu 侧为Cu9Al4,远离Cu 侧为CuAl[48]2 。Cu 丝超声键合焊点在长期湿热环境下Cu 丝键合界面无明显的腐蚀,界面IMC 生长速率较慢[49]。研究Cu 丝、Au 丝超声键合后器件性能的差异发现,在5. 7 × 105A/cm2 的电流密度下,Cu 丝键合具有较慢的热扩散和较小的EM 通量,因而Cu 丝键合寿命( 1 032 h) 远高于Au 丝( 119 h) ,同时发现Cu丝键合可缩小键合距离,提高芯片散热性以及可靠性[50]。对于Cu丝超声键合而言,一方面其成本价格较低,电学性能、热学性能优良,机械性能较高,是替代传统键合丝的最佳材料; 另一方面,Cu 丝键合器件在高温服役环境下,键合界面的IMC 演变较慢,从而具有更高的力学性能以及高温可靠性,适用于更严苛的服役环境。
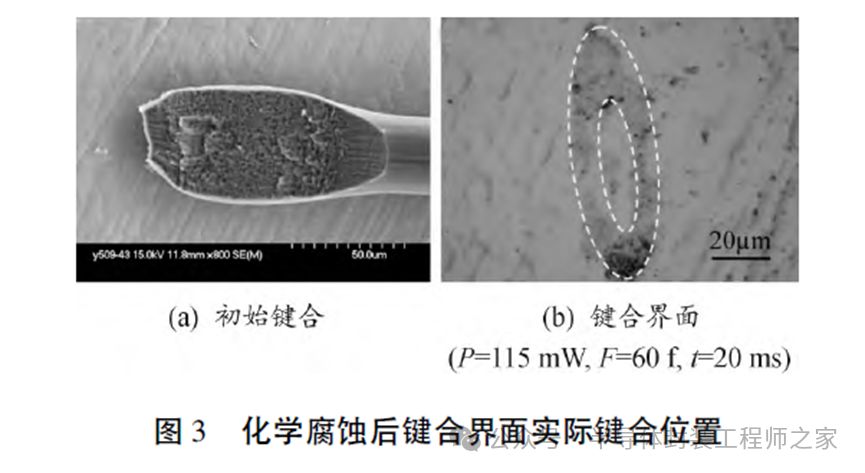
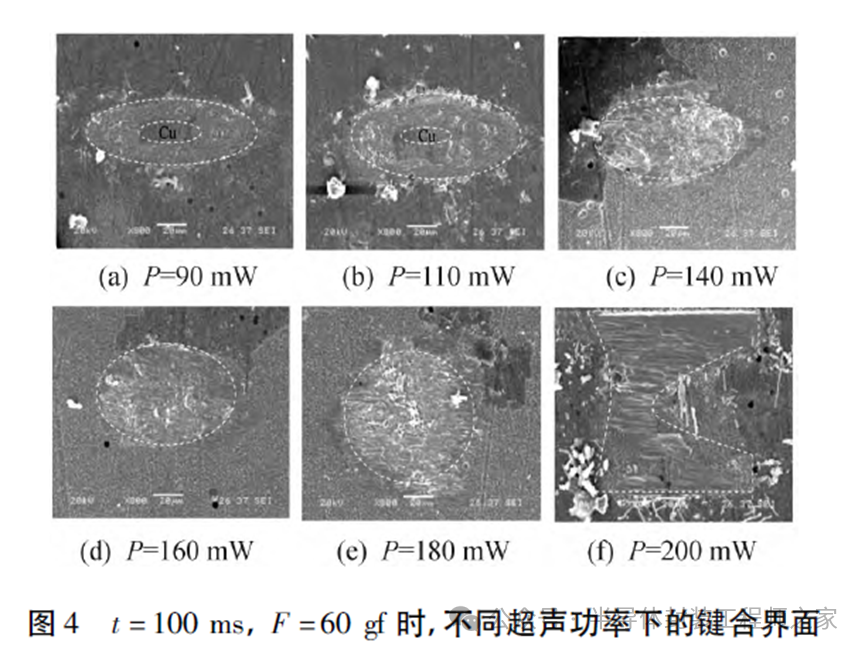
Cu 丝因易氧化、硬度较大,超声键合时需较大的超声能量以键合压力,易引起芯片损伤。而Al 丝键合材料成本低,质地软,封装效果可媲美Cu 丝、Au 丝,也是现今主要运用的超声键合材料。Al 丝与Au /Ni /Cu 金属化的板上芯片封装( COB) 基板的超声键合发现,界面楔形连接机制由超声频率与晶格振动频率的差异导致,超声振动破膜、加速元素扩散以及驱动金属软化是实现低温快速互连的基础[51]。Al-Au /Ni /Cu 超声键合时,初始键合界面存在与超声振动方向平行的变形痕迹,边缘处键合界面呈壳状,如图3 所示[52]。当功率为140 mW 时,整体键合界面形状发展为圆形,在功率过大的情况下断开键合线,焊盘界面上只留下了楔板被压过的痕迹,如图4 所示[52]。采用有限元法对粗Al 丝( 300 μm) 超声键合数值模拟,发现焊盘上最大应力出现在楔形区边缘处,合适的超声工艺参数可以使丝材内部的应力分布趋于均匀,有利于键合接头的形成[53]。此外,超声Al 丝键合中还存在自清洁效应,Al 丝表面的Al2O3在超声作用下发生分离,随着振动循环的进行,这些分离的氧化物从薄片研磨成小颗粒; 小的氧化物颗粒被传输到外围接触区,当存在金属飞溅时,将促进大量氧化物的流出; 振动在分离、研磨、渗透和氧化物流动中起重要作用; 而塑性变形引起的材料流动对于通过推动从衬底去除氧化物更为关键[54]。常温下的超声作用引起Al 材的延长,与热作用下Al 的延长比较表明二者具有相似性,因而超声能产生与热作用等量的变形,从而实现互连[55]。有学者进行Al 丝和Au /Ni /Cu 焊盘系统的超声键合,在超声与压力作用下,键合Al 丝软化并发生塑性流动,加速键合扩散互连,但是键合点上表面凸凹不平,引线内部存在微裂纹或孔洞,键合点根部裂纹是造成键合点低强度的重要原因[56]。
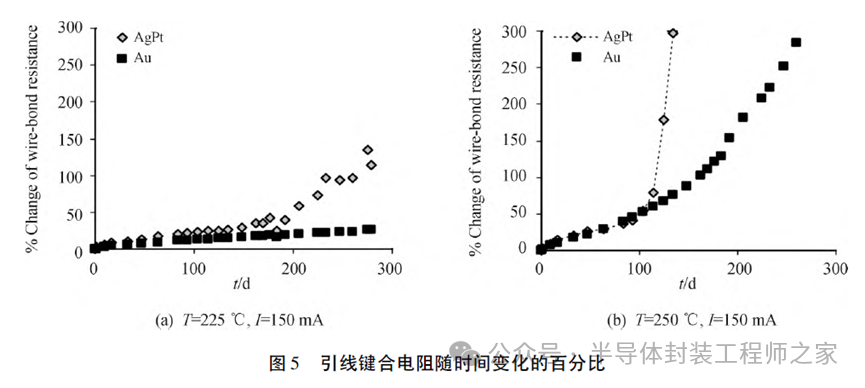
Al 丝可靠性方面,在高频超声Al-Au键合时, 100 kHz 的键合效果比60 kHz 具有显著优势,2 种频率的键合接头150 ℃下老化120 h 后强度显著增加,具有较高可靠性,但仍存在显著差异[57]。在392 mN 的压力下加载120 mW 的超声30 ms 制备一系列Al-Au 超声键合接头,进行200 ℃时效发现界面在键合完毕后生成Au2Al 薄层,随时效时间增加结合处生成了AuAl2,易导致键合失效[58]。Al /Au 和Al /Ag-Pb 焊点经过250 ℃热老化,Al-Au 界面多孔并带有紫色金属间化合物,力学强度较差; Al-Ag-Pb 界面没有空隙,但沿着金属丝脚的边缘有开裂的迹象; 热老化进程中2 种键合焊点电阻均增加,Al-Ag-Pb 在150 d 后发生电气断路,如图5 所示; 在同一条件下,Al 丝键合的压降比Cu 丝键合更高,但浪涌耐受能力更低[59]。