功率放大器在超声辅助聚氨酯微孔阵列冲裁实验中的应用
来源: 电子工程世界
新闻行业新闻
实验名称:功率放大器在超声辅助聚氨酯微孔阵列冲裁实验中的应用
实验设备:信号发生器,功率放大器ATA-4052,换能器,变幅杆
实验内容:
根据已有聚氨酯微孔阵列冲裁装置设计配套的超声模块进行超声辅助聚氨酯微孔阵列冲裁实验,总结超声振动的优化作用,验证其一般性优化规律。
实验过程:
1.超声模块的组成
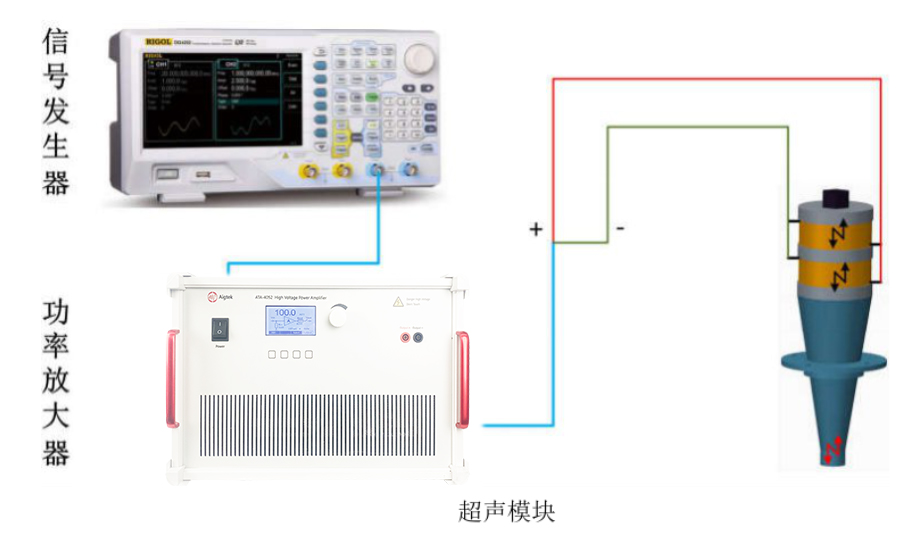
超声模块主要包括四个部分,分别是信号发生器,能够实现精确频率调节、输出信号幅度为0 V~5 V;功率放大器,补偿信号发生器输出电压,对其输出信号进行精确放大并可手动调节放大倍数,以满足不同的加工需求;换能器,将超声电源输出信号转化为机械振荡信号;变幅杆,放大换能器输出振幅,以满足加工要求。
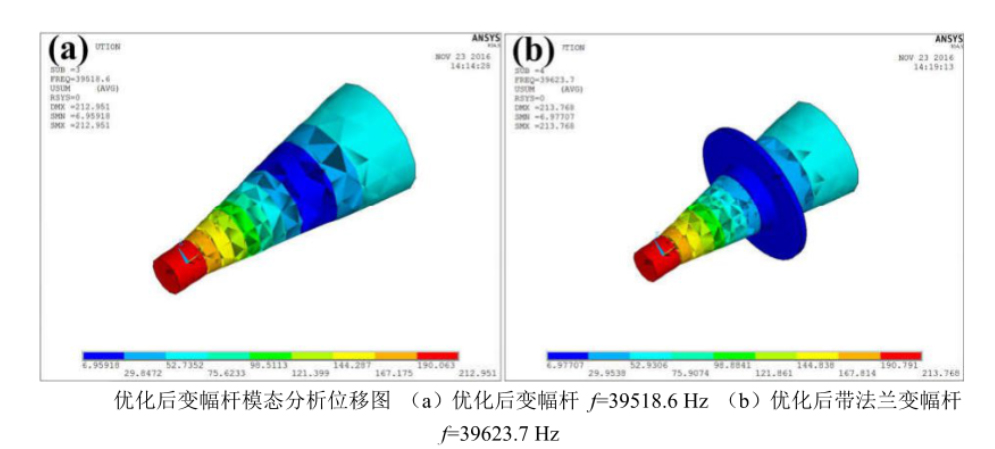
2.变幅杆的设计

3.装置的搭建

实验结果:
(1)冲头前端面的振动波形与超声电源输出波形一致,均为简谐波形。

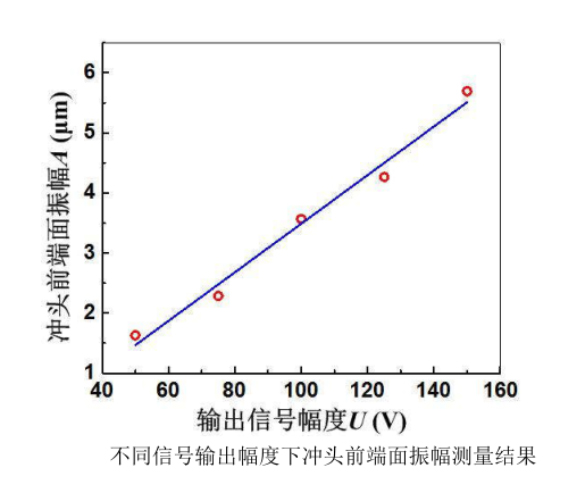
(2)使用功率放大器调节超声电源信号幅度为50V、75 V、100 V、125V和150 V,进行超声模块的振幅测量。测量结果如图4.15所示,随着输出信号幅度的增大,振幅呈线性增加,后续试验中,将通过调节信号幅度来获得不同振幅以满足相应的加工要求。
(3)超声振动的优化作用

文章来源于: 电子工程世界原文链接
本站所有转载文章系出于传递更多信息之目的,且明确注明来源,不希望被转载的媒体或个人可与我们联系,我们将立即进行删除处理。