扬声器又称“喇叭”。是一种十分常用的电声换能器件,在发声的电子电气设备中都能见到它,在家庭电器中常被用到,包括音箱、电视机、手机、电脑等,那对于它的结构跟原理,大家又知道多少呢?下面跟小编一起来解析下。
1、扬声器的结构
扬声器有许多种类,但其基本的工作原理是相似的,均是一种将电信号转换为声音信号进行重放的元件。目前使用最为广泛的是电动式扬声器,它由振动膜、音圈、永久磁铁、支架等组成。
电动式扬声器的结构,如图1所示:
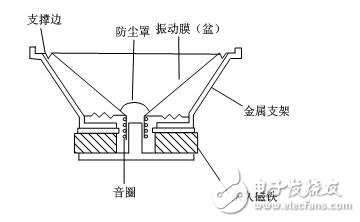
图1 电动式扬声器的结构
球顶扬声器的结构,如图2所示:
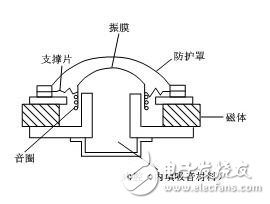
图2 球顶扬声器的结构
2、扬声器的工作原理
当扬声器的音圈通入音频电流后音圈在电流的作用下便产生交变的磁场,永久磁铁同时也产生一个大小和方向不变的恒定的磁场。由于音圈所产生磁场的大小和方向随音频电流的变化不断地在改变,这样两个磁场的相互作用使音圈作垂直于音圈中电流方向的运动,由于音圈和振动膜相连,从而带动振动膜产生振动,由振动膜振动引起空气的振动而发出声音。当输入音圈的电流越大,其磁场的作用力就越大,振动膜振动的幅度也就越大,声音则越响。扬声器发出高音的部分主要在振动膜的中央,当扬声器振动膜的中央材质越硬,则其重放的声音效果越好。扬声器发出低音的部分主要在振动膜的边缘,如果扬声器的振动膜边缘较为柔软且纸盆口径较大,则扬声器发出的低音效果越好。另外,球顶扬声器在日前市场中的音箱中使用很多。大家知道,高音扬声器由于其工作频率很高,在重放高音时其振膜会在永久磁铁的的磁路气隙中作高速运动,因此要求高音扬声器的振膜能够对瞬变的高频信号作出迅速的反应.并且能够承受高速运动而产生的空气压力,因此对于振膜的制作材料要求质量要轻,并要有足够的强度。
3、扬声器故障原因排查及分析
原因1:音圈开路
音圈里面断线。由于来料不良或人为损坏。
预防措施:
a: 生产前注意检查音圈质量,如引出线是否容易折断,音圈线有无断裂、有无短路和开路。
b: 特别注意音圈引线引出的地方有没有断开。
原因2:锦丝线折断
锦丝线与纸盆企眼部分、端子焊锡部分出现断裂。由于锦丝线成直线性引出、锦丝线出线过短、锦丝线引出时没有弧度、在纸盆引出锦丝线的地方锦丝线没打八字胶或八字胶没有完全覆盖锦丝线。
预防措施:
a:锦丝线不能成直线性引出,这样容易折断。
b:锦丝线不能留得太长,会使锦丝线产生打纸盆现象,特别是低音扬声器。
c:锦丝线出线部位不能离端子板太近,使锦丝线受力部位减小,扬声器在长时间工作时容易折断。当锦丝线出在防尘帽外面时,锦丝线应向两边出成S或7字形,让锦丝线振动时有足够余量,并且扬声器在工作时产生的折力均匀分部在锦丝线上,不能让锦丝线受力点单一。
d:锦丝线应沿振膜背面出线,沿纸盆弧度向上或向下,再按一定的弧度引至端子,以减轻纸盆振动时对它造成的弯折力。
e:当锦丝线从振膜锥顶部引出时可沿纸盆锥顶部向上点胶引出,再按一定的弧形引至端子;也可从振膜锥部牵引到端子,并形成一定的弧度。
f:八字胶要完全覆盖好锦丝线在振膜背面出线的地方,但胶水覆盖面不能过长,使锦丝线受力面积过大而折断。
g:在焊接端子板时,焊接时间不能过长,而使锦丝线氧化,锦丝线上的焊锡也不能过多覆盖面过长,使锦丝线变硬而不耐折。 焊前线时,要求也一样。
原因3:音圈引出线断
一般是由于引出线没有压好或余量不够、八字胶没有覆盖好音圈引线。