Al 丝超声键合焊点分别进行高温高湿试验( 85 ± 3 ℃、85 ± 3 RH) 和热冲击试验( - 40 ~ 125 ℃) ,经1 000次热冲击试验的焊点粘结强度下降速率是1 000 h 高温高湿试验的10 倍;焊点键合层裂纹产生于Al 丝与硅片表面金属化层的界面处,并沿着界面扩展[60]。2 种直径( 250、380 μm) 的Al 丝超声键合后温度( - 55 ~ 150 ℃) 冲击500次循环时,金铝化合物与Ni镀层之间出现裂纹并在温度冲击下扩展,2种Al 丝键合强度均下降, 380 μm 铝丝下降更严重,出现了大量脱键失效现象[61]。
1. 2 块体母材直接超声键合
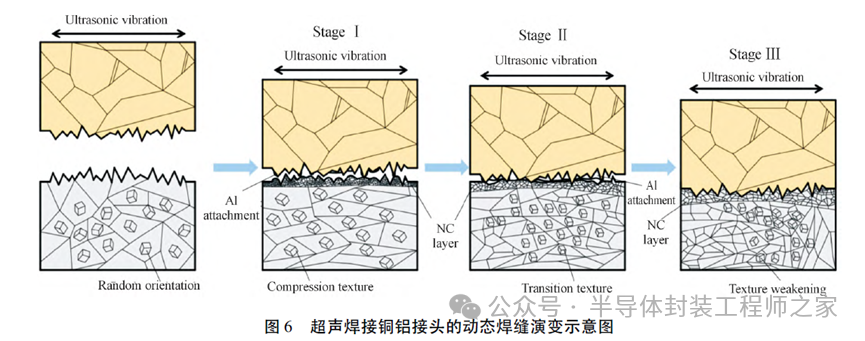
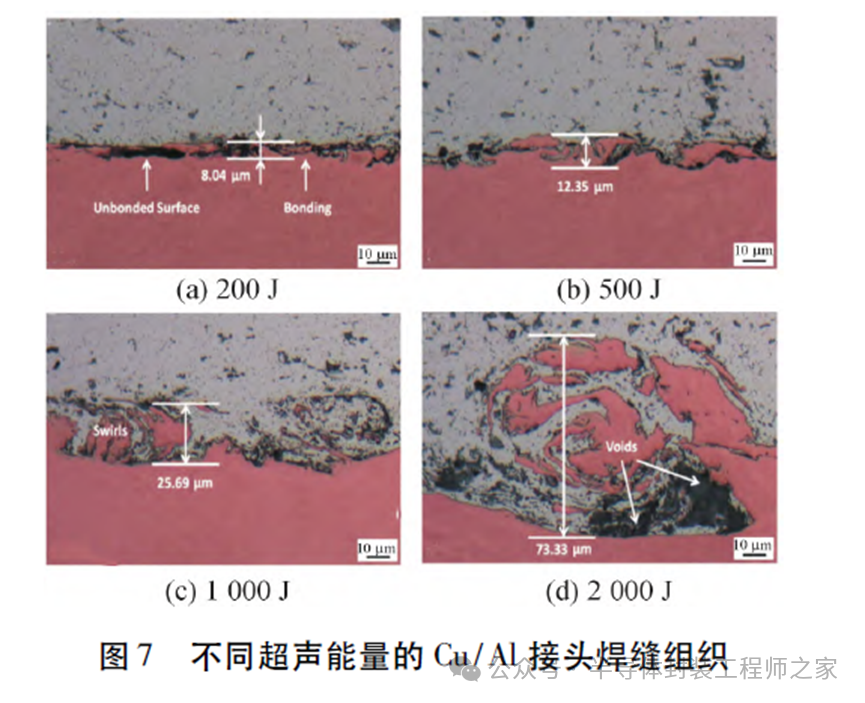
除了微米级键合丝与芯片焊盘之间的超声键合外,还有大尺寸块体母材间的直接超声键合。采用4 kW 超声焊机以20 kHz 的频率、55 μm 的振幅、45 psi 的焊接压力和100~400 J的焊接能量实现了Cu /Al 异材的互连,其动态焊接演变示意图如图6 所示,研究发现超声波的作用使2 种材料界面处持续摩擦,导致Al 侧发生严重的塑性变形导致材料开裂,并附着于Cu 表面; 当Cu 元素完全进入到Al 基体中时,在Cu /Al界面上实现了较强的互连[62]。由于低能量时仅在键合界面处形成分散的微焊缝,而过高的超声能量下更容易产生IMC 和空洞等缺陷,Cu /Al 超声波焊接接头强度随着焊接能量的增加呈现先增加后减小的趋势( 图7) 。同时,失效模式从界面脱粘到熔核拔出,再回到解理失效[63]。
在高功率的Cu /Al 超声焊接过程中,接头界面处Al 侧发生了塑性变形和动态再结晶,由于剧烈的塑性变形产生了大量的大角度晶界、高密度的空位和位错,从而导致原子的快速扩散,加速了CuAl2 IMC 的形成与生长[64]。而随着焊接振幅升高,Cu、Al 母材间的摩擦加剧,使界面温度也随之高,这不仅促进了工件的塑性变形,还增强了界面原子间扩散,使IMC 层分布更加均匀,最终促进形成较高质量的Cu /Al 接头[65]。因而在一定范围内,功率或频率的增加都能够提高接头质量,但都会引起母材的塑性变形加剧,需要对超声工艺加以控制。
1. 3 母材/焊料/母材三体超声固相键合
当在焊缝中施以固态焊料时,就变成母材/焊料/母材三体之间的相互作用。当采用固体颗粒焊料时,超声的高能量使焊料颗粒之间、焊料颗粒与母材之间发生剧烈碰撞,不仅加速了焊料与母材表面氧化膜的破除,还提高了焊缝温度,促进焊料间的界面反应。
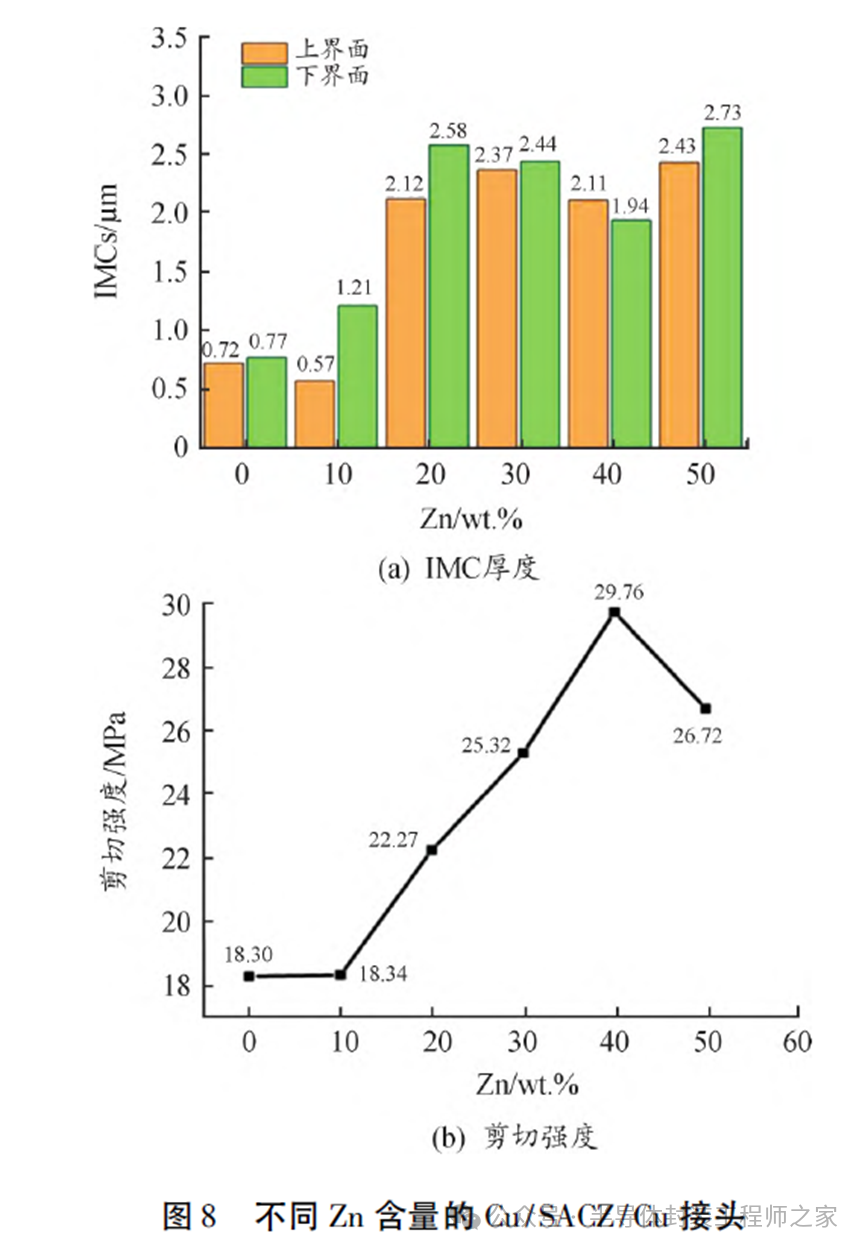
采用SAC0307 + xZ n 混合颗粒为焊料,在180 ℃下加载超声5 s 时Cu /焊料界面形成了光滑连续的Cu5Zn8 IMC; 当Zn 含量为40wt. %时,接头剪切强度达到最大值,随着易氧化的Zn 含量继续增加,接头强度降低( 图8 ) [66 - 67]。Cu /SAC0307 + 40% Zn /Cu 接头在125 ℃的时效过程中表现出了优异的性能,随着时效时间的延长,接头剪切强度呈现先增加后减小趋势,在24 h 后趋于稳定( 32. 74 MPa) 。而在150 ℃时效过程中,接头中的Zn 颗粒氧化加剧导致接头的剪切强度快速下降,时效24 h 时接头强度仅为18. 02 MPa[68]。
