粉煤灰定量装车控制系统的设计研究
引言
由于全球资源枯竭,近年来国家对于能源的生产及多重利用越来越重视。传统火电厂发电过程中会产出很多的粉煤灰,粉煤灰作为一种可用性强、应用广泛的资源,理应得到充分利用和科学管理。
本文提出将先进信息技术、现代工业控制技术和现代企业管理技术深度融合,实现粉煤灰运输可观测、可控制、自动化,优化粉煤灰运输业务管控流程,提高火电厂的粉煤灰市场竞争力,使运输流程高效快捷,减少污染,从而提高经济效益和社会效益。
定量装车控制系统建设范围主要包括几个部分:下料设备远程控制、生产运输设备实时值及指标获取、运输车辆的资格校验及下料数量的逻辑控制。系统能够优化粉煤灰运输的管控流程,增强企业管控信息化集成程度,使现场运行人员准确把握下料精度,提高决策水平。
定量装车控制系统的规划设计是一项复杂的系统性工作,且涉及较多高新技术的应用。本系统使用B/S架构与C/S架构相结合的开发手段,编程语言使用C#,保证了程序的稳定性及健壮性,同时兼顾了效率与安全性:使用OPC服务技术,保证了数据的及时性和流通性:同时深入分析业务部门对本项目建设的需求和要求,为后续电厂的工业业务建设规划、信息资源整合、业务融合等打下了坚实基础。
1定量装车控制系统技术分析
1.1C/S架构
C/S架构全称为客户端/服务器体系结构,它是一种网络体系结构,其中客户端是用户运行应用程序的PC端或者工作站,客户端依靠服务器来获取资源。C/S架构通过提供查询响应,而不是总文件传输来减少网络流量,它允许多用户通过GUI前端更新到共享数据库,在客户端和服务器之间,通信一般采用远程调用(RPC)或标准查询语言(SOL)。
定量装车控制系统采用C/S架构的思想进行设计,使用三层架构来全方位实现火电厂粉煤灰销售业务及安全运输需求。架构内的三层即表示层(客户层)、应用层(业务层)和数据库层(数据层)。
在C/S三层架构的工作模式下,对粉煤灰销售及运输流程的管理更加方便,当用户业务比较复杂时,使用C/S架构可以减小服务器压力,提高程序运行效率。面对校验条件多的情况,C/S架构更加注重流程的特性就显得格外重要。除此之外,C/S架构对信息安全的高控制性使其更加适用于火电厂这一类对此比较敏感的群体。
1.2OPC服务(协议)
OPC服务(协议)是一种利用微软的COM/DCOM技术来达成自动化控制的协定,采用典型的C/S模式。针对硬件设备的驱动程序由硬件厂商完成,提供统一OPC接口标准的Server程序,软件厂商只需按照OPC标准接口编写Client程序访问Server程序进行读写,即可实现与硬件设备的通信。
在开发定量装车控制系统的过程中,由于系统业务涉及很多电气设备,使用OPC服务(协议)可以快速获取各相关设备的实时参数,大大减少了因数据显示延时而导致的各种人为失误。在因特网管控严格的火电厂内,程序更新比较麻烦,OPC服务(协议)具备较好的向下兼容性,旧版本的程序也可以在计算机上顺畅运行,体现了其高度柔韧性的特点。定量装车控制系统界限明确,通过OPC服务(协议)传输的值都是正确且及时的,现场运行人员通过对系统内各值变动的观察,可以及时发现异常并诊断故障,从而提高运行安全性,降低维护费用。
2系统功能实现
2.1定量装车业务控制端
2.1.1业务规则说明
定量装车业务控制端的规则说明如表1所示。

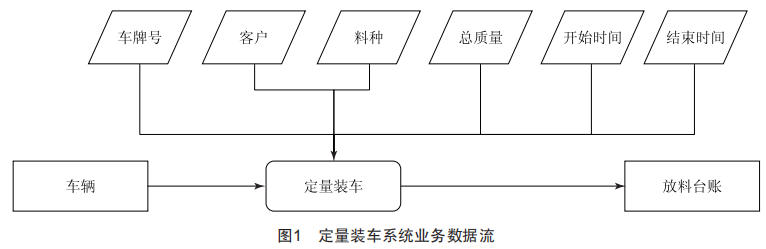
2.1.2业务数据流
定量装车系统控制端的业务数据从车辆入厂第一次称重后开始,通过现场设备读取车辆相关参数并关联校验与保存,具体数据流如图1所示。
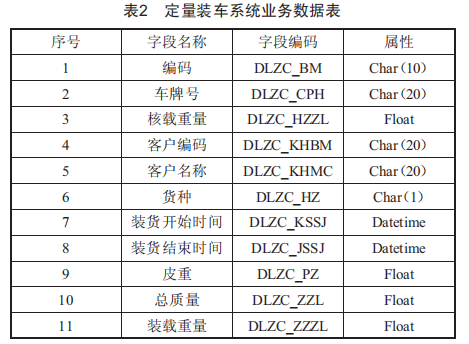
2.1.3业务数据表
定量装车系统业务数据表如表2所示。
2.1.4定量装车业务控制端软件设计
定量装车业务控制软件包含车牌号识别、车辆数据获取与校验、调整量修改等功能,软件界面如图2所示。