预防措施:
a:生产时,一定要让音圈引出线紧贴振膜;
b:在引出音圈引出线时注意让它要有足够的余量,为保证扬声器在最大振幅时引出线不拉直,最好让音圈引出线沿纸盆成S线或在振膜锥部让音圈引出线勾出一个半圆。
c:八字胶要完全覆盖音圈引出线,特别是纸盆锥部。
d: 剪线时不能剪得过低或把音圈引出线剪断。
原因4:焊线部位虚焊
锦丝线与音圈引出线,锦丝线与端子。
预防措施:
a: 要控制好焊接时间,要让焊锡充分熔化。
b: 生产前应检查好音圈引出线绝缘漆有无脱掉、引出线有无氧化和上锡。
原因5:音圈烧坏
电流过大烧坏音圈,音圈产生热量过多,使漆层过热变质。
预防措施:
a: 按照扬声器本身的额定功率进行听音,老化实验等。
b: 音圈线采用耐高温的漆包线,同时绝缘漆和胶粘剂及骨架也采用耐高温的材料。
c: 改进扬声器的散热方式:用散热较好的骨架、透气好的弹波,盆架底部、音圈骨架、弹波、振膜锥部、T铁打散热孔。
原因6:音圈下沉或上浮拉断音圈线
预防措施:
a: 中心胶不耐高温而与弹波、振膜脱落,如果是单组分的中心胶可改为耐高温双组分的中心胶。
b:改善磁路的散热效果。
C: 中心胶没有粘好纸盆和弹波或胶水没有干透。
扬声器有异音:
原因1:中心胶部位脱胶
由于工作温度高、功率过大、生产工艺等原因引起。
预防措施:
a:根据扬声器的额定功率采用合适的中心胶。
b:对扬声器进行各种实验或听音时让它工作于额定功率、规定的频率范围内。
c:双组份的中心胶要按规定的比例让它进行充分混合,要在胶水可操作时间内放入振膜。
d:在拨音规前检查中心胶是否完全干透,以免盲目拔音规造成音圈偏移和破坏中心胶固化结构。
e:检查中心胶有无断胶、缺胶现象。
原因2:音圈变形等
预防措施:
a:生产前要检验好音圈骨架有无变形。
b:注意音圈表面的贴纸有无起泡、粘得是否牢固、表面有无卷起,以免贴纸受热膨胀而和华司产生磨擦产生异音。
c:选用耐高温的音圈骨架。
d:套音规时要先检查音规上有无胶水。
原因3:音圈散线
预防措施:
a:生产前检查音圈有无散线、跳线,绕线是否紧凑。
b:让扬声器在额定功率范围内工作。
c:音圈线的自贴力不够,不能耐高温,好的音圈自贴音圈线应在额定的高温下粘得更紧。
原因4:音圈尾部卷起
大振幅时音圈碰擦到T铁或华司。
预防措施:
a:套音规时先检查音圈尾部是否变形。
b:如是音圈定位过低,将音圈卷面中心与华司高的中心调到同一平面。(或根据BOM资料调)
c:如是顺性材料老化或失去弹性引起,更换新的配件。
d:音规外径过小,在生产时音圈松动下滑,扬声器在振动时打到T铁底部。
原因5:磁隙有杂物
如铁屑、胶水或胶水卡住音圈等。
预防措施:
a:做磁路时将磁铁内壁的磁屑擦干净,检查T铁和华司有无电镀层脱落的现象。
b:在放音圈前将磁路中的灰尘吸干净。
c:整个扬声器生产环节做好防尘措施。
d:在打华司胶弹波胶时注意不能让胶水溢到或流到华司中孔。
e:检查好弹波中孔是否过大、中孔有无破损以免中心胶流到音圈下部。
f:音规、磁规上有胶水的先要把胶水清洁干净。
g:生产时检查音圈卷面上有无胶水。
h:在生产磁铁内径和华司内径相差较小的扬声器时,注意磁路胶要打在磁铁内径向外一点,以免磁路胶溢到华司中孔里而引起擦圈。
原因6:振膜变形产生移位
预防措施:
a:生产时注意不能用手大力的去按纸盆,使纸盆变形而引起擦圈,特别是金属振膜刚性虽强,但韧性很差,变形后不易恢复。
b:来料需要检查纸盆是否变形。