超声固相键合在电子封装中已是非常成熟的工艺,在键合过程中通常伴有超声破膜、超声软化以及超声振动引起的摩擦生热和互连材料的扩散,从而实现封装材料的超声互连。已有学者对超声固相键合过程的瞬态温度特性、键合点形态和界面金属特征做出了研究,但其固相连接机理、超声微滑移机制以及超声软化机制仍然是超声键合的研究重点。
2 超声液相互连进展
2. 1 超声钎焊
超声作用于液态金属时,液体中的微小气泡( 空化核) 在声波负压相阶段发生迅速长大,并不断积聚超声能量。在后续的声波正压相中,空化泡快速闭合、崩溃,释放声场能量,在极小的空间产生瞬时的高温高压,并引起液态金属的剧烈扰动,即为空化效应。超声钎焊利用超声所产生的空化效应,不仅有利于破除氧化膜,促进钎料铺展、渗透,还能通过液态金属的扰动增大钎料与母材之间的摩擦,增加钎料原子对母材高速撞击,加快元素之间的扩散[69 - 70]。因而超声钎焊可实现电子封装金属材料在相对较低温度下的高可靠互连。在电子封装互连中,超声钎焊的发展方向是实现常用导热导电性能较好的Cu 基材料、Al 基材料,以及Cu /Al 异质材料的低温、高可靠封装互连。
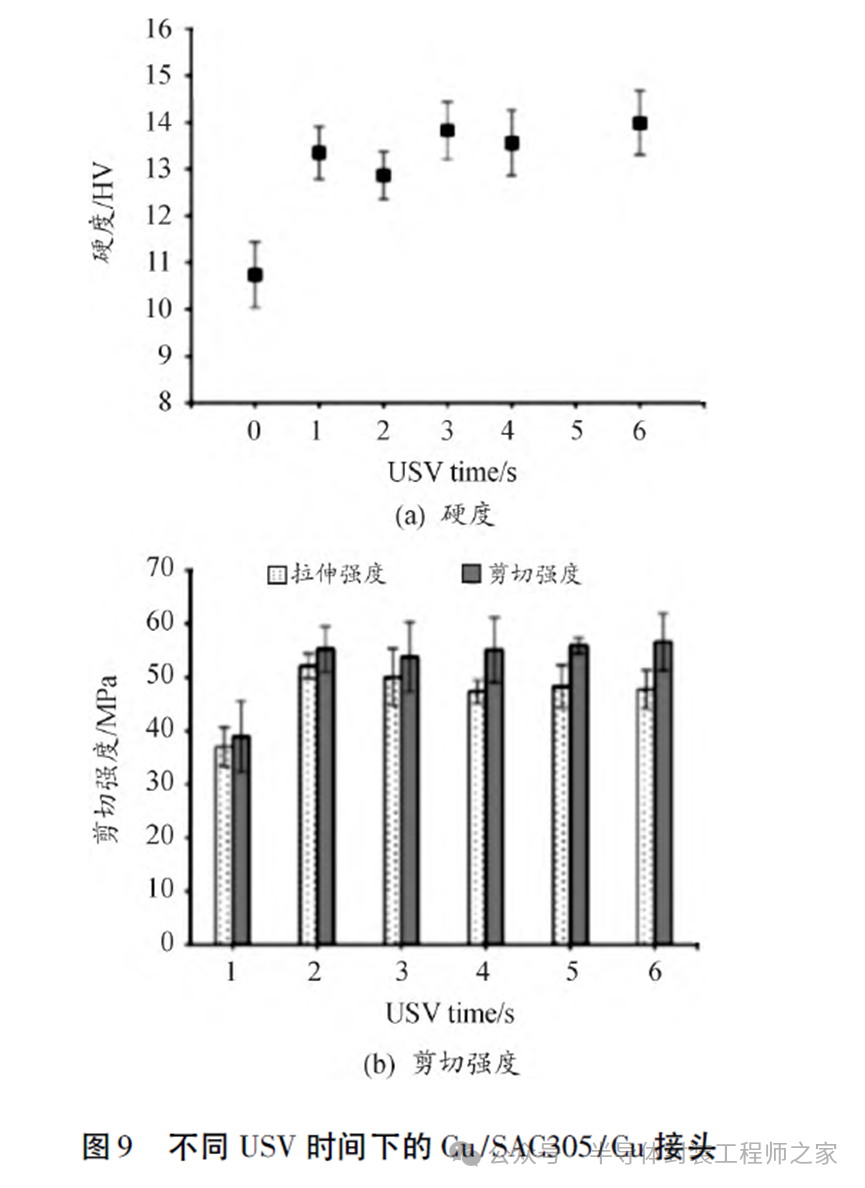
在Cu 基材料互连方面,具有优异抗蠕变性能的Sn-Ag-Cu 焊料是其常用的互连材料,超声能量的加入不仅可以破碎表面氧化膜,促进母材连接,还可以细化晶粒组织,缩小焊接孔洞。如290 ℃ 下进行SAC305 /Cu、SAC305 /Cu-50Co 超声互连中( 20 kHz、500 W) ,超声振动的能量被传递到焊点,液- 固冶金反应过程中引起空化和声流效应细化了IMC;SAC305 /Cu 焊点保持经典的Cu6 Sn5 + Cu3 Sn 扇形界面,而SAC305 /Cu-50Co 焊点形成( Cu,Co)6 Sn5和( Co,Cu) Sn3锯齿状界面,Cu6 Sn5和( Cu,Co)6 Sn5都不同程度地破碎,以游离态存在于钎料中,而Cu3 Sn、( Co,Cu) Sn3稳定的存在焊料/基板界面[71]。在260 ℃ 的Cu /SAC305 /Cu 超声( 20 kHz、196 W) 互连中,SAC305 /Cu 界面的Cu6 Sn5 + Cu3 Sn IMC 随着超声时间( 0 ~ 6 s) 的增加发生破碎剥离,导致IMC 厚度逐渐减小,而接头硬度、强度随着超声时间的增加呈上升趋势( 图9) [72]。经过不同时间( 400、800 ms) 的超声( 20 kHz、500 W) 处理后,2种Cu /SAC305 /Cu 接头在150 ℃等温老化后的断裂面和失效位置显示出相似的特征; 随着老化时间的延长,接头的拉伸和剪切强度略有降低[73]。
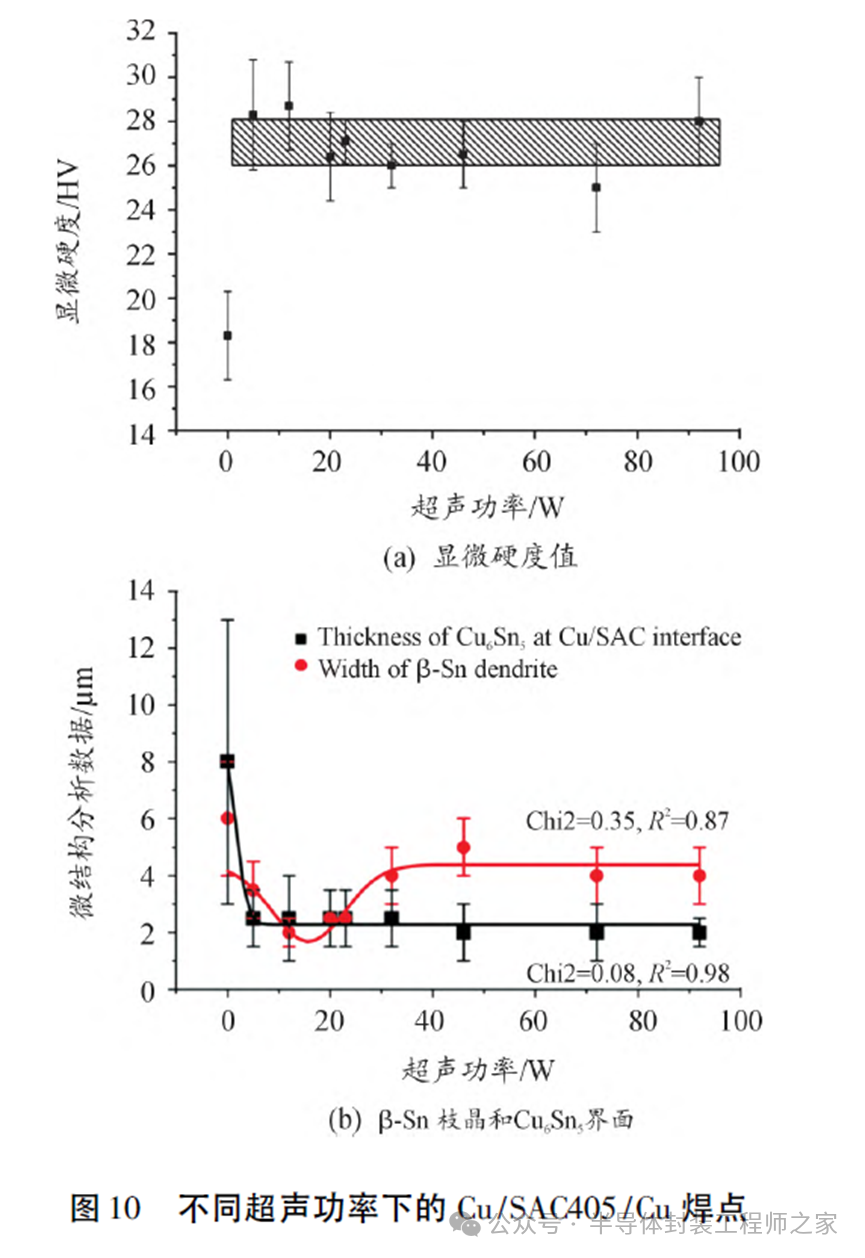
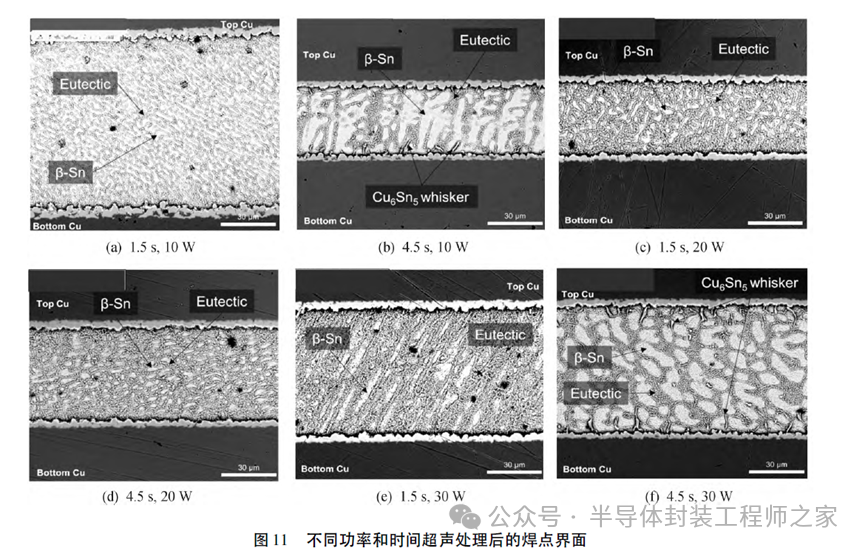
在频率为40 kHz 的超声辅助互连中,Cu /SAC405 /Cu 接头随着超声功率( 0 ~ 46 W) 的增加,界面处Cu6 Sn5发生侵蚀,导致焊料中针状结构的生长, IMC 相与共晶结构的细化及焊料基体中的β-Sn 枝晶的生长导致焊料硬度提高了57%,如图10 所示[74]。在超声频率进一步提高至55 ± 1kHz 后,超声辅助回流焊制备Cu /SAC305 /Cu 接头时,焊料基体微观组织在超声时间为1. 5 s 时得到细化,接头硬度增加。然而,当超声时间达到3 s 及以上时,基体微观组织会发生粗化从而导致接头硬度降低,如图11 所示[75]。
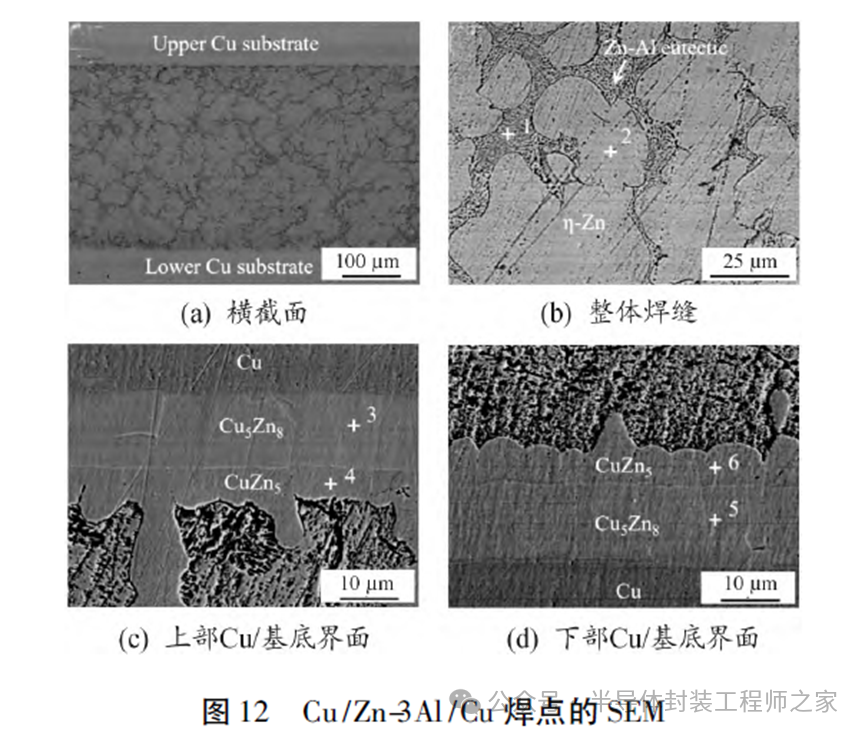
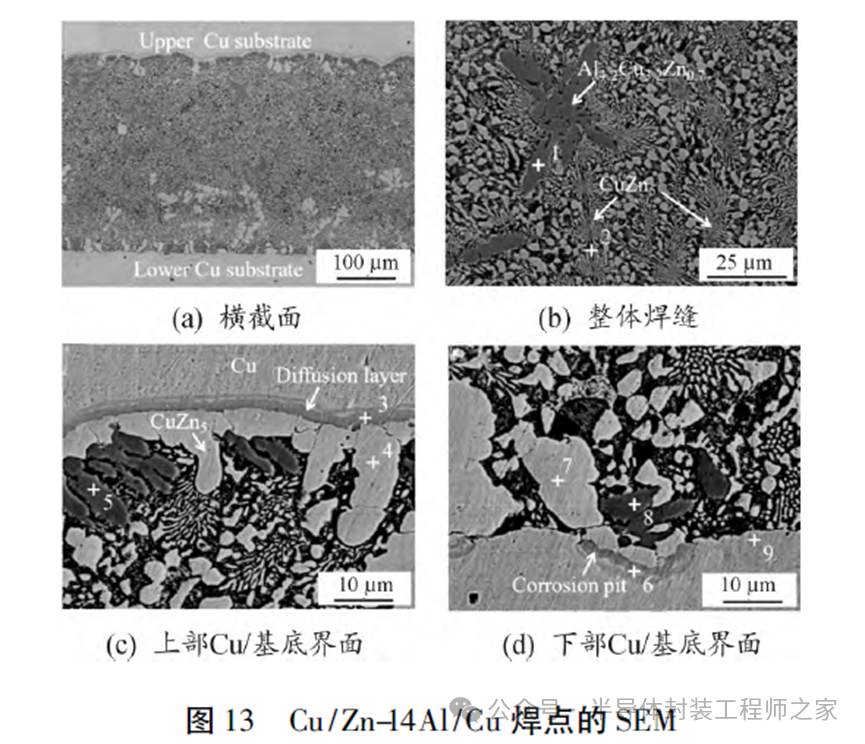