根据需求制定界面,车辆行驶至灰库区域时,停留在车牌识别区域内,运行人员在软件界面上点击"抓拍"按钮,系统会自动通过车辆的车牌号关联出系统内该车辆的相关数据,例如"皮重""过皮灰种",装车设定量为当地交管局规定的罐车上路重量减去其皮重,自动显示在"装车设定量"栏目内。
识别车牌后系统会校验此车过皮灰种是否与入库名匹配,若进错库则不赋予放灰权限。"调整量"功能用于满足厂内特定时期销售政策,最终装车设定量为当地交管局规定罐车上路重量减去皮重和调整量(可为负数)的和。
车辆识别完成且逻辑校验通过后,系统会将装车设定量的参数传输至定量装车设备控制端。
2.2定量装车设备控制端
2.1.2设备控制端模块设计
装车设备控制端由设备、称重模块、PLC控制及组态软件组成,逻辑可分为用户到设备和设备到用户两种模式,具体逻辑关系如图3所示。

其中,设备包括散装计量秤(电机、传感器、热电阻传感器、上壳体、中壳体、下壳体、测量盘等):称重模块采用TR700-LF型号的智能称重模块,其优点为可靠性高,控制算法先进,操作简单,获取设备的数据之后,通过MOdbuS传输协议发送至PLC端:PLC使用西门子PLC1200,通过PLC获取称重模块传输的数据并对其进行快速准确的计算处理:用户在组态软件及下位机上的操作会直接给PLC发送指令,从而控制设备。
2.2.2组态软件设计
定量装车设备采用河南丰博自动化有限公司的科里奥利秤,控制端功能包含装车设定量、流量设定、阀门给定、秤体启动、秤体停止、故障复位、散装头的上升与下降等,软件操作界面如图4所示。
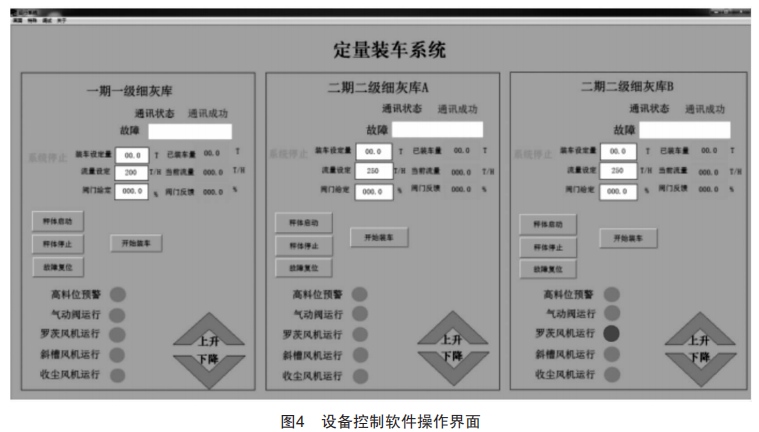
定量装车设备控制端用于实现对业务相关设备的数据实时显示和控制。2.1.4章节中描述的"装车设定量"会通过OPC服务传输至设备控制端的"装车设定量"栏目中。
打开软件第一步需要确认设备通信状态为"通信成功",否则要检查设备状态是否正常:第二步确认界面上是否显示"下料备妥",若显示的是"系统停止",则需要先点击"秤体启动"按钮,待设备预热完成后方可进行下一步操作:第三步观察界面上"高料位预警""气动阀运行""罗茨风机运行""斜槽风机运行"和"收尘风机运行"状态灯的颜色,若存在红色状态灯,则需要对该设备进行检查:第四步通过点击文本框对"流量设定"和"阀门给定"进行参数编辑,填入适合业务场景的值:第五步通过监控设备观察散装头和罐车罐口对接情况,同时点击"上升"或"下降"进行调整,实现两个部分的完全对接:最后一步点击"开始装车"。
装车过程中,系统通过OPC服务实时获取并更新界面的相关数值以及设备的信号值,例如"高料位预警"信号触发,则系统会立即停止以保证安全:设备放灰量即将达到设定值,则系统会按照顺序开始关闭管道内的各阀门来确保放料的准确性。
系统若某一环节存在故障,故障信息会显示在界面上方,现场人员通过故障描述可以及时解决问题。
2.2.3设备控制端下位机设计
为了保证粉煤灰运输,司机可以同步看到装料的数量、时间、流量等相关参数,同时也为了防止软件出现问题时发生现场业务瘫痪的情况,设备控制端还包括一台控制端下位机,为系统提供了更大的容错率,提高了安全可靠性。图5为下位机的操作界面。
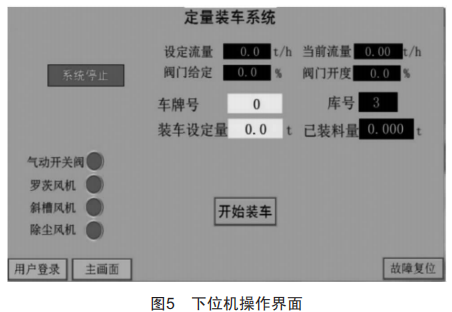
下位机采用昆仑通态TPC1071嵌入式一体化触摸屏,具有良好的电磁屏蔽性。其中预装了MCGS嵌入式组态软件,通过网线与PLC端连接。使用软件编程,可以将组态软件内的变量与PLC的通信地址绑定,使两边数值保持一致,例如设置名为"已装量"的变量,在工作台的设备窗口选择对应的PLC地址即可绑定,下位机端对数值进行操作时同步更新PLC内部的参数。
3结语
定量装车控制系统采用B/S和C/S架构,通过OPC服务实时获取生产运输现场各类设备的工作值及指标,通过对现场设备的精准控制,实现对下料的精准把控,可以达到"量到即停"的效果。
本站所有转载文章系出于传递更多信息之目的,且明确注明来源,不希望被转载的媒体或个人可与我们联系,我们将立即进行删除处理。