c:如是纸质材料要注意防潮,以免受潮而变形。
原因7:纸盆破裂
振膜受潮或使用时间过长老化。
预防措施:
a:纸盆扬声器要特别注防潮,如晚上裸露在室外,被雨淋等。
b:扬声器不能过长时间老化或超大功率老化以免纸盆锥部碳化而破裂。
c:扬声器长时间和超大功率工作时也会因振幅过大使振膜受损而引起破裂。
e.打孔或其它原因也会引起纸盆破裂,需注意操作。
原因8:折环老化失去弹性或脱胶缺胶
预防措施:
a:在生产过程中尽量避免使用对折环有腐蚀性的物质。
b:在施边胶时,胶量一定要足够,要让有限的粘接面积能承受大的振动。
c:边胶要让折环和盆架完全粘好,以免产生缝隙而让折环和盆架相对振动而产生异音,特别是泡边。
d:要检查盆架与折环的胶合面是否平整,防止不平引起折环脱胶、粘接不好。
e:如果折环老化、发霉、发白、无弹性则需更换折环。
f:折环要在施完边胶后及时放入,不要因为怕翘边等边胶起膜再放入。
原因9:弹波老化失去了弹性
或弹波变形、断裂,弹波部位胶水没有打好。
预防措施:
a:打弹波胶时,在粘好弹波与盆架的接触面同时让它外围一定要有均匀的一圈溢胶,并且要让弹波胶渗入,弹波放入要及时。
b:不能采用弹性差甚至没有弹性的弹波。
c: 不要使用有损坏或变形的弹波。
d:不要让弹波受潮和其它稀释物质而让它失去弹性。
原因10:盆架变形
预防措施:
a:盆架有变形不要生产。
b:生产过程中不要去摔扬声器,致使盆架变形。
原因11:T铁中柱生锈,偏离中心。
预防措施:
a:T铁电镀层脱落或电镀不好不要采用。
b:长时间搁放而使T铁中柱生锈的不要采用。
c:检查T铁中柱有无松动、毛刺等。
d:有缺口的磁规不要用。
原因12:华司与盆架之间产生杂音
预防措施:
a:补风胶打得过少或完全没有打胶。
b:盆架底部有变形,生产前注意挑选。
c:华司表面有不平,而产生漏风。
d.华司铆接不量,有松动或缝隙
原因13:锦丝线打到纸盆产生杂音
预防措施:
a:锦丝线要按规定的长度进行生产,不能过长。
b:锦丝线从纸盆出来后一定要向上或向下按纸盆的弧度出线。
c:如果锦丝线出线较低,可将它从纸盆锥部用胶粘着向上引出,再按一定的弧度牵至端子。
其他
原因14:垫边胶没打好产生杂音。
原因15:防尘帽没胶好产生杂音。
原因16:设计或材料等其它原因产生杂音。
原因17: 折环不正产生杂音
预防措施:
a:盆架和华司、T铁不在同心圆,来料时要注意检查盆架底部螺丝孔、华司攻牙是否和中孔同心圆;
b:折环没扶正;
c:垫片偏移,贴垫片时不能歪,放板时不能拖动板,要垂直放下;
d:垫片内径偏小而压住折环。
扬声器断断续续有声音
原因1:音圈引出线折断但有接触
预防措施:
a:在绕引线时用力过大、没有给音圈引出线余量。
b:八字胶没有完全覆盖音圈引出线或没有打好八字胶。
c:音圈引出线生产前不能故意去折。
原因2:焊接部位虚焊
预防措施:
a:焊锡要到位,焊点要求光亮、无虚焊。
b:检查音圈引线有无脱漆、上锡、氧化。
原因3:锦线丝折断,接触不良
预防措施:
a:如果是纸盆附近的锦丝线折断,一般为锦丝线过短、八字胶过少、在锦丝线上覆盖的胶水过少;生产时八字胶要控制好胶量。
b:如果是在锦丝线的弧度处,一般为锦丝线成直角形而使受力点单一折断,生产时应让锦丝线形成较大的弧度引向纸盆。可以考虑在背面点软胶。
c:如果为端子板附近绵丝线断,一般为焊接时间过长,使锡点焊得过长、锦丝线氧化使得锦丝线过硬而不耐折。