在使用其他焊料进行Cu /Cu 互连时加入超声辅助同样有着优化接头组织结构并提高接头性能的作用。如450 ℃下的Cu /Zn - Al /Cu 互连中施加频率为28. 8 kHz、功率为270 W 的超声,Cu 侧界面生成了扇贝状CuZn5和扁平状Cu5Zn8,厚度分别为8. 7 ~ 12. 9 μm 和13. 7 ~ 16. 9 μm,如图12—图13 所示; 超声时间为4 s 时,接头剪切强度最大达37. 9 MPa,随后剪切强度随超声时间( 4 ~ 15 s) 的延长有所下降[76]。在240 ℃下的Cu /Sn3. 5Ag /Cu 互连中施加频率为40 kHz、振幅为15 μm 的超声,超声空化效应产生的高压导致焊点的上界面金属间化合物( IMCs) 剥离变薄,上侧铜柱中的铜原子更容易进入焊点,固液界面处Cu 原子的化学势梯度始终保持在较高的水平,从而使底部化合物趋于增加;同时,焊点的剪切强度随着功率的增加而增加,在30 W 时焊点剪切强度达到42. 8 MPa; 但过大功率会导致焊点缺陷相对较大,使强度明显下降[77]。
Cu 基材料的钎焊互连,通常以SAC 系列合金为焊料,超声加载可促进钎料铺展、渗透,并通过声流效应增大钎料与母材之间的摩擦,在超声振动下,大量钎料原子对母材高速撞击,加快元素之间的扩散,从而实现低温互连[78]。相较于Cu 基材料而言,Al 基材料的使用在电子封装中同样不可避免,且Al 基材料成本更低,材料源丰富,在特定方面可以取代Cu 材的使用。
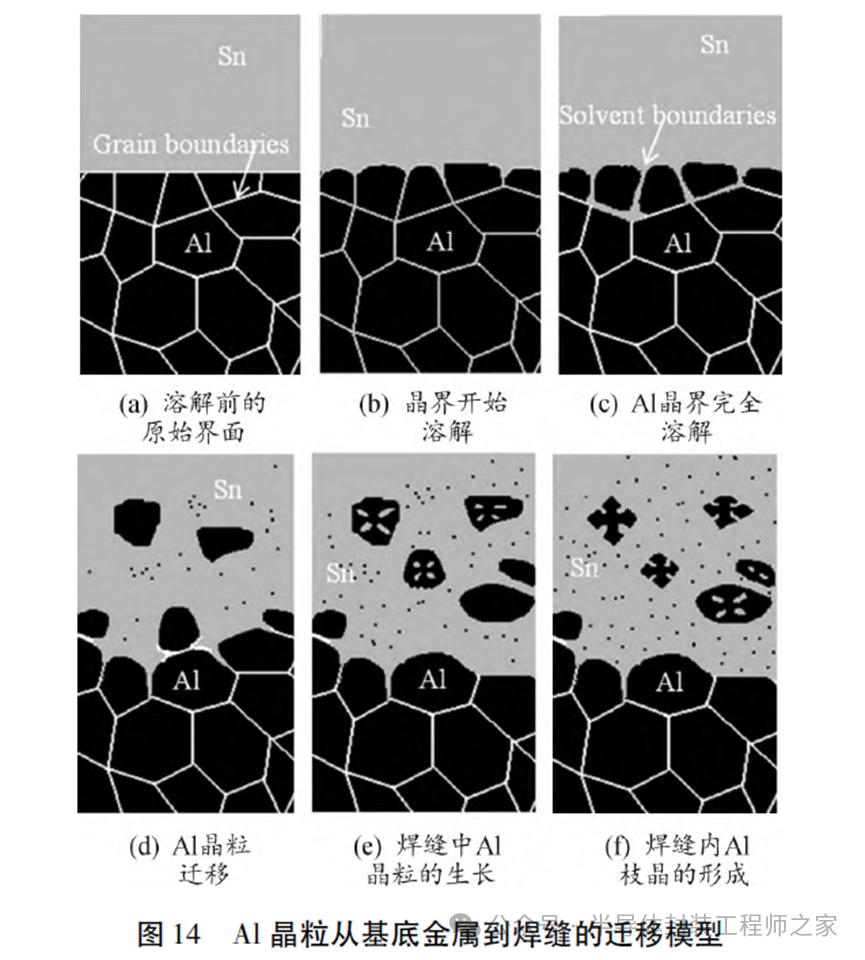
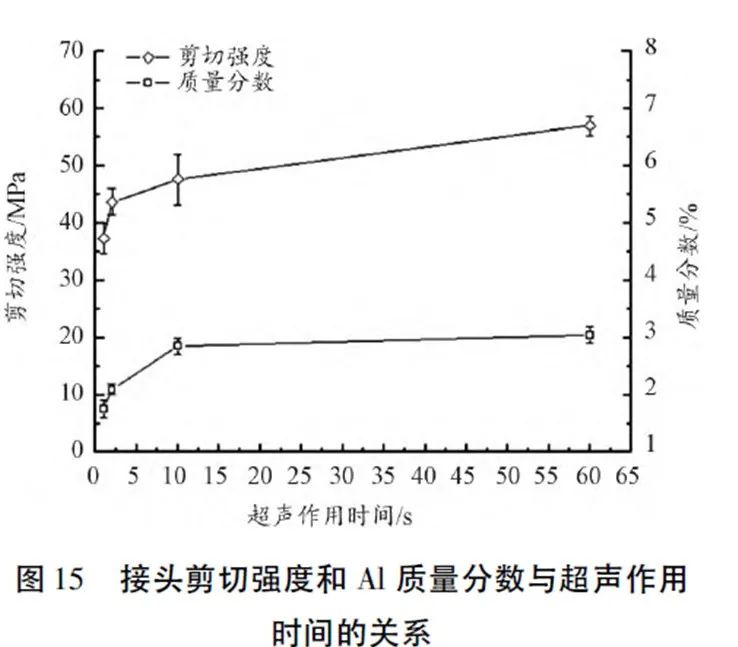
在Al 基材料超声钎焊时,焊料内部的空化气泡发生溃灭可以产生高温、高压和极大的泡壁速度,有利于Al 基板表面氧化膜的去除。以Sn 为填充金属,在300 ℃下施加频率、功率、振幅分别为20 kHz、200 W、9. 5 μm 的超声,超声使2024 Al 接头中的Al 枝晶从母材迁移至焊缝,Sn 焊料/Al界面处Al 基板中晶界的优先溶解,随后游离的Al 晶粒在超声振动下向钎料中迁移,不同超声时间下的接头强度得以提升,最大剪切强度接近60 MPa,如图14—图15 所示[79]。采用Sn-9Zn 为填充金属时,在200 ℃下的7075Al 合金超声互连中产生了直径为10 μm 的空化泡,在其溃灭过程中接头局部液速高达7 653 m/s,温度超过1 800 K,压力为4 × 1012 Pa;最终形成了粗/细相间的Sn-Zn 共晶焊缝,使接头剪切强度达到65. 4 MPa,硬度最大为29. 5 HV[80]。同样以Sn-Zn 钎料为填充金属,在400 ℃、0. 36 MPa、20 kHz 的超声下进行Al /Al 超声钎焊,母材在焊接过程因空蚀而进入焊缝,空蚀程度随Zn 含量的增加而增大,其中Al /Sn-30Zn /Al 焊缝中分布着密集且细小的Al 颗粒,此时达到最大剪切强度66.4 MPa[81]。
纯Zn 为填充金属时,在0. 36 MPa 的压力下采用超声钎焊工艺( 440 ℃、666. 7 W、20 kHz) 能够实现Al /Al 接头互连,剧烈的空化效应导致Al 基板表面发生侵蚀,接头中的Al 含量达到17. 3%~ 24. 5%,Zn 晶粒在超声作用下发生细化,并且随着接头搭接间隙的减小而变得更加显著,接头剪切强度在间隙为0. 4 mm 时达到最大值145. 1 MPa[82]。Zn-Al 焊料为填充金属时,Al /Zn-3Al /Al 接头在420 ℃下的超声钎焊过程中首先在边角处发生冶金结合,随着超声时间的延长或功率的增加,结合区域逐步向接头的中心漫延,当超声功率和时间超过210 W、2 s 时,达到最优焊合率,焊缝主要由Zn-Al共晶相和α-Al 相组成[83]。Zn - Al 系合金为填充金属时,互连温度较高,通常在420 ℃左右才能保持较高的接头性能,而超声加载不仅能够破坏表面氧化膜,提高焊料的润湿性外,还能提供实现高可靠性互连所需的能量,从而降低互连温度,实现快速、高质量的互连。
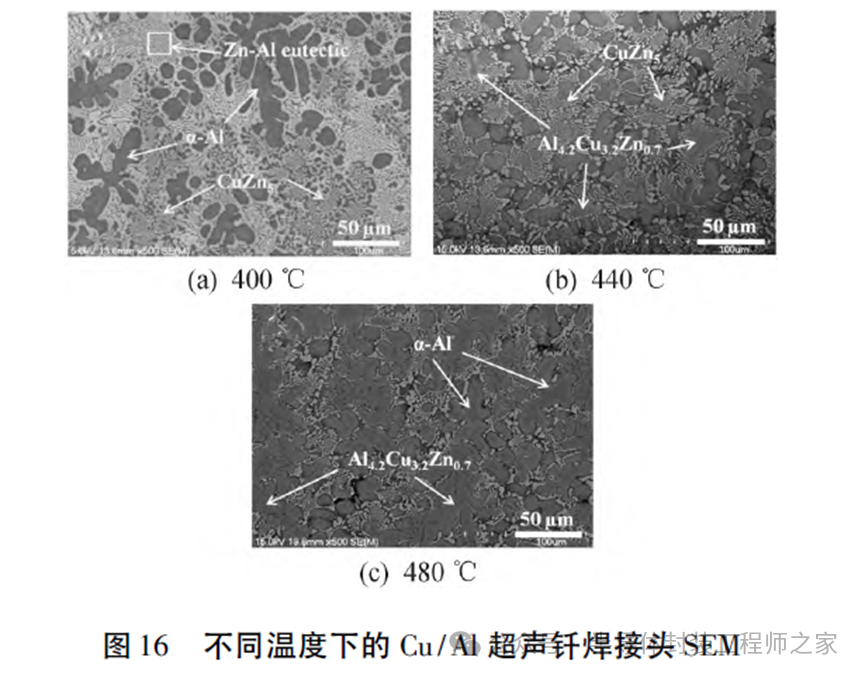
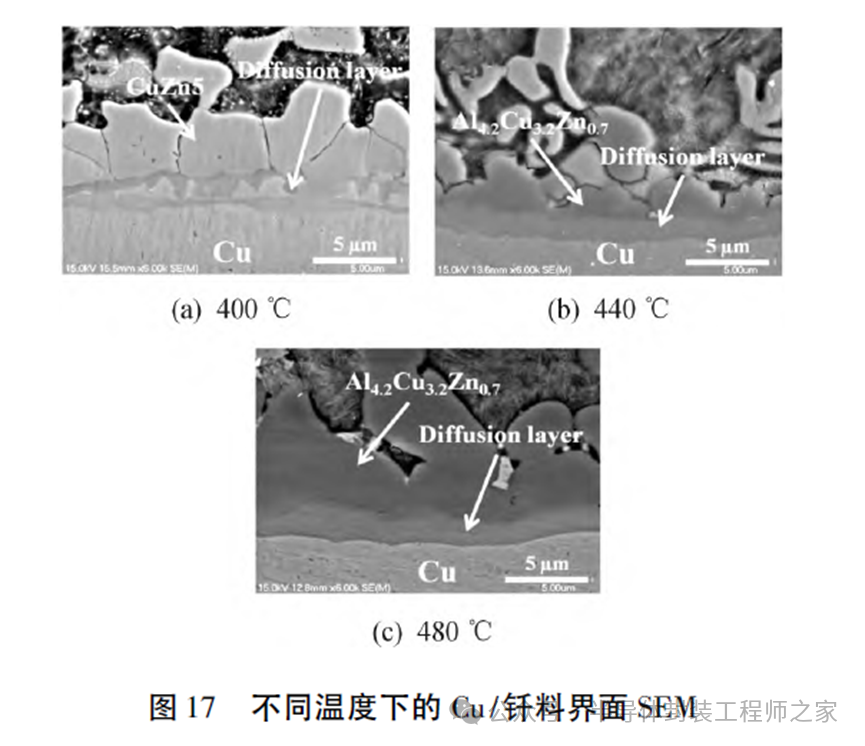
为进一步提高电子封装互连效率并迎合电子封装技术的发展,Cu /Al 异材互连从材料性能,及电性能方面都是封装技术发展的重要方向。Cu /Al 异材超声钎焊过程中,Sn-Zn焊料和Zn-Al 焊料是其常用的填充材料,在以Sn-Zn 系列钎料作为填充材料时,Al 侧界面总是通过固溶结合,且Zn 易在Al 侧发生聚集[84]。Cu /Sn-9Zn /Al 接头在进行250 ℃、20 kHz超声钎焊时,Al 原子不断由Al 基板向钎料中发生溶解,这使Cu 侧界面由Cu5Zn8 IMC 转变为Al4. 2Cu3. 2Zn0. 7共晶相,随着超声时间由2 s 延长至60 s,Al4. 2 Cu3. 2 Zn0. 7厚度由1 μm增加至20 μm,钎料中的Al 含量达到7. 85wt. %,显著高于250 ℃下Al 在Sn 中的溶解度,接头剪切强度由77 MPa下降至39 MPa[85]。Cu /Sn-9Zn /Al 接头经300 ℃、300 W 超声钎焊后的焊缝组织主要由β-Sn 相和针状富Zn 相组成,并且未发现Cu-Sn 金属间化合物,焊缝组织硬度与Al 侧较为接近[86]。在以Zn-3Al 为焊料进行400℃、20 kHz、960 W 的Cu /Al 超声钎焊时,钎料组织由α-Al 相、CuZn5相和Zn-Al 共晶相组成,Cu侧界面发现了连续的Cu5Zn8 IMC,当钎焊温度升高至440℃ 后,钎料组织和界面的Cu5Zn8 IMC 转变为Al4. 2Cu3. 2Zn0. 7共晶相( 图16、图17[87] ) ,典型的锯齿状Al4. 2Cu3. 2Zn0. 7提高了界面层的可靠性,接头剪切强度达到最大值( 78. 93 MPa) [87]。Zn-14Al为钎料在400 ℃下进行Cu /Al 异材超声互连时,加载超声1 s 后接头中只含固溶体,接头强度较高; 当超声时间达到2 s 及以上,接头中出现了Cu5Zn2Al3和CuAl2金属间化合物,并由于裂纹和气孔的产生而导致接头强度下降[88]。
超声的“空化效应”以及“声流效应”可实现材料在400 ℃左右的高强度的Cu /Al 异质连接。在超声的作用下,接头中IMC 形貌、厚度以及机械强度有着显著变化,可通过调整超声频率、功率和时间以及基于所用母材选择不同成分焊料从而达到金属材料的低温、高可靠互连,在电子封装制造中具有极为可观的应用前景。
2. 2 超声瞬态液相扩散焊
超声瞬态液相扩散焊( U-TLP) 是在瞬态液相扩散焊( TLP) 过程中加入超声辅助进行材料的互连,利用超声的“空化效应”以及“声流效应”可破碎母材表面氧化物等,促进界面IMC 的形成,在短时间内实现对母材的快速、高机械强度连接[89 - 91],可完全归属于超声液态互连。
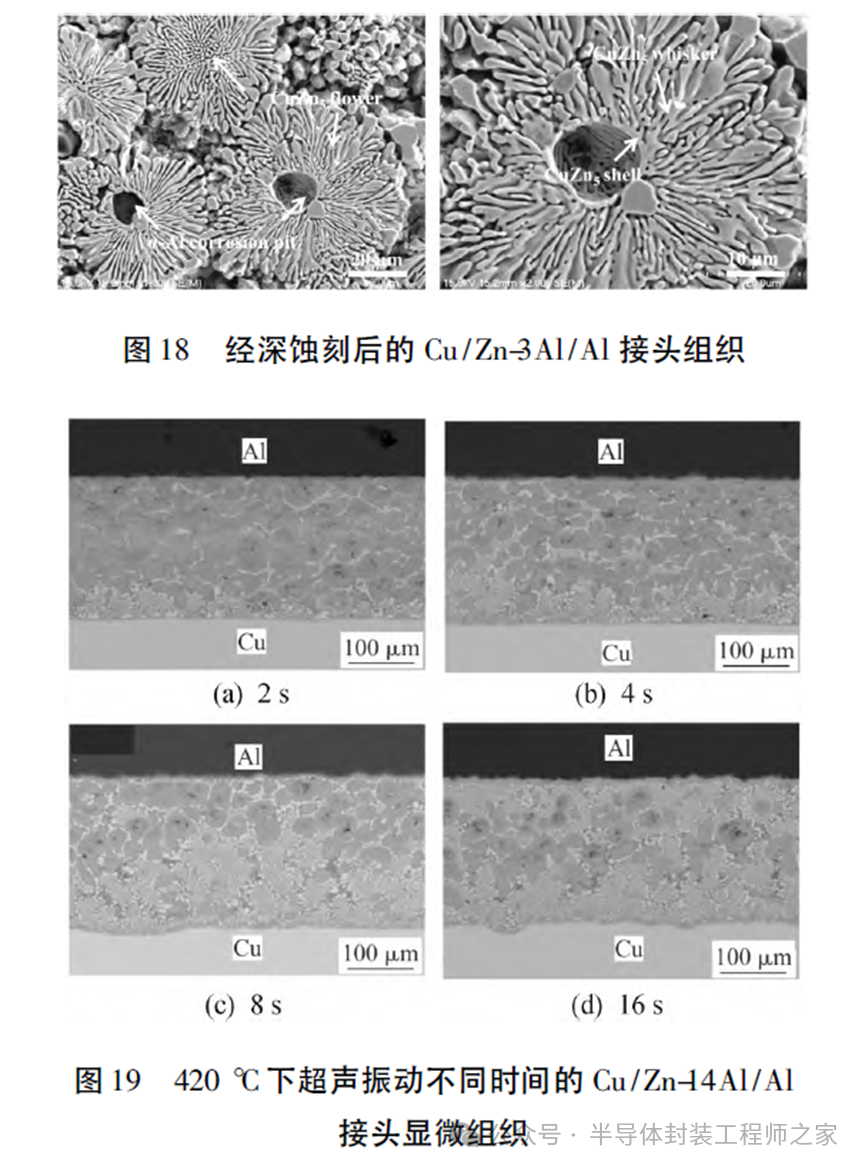
超声波在液相中形成的空化效应能够有效去除Al 基板表面的氧化膜,促进界面润湿及元素扩散,以实现高质量的Al /Al 和Cu /Al U-TLP 连接[92]。采用Zn-15Al 钎料在450℃下实现6061 Al 合金的U-TLP( 500 W、20 kHz、0. 15 MPa) 互连,当超声时间较短时,层间残余液相会降低接头强度,而较长的超声波时间会促进接头组织的均匀化; 随着超声时间从5 s 增加到60 s,接头的剪切强度增加,并且所有接头都在层间断裂[93]。采用Zn-3Al 共晶为焊料对Cu /Al 接头进行420 ℃的U-TLP 互连时,在超声对基体金属的侵蚀和超声细化晶粒的综合作用下,接头组织中生成了花状的CuZn5,其内核为α-Al 相( 图18) ,这样的结构使其硬度与未加超声的接头相比增加了26. 17%[94]。Cu /Zn-14Al /Al 接头在420 ℃的U-TLP 互连中,随着超声时间的延长,焊缝中的α-Al 相减少,Zn-Al 相和CuZn5相增多,Cu /焊料界面由CuZn5相逐步转变为Al4. 2Cu3. 2Zn0. 7相( 图19) ,在超声加载8 s 时接头获得了最佳的剪切强度( 82. 6 MPa) [95]。
超声瞬态液相扩散焊运用于电子封装中Al 合金互连及Cu /Al 异质互连,目前仍存在互连温度较高的问题,因而运用相对较少,更多用于Cu 材的低温、高可靠互连。其中Cu /IMC/Cu 焊点具有“低温制备,高温服役”的优良特性,但采用传统TLP 工艺形成全IMC 焊点的时间较长[96]。超声波的空化效应能够促进焊料在母材上的铺展与润湿,加速焊料和焊料之间以及焊料和母材之间的原子扩散,从而提高全IMCs 焊点的制备效率[96]。
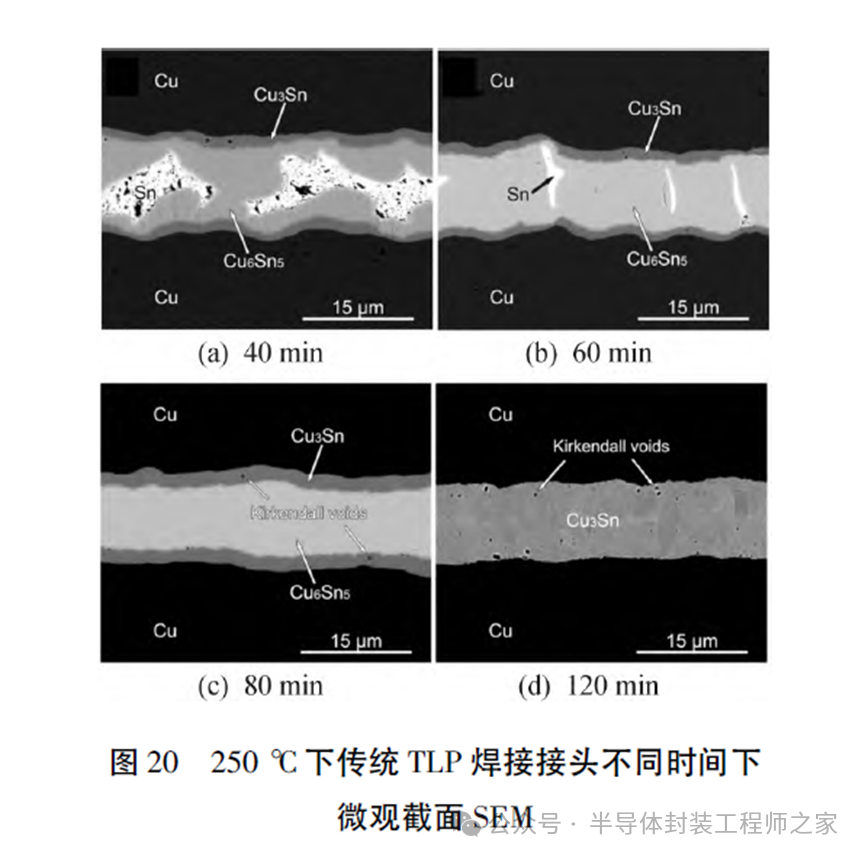
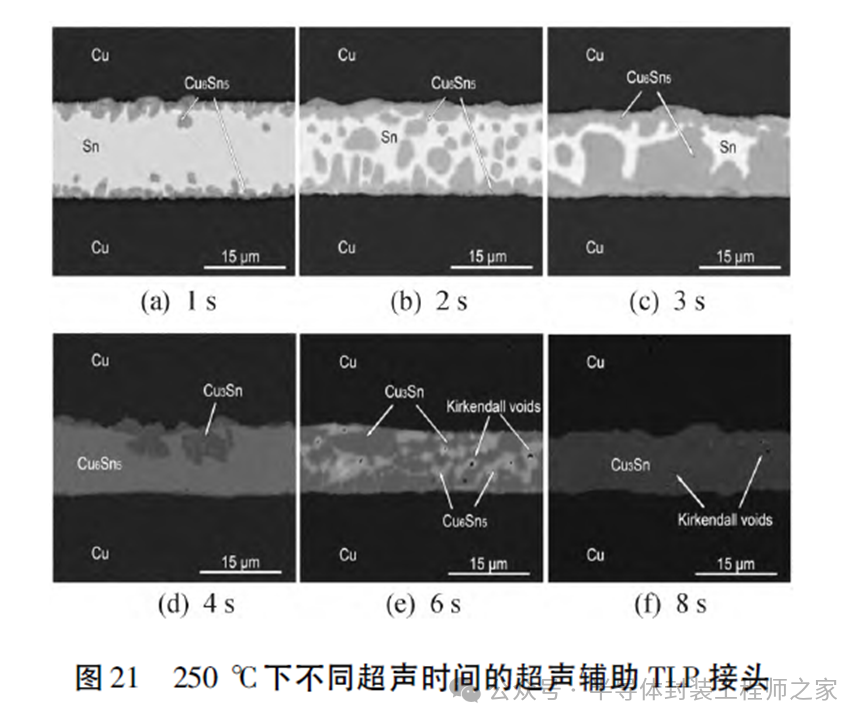
Cu /Sn /Cu 结构在250 ℃、0. 2 MPa 的条件下加载20kHz、300 W 的超声辅助下2 ~ 8 s,便能形成与250 ℃真空回流炉40 ~ 120 min 性能相当的Cu6 Sn5 + Cu3 Sn 或Cu3 Sn IMC接头,满足功率器件在高温条件下使用[97]。这归因于Cu /Sn /Cu 接头在超声瞬态液相扩散焊中,超声波的声空化效应和声流效应促进液态Sn的流动,加速Cu 原子在Cu6 Sn5表面的吸附,扩散通量JR和JGB增大,从而导致IMC 快速生长,使全Cu3 Sn 焊点形成时间由传统TLP 的600 min 骤减至100 s[98]。此外,不同传统TLP 键合时Cu /Sn 固液界面处Cu6 Sn5呈界面生长,U-TLP 接头中的Cu6 Sn5不仅在Cu /Sn固液界面处不断生成,还在Sn 层中依靠自身的结构起伏和能量起伏而不断发生均质形核生长,形核率的提高进一步缩短了键合时间。这使20 μmSn 箔在250 ℃下的U-TLP ( 350 W、20 kHz、0. 5 MPa) 的键合中,Cu6Sn5 + Cu3Sn 全IMC 接头形成的时间由80 min 缩短至4 s,并随超声时间增加,Cu3Sn 不断在Cu6Sn5层中发生均质形核并长大,最终形成由Cu3Sn 组成的全IMC 接头( 图20、图21) ,接头剪切强度达60 MPa[99]。
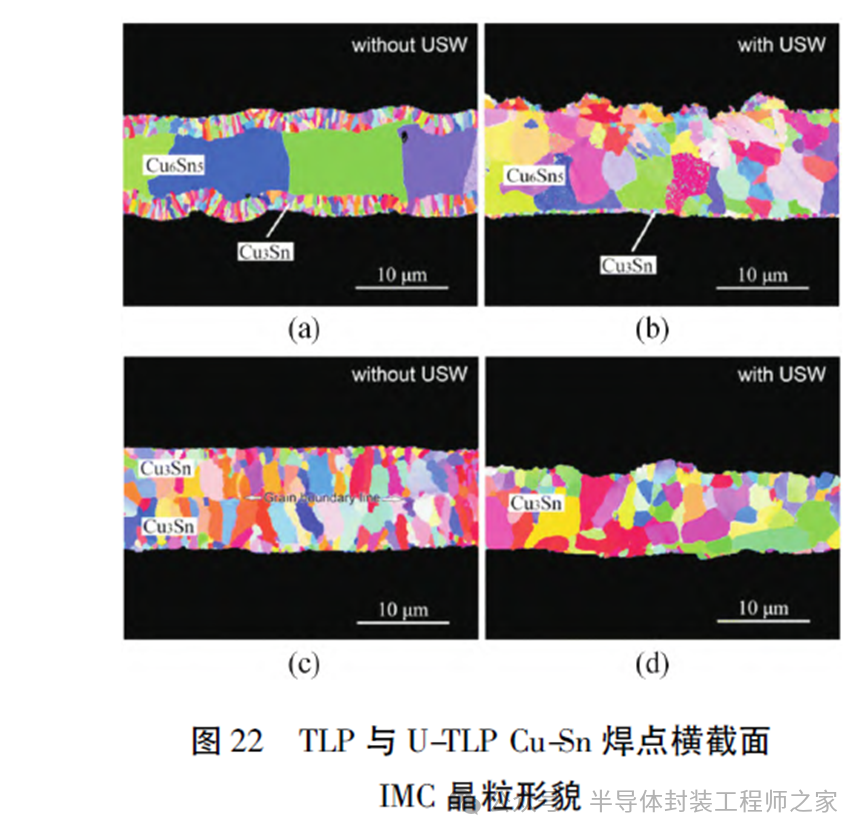
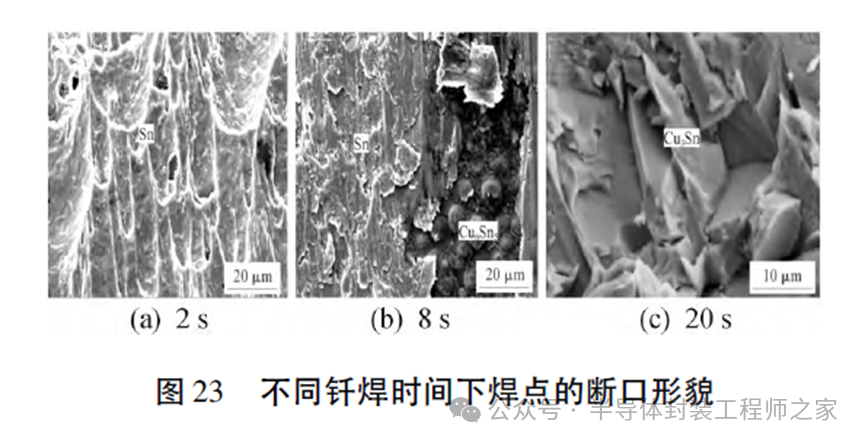
在U-TLP 制备Cu /IMC/Cu焊点过程中,接头中发生非界面性形核提高了Cu6 Sn5 与 Cu3 Sn 的形核率,在随后的冷却阶段会快速形成 IMC ,晶粒来不及长大和合并,从而形成了平均尺寸约为 3 . 5 μ m 的细小等轴晶粒 ( 图 22) ,较小的等轴晶粒产生了细晶强化效应,接头剪切强度达到 60 . 1 MPa ,优于传统 TLP 焊点 ( 30 ~ 50 MPa) 和 Sn 基钎料焊点 ( 20 ~ 30 MPa) 的剪切强度[ 100 ]。 U-TLP( 280 ℃、 600 W 、 20 kHz) 制备的全 IMC 焊点具有优良的组织性能,焊点中 Cu6 Sn5 、 Cu3 Sn 的弹性模量和硬度分别达到 127 . 59 、 6 . 11 GPa 和 129 . 18 、 4. 86 GPa 。 Cu3 Sn 接头剪切强度为 70 . 58 MPa ,断裂方式为 Cu3 Sn 层内部发生沿晶断裂和穿晶断裂 ( 图 23) [ 101 ]。
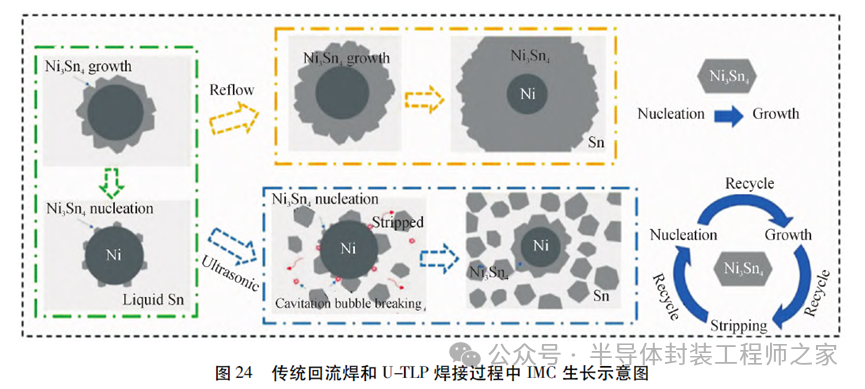
与Sn /Cu 结构相比,Ni3 Sn4是Sn /Ni 体系键合后的唯一反应产物,且其熔点( 794 ℃) 接近电子封装领域的最高温度。此外,Sn 和Ni 的反应速率低于Cu 的反应速率,为了有效地减少Cu 基板向焊料中过渡溶解现象,通常使用Ni 作为Sn 和Cu 之间的扩散阻挡层。但这也导致了Ni-Sn 体系在形成全IMC 焊点的过程中存在键合温度高、键合时间长的问题[102 - 107]。采用U-TLP 工艺能够实现Sn /Ni 结构的快速互连,接头在300 ℃时效72 h 得到全Ni3 Sn4接头,接头剪切强度随Ni 含量的增加先增大后减小,Ni 含量为20% 时剪切强度达到最大值( 67 MPa) [108]。以Sn-Ni 焊膏作为填充材料时,Ni /Ni 接头中液态Sn 在U-TLP工艺( 270 ℃、35 kHz、200 W) 下10 s 内被消耗完毕,形成了Ni3 Sn4 + 残余Ni 颗粒接头,剪切强度达到45. 24 MPa[109]。Ni3 Sn4的快速生成归因于在U-TLP 键合过程中大量液/固界面处的声空化效应使温度升高,从而加速了固/液界面原子扩散和金属间化合物的生长; 并且在超声能量的作用下,Ni3 Sn4形成生长-剥离-再生长的生长机制进一步提高了Sn /Ni 反应速度( 图24) [110]。
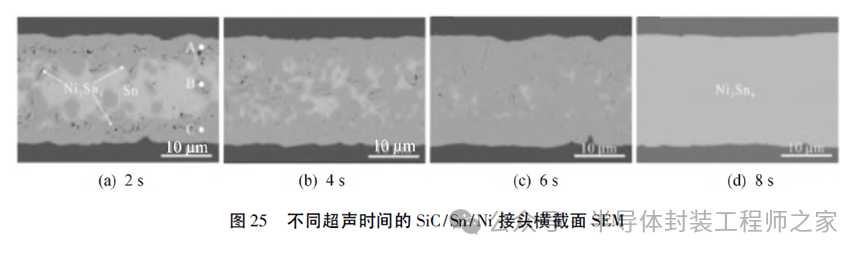
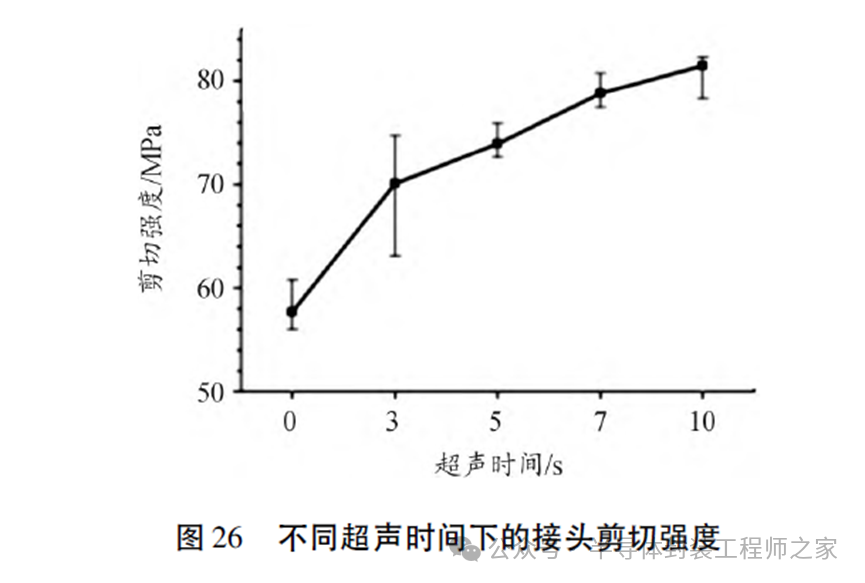
U-TLP 工艺还常用于陶瓷封装的互连,SiC/Sn /Ni 结构在250 ℃下施加频率为20 kHz、功率为600 W 的超声辅助,8 s后接头组织由单一Ni3 Sn4组成(图25) ,接头平均剪切强度为26. 7 MPa,高于传统TLP 接头剪切强度( 22. 6MPa) [111]。在镀Ni 的Al2O3芯片与Cu 基板的TLP 互连中,采用Sn-0. 7Cu 合金作为填充金属,辅以超声振动可在10 s内快速制备( Cu,Ni)6 Sn5的全IMC 接头,接头剪切强度随超声时间增加而增加( 图26) [112]。
超声TLP 在降低互连温度实现低温封装的同时,还能够细化晶粒,使接头强度提高,以维持较高封装可靠性,是第三代半导体芯 片封装互连方法的发展方向。此外,在电子封装行业,超声辅助TLP 工艺可以提高全IMC 接头的形成效率,实现金属/金属、金属/陶瓷以及陶瓷/陶瓷材料的“低温互连,高温服役”。
3 超声固液混合互连进展
3. 1 超声纳米烧结
随着纳米技术的发展,纳米颗粒烧结成为高温封装新的选择,传统烧结技术存在着烧结层空隙较大、热阻较高、烧结压力导致芯片破碎等问题[113 - 117]。超声引入到高功率器件封装互连中是一种全新的键合技术,这将为大功率器件封装领域提供新的解决思路[118 - 119]。
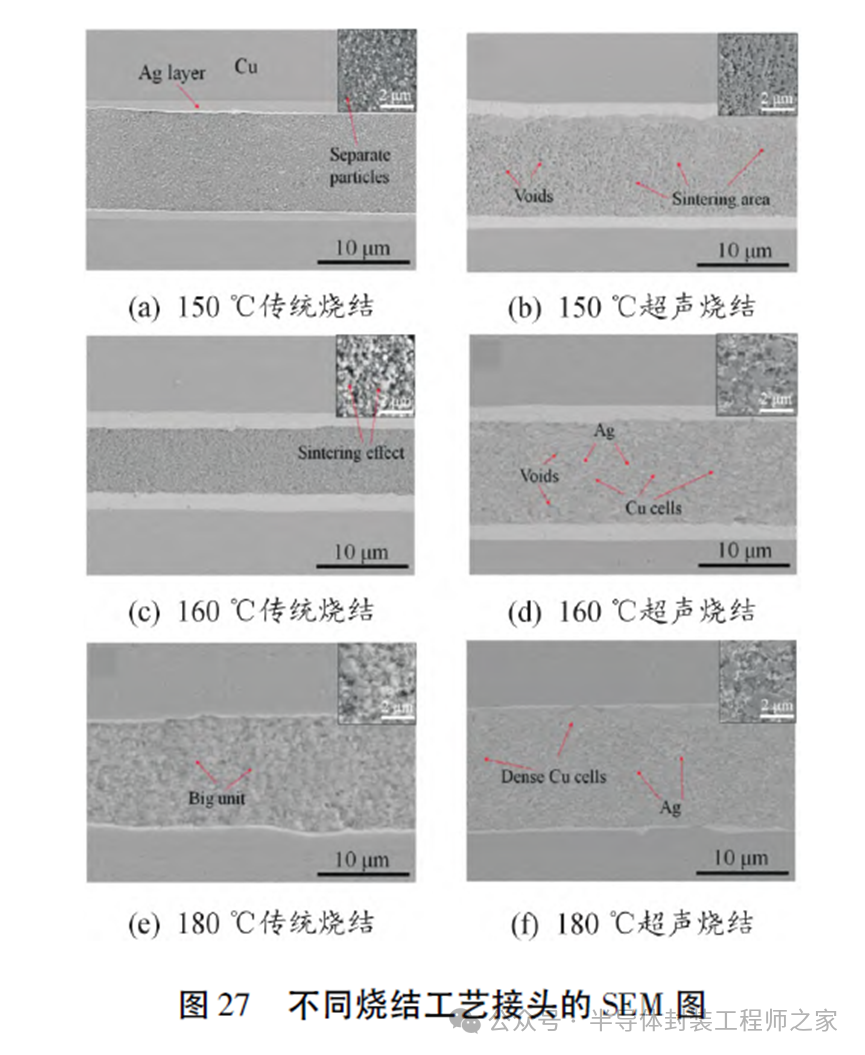
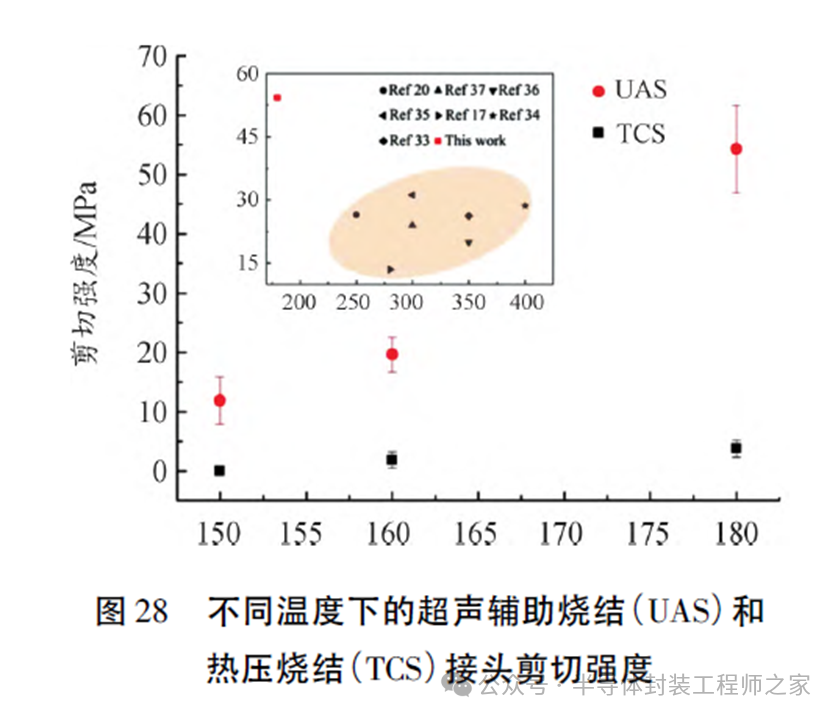
采用不同壳层厚度的Cu@ Ag NPs 纳米颗粒浆料,在频率、功率和压力分别为35 kHz、230 W、0. 2 MPa 的超声下,150 ℃的低温烧结便能实现镀Ag 硅片的可靠互连,Ag 壳在超声的作用下加速“去润湿”,裸露出来Cu 颗粒快速生成烧结颈。与传统烧结相比,超声辅助烧结( UAS) 可降低接头孔隙率( 图27) ,180 ℃ 烧结形成的接头剪切强度达54. 27MPa,高于180 ℃ 下传统烧结接头剪切强度( 3. 91 MPa)
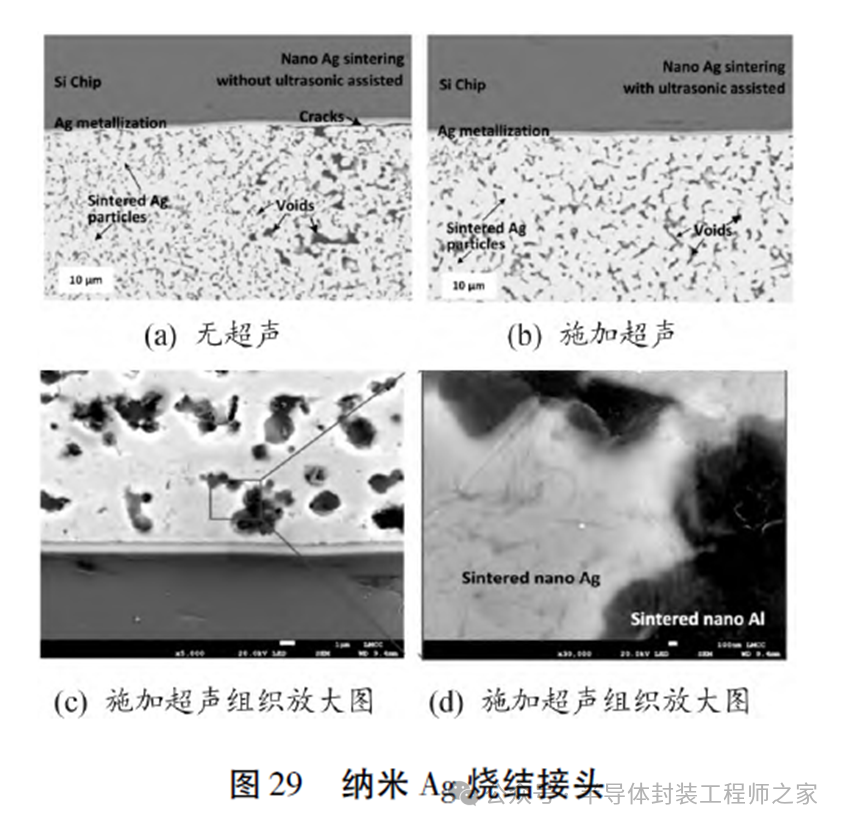
( 图28) [120]。采用Ag-Al 纳米合金粉末在280℃下对镀Ag硅片/Ag-Al 纳米粉末/镀Ag 硅片的三明治结构进行超声烧结,超声功率和时间分别为10 W、10 s,烧结30 min 可制得烧结接头,与纳米Ag 烧结相比,Ag-Al 合金烧结接头中Ag 颗粒与Al 颗粒结合紧密,孔洞明显减少,界面无明显裂纹( 图29) ,接头在300 ℃下老化72 h 后组织无明显变化,耐热老化性能优于超声烧结纳米Ag 接头[121]。
烧结纳米Ag 接头组织及力学性能受到超声时间
本站所有转载文章系出于传递更多信息之目的,且明确注明来源,不希望被转载的媒体或个人可与我们联系,我们将立即进行删除处理。
相关文章

功率放大器在超声电机正反向运动中的应用
功率放大器在超声电机正反向运动中的应用;实验名称:功率放大器在单信号激励的弯弯复合超声电机的正反向运动实验中的应用 研究方向:超声电机 测试目的:验证基于8字形振动轨迹的超声电...

Aigtek推出ATA-400系列高压功率放大器
Aigtek推出ATA-400系列高压功率放大器; 【导读】为了满足广大电子工程师在测试领域的更高需求,Aigtek特推出了ATA-400系列高压功率放大器!该系列功放在超声电机驱动、超声...

功率放大器在超声辅助聚氨酯微孔阵列冲裁实验中的应用
是信号发生器,能够实现精确频率调节、输出信号幅度为0 V~5 V;功率放大器,补偿信号发生器输出电压,对其输出信号进行精确放大并可手动调节放大倍数,以满足不同的加工需求;换能器,将超声电...

功率信号源ATG-2042在微小型旋翼飞行器超声电机的基础研究中的应用
功率信号源ATG-2042在微小型旋翼飞行器超声电机的基础研究中的应用;实验名称:功率信号源ATG-2042在微小型旋翼飞行器超声电机的基础研究中的应用 实验目的:针对...

消息称特斯拉新款 Model 3 所有雷达被移除,预计 20 万元左右
@teslashanghai 的最新消息,新款 已经结束“试生产阶段”,生产提升和压力测试将于 8 月 25 日开始。到 9 月初,预计日产能将达到 1200 台左右。该博主称,“新款 的外...

全球首款!我国超高频率血管内超声成像系统完成首例患者入组
全球首款!我国超高频率血管内超声成像系统完成首例患者入组;12 月 19 日消息,西安交通大学第一附属医院近日发布新闻稿,宣布在心血管病院院长袁祖贻教授带领下,团队于 12 月 12 日完成基于超高清双频血管内超声...


三星否认自家 HBM 内存芯片未通过英伟达测试
三星否认自家 HBM 内存芯片未通过英伟达测试; 5 月 27 日消息,此前有消息称三星电子最新的高带宽内存(HBM)芯片尚未通过英伟达测试,有“知情人士”表示,该公...

消息称三星 HBM 内存芯片因发热和功耗问题未通过英伟达测试
消息称三星 HBM 内存芯片因发热和功耗问题未通过英伟达测试; 5 月 24 日消息,据路透社报道,三星电子最新的高带宽内存(HBM)芯片尚未通过英伟达测试。三名知情人士表示,该公...

消息称三星或于2023年启动存储芯片降价
消息称三星或于2023年启动存储芯片降价;据财联社报道,据IC分销商和测试设备供应商的消息人士透露,虽然需求方面的不确定性依然存在,但三星电子有望在明年开始大幅下降存储芯片价格,以进...