市场应用背景 随着消费升级,产品形态正在朝着多样性和精细化方向迅速发展。这导致了对于复杂曲面轨迹加工的需求,包括外观检测、打磨抛光和点胶工艺控制,要求更高的精密度。企业必须主动满足市场需求,不断改进工艺,以在竞争激烈的市场中立足。
XYR运动控制在曲面外观质量检测中的关键作用:
XYR运动控制在生产制造中扮演着至关重要的角色。它广泛应用于手机、平板、方壳电池等多个领域,包括外观缺陷检测、中框抛光打磨、曲面点胶、方壳电池外观检测、电池顶盖激光焊接等应用场景。
传统曲面外观检测解决方案的问题:
在曲面加工过程中,可能会引发一系列品质问题,如划痕、缺陷、脏污等。市面上现有的视觉缺陷检测解决方案是采用多个2D面阵相机与运动控制卡相结合的方式进行多位置视觉检测,此方案在效率、图像质量和数据交互速度方面存在挑战,且结构复杂、调试难度较高。此外,3D视觉检测的批量复制成本也相对较高。
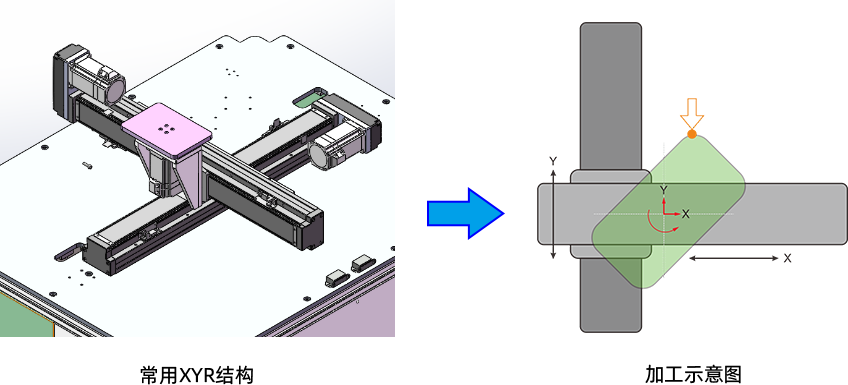
正运动技术在典型的XYR结构应用方面发挥重要作用:
采用XYR(XY+R)联动运动控制算法,可实现在R轴旋转过程中,随着待加工产品位置和角度的变化,XY运动轴也会跟随产品的位置和角度进行实时调整,从而保证XY末端加工点始终与被加工物体表面位置和姿态保持一致,实现了XYR的同步运动,可满足XYR结构加工规模化生产的速度需求。
正运动技术在曲面外观XYR检测的运动控制解决方案:
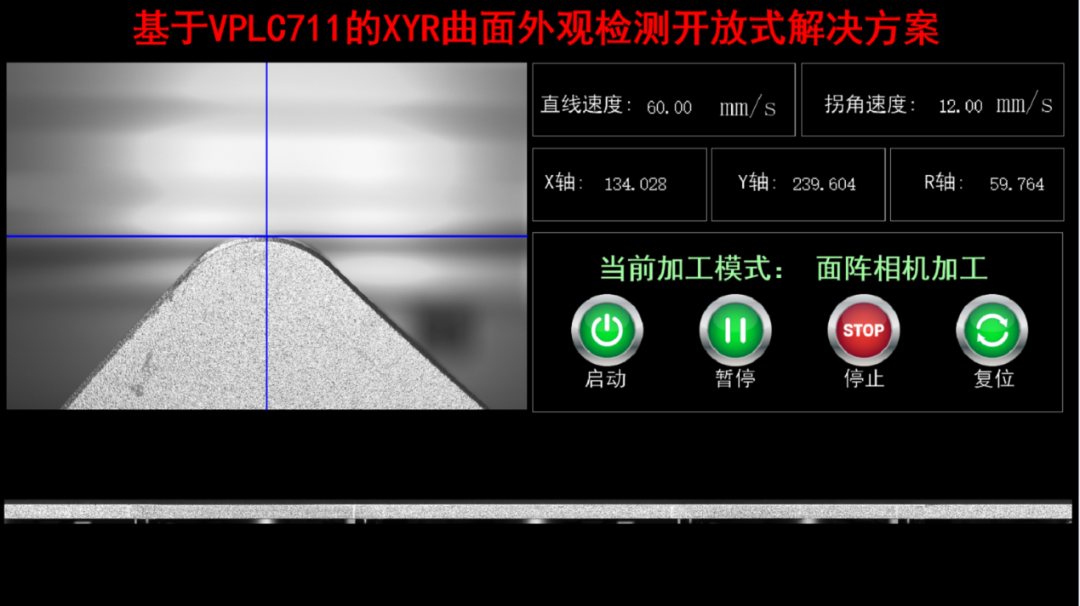
正运动技术提供了一种基于VPLC711的XYR运动控制+线扫相机的曲面外观检测解决方案,以解决传统曲面外观方案存在的问题。
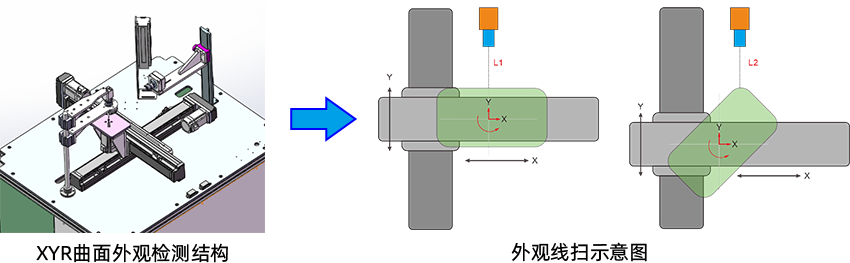
该解决方案采用了高精度单旋转台XYR联动算法与快速路径规划功能,实时调整XY位置以弥补位置偏差,确保线扫相机聚焦点到被测样品的表面物距一致,从而实现XYR的同步运动与获取高质量图像,方便后期进行全面检测产品的曲面和平面部分的外观缺陷,可双重提升生产效率和品质。
整个检测过程中:
(1)相机中心线永远与产品表面垂直(曲面处相机中心线始终与切线方向垂直)。
(2)相机到被检测产品的距离保持一致,任何位置L1=L2
VPLC711机器视觉运动控制一体机将机器视觉和运动控制功能整合在一个控制平台上,这不仅减少了方案的总体成本,还提高了交互速率。此外,用户能够迅速构建视觉和运动控制相关的项目程序,简化了整个项目开发过程。
01 基于VPLC711在曲面外观检测XYR的应用
正运动技术方案设计
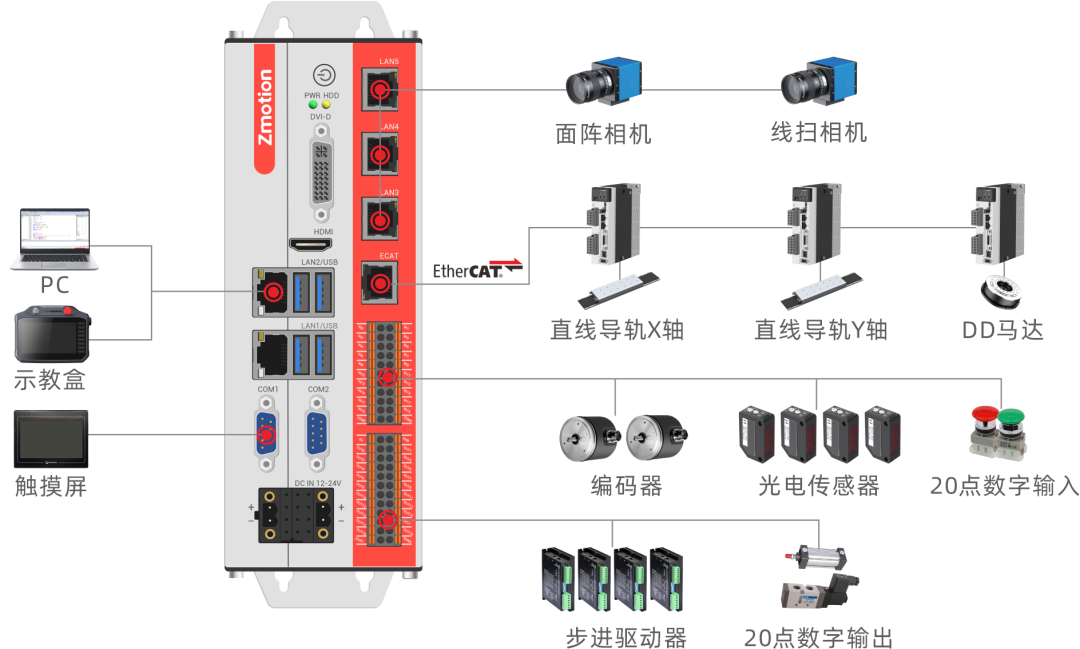
●20DI:接原点、限位等传感器,以及开关信号等;
●20D0:高速输出口接线扫相机的硬触发输入;
●EtherCAT接口:接EtherCAT总线驱动器,控制XYR轴运动;
●EtherNET接口:千兆网口,接支持Gige协议的面阵相机和线扫相机,实现视觉定位、旋转中心点确定、轨迹纠偏、曲面连续采图等应用。
解决方案硬件配置
| 产品类型 | 产品型号 | 厂家 | 数量 |
| 机器视觉运动控制一体机 | VPLC711-i5-Eth2 | 正运动 | 1 |
| 运动控制实时内核 | MotionRT7 | 正运动 | 1 |
| 上相机 | 500W像素 | - | 1 |
| 上相机光源 | 环形光 | - | 1 |
| 下相机 | 4K线扫相机 | - | 1 |
| 上相机光源 | 线扫光源 | 1 | |
| 光源控制器 | - | - | 2 |
| 显示屏+鼠标键盘 | - | - | 1 |
| 驱动器+电机 | 伺服400W | - | 3 |
运动控制与图像采集实现过程
运动控制
在XYR曲面外观检测过程中,XYR轴带动产品连续运动,同时线扫相机被固定在侧方位置,对金属边框进行拍摄采图。
通过二维硬件位置比较输出PSO,精确控制图像采集的时间间隔,保证图像在曲面处等间距采图,再通过多轴联动实现动态调整线扫相机与物料成像物距,并保持相机与产品表面垂直相切,以确保成像清晰且高质量。以下是整个检测过程的示意图:
视觉处理
首先,使用2D面阵相机确定产品的旋转中心点并进行位置校正。接着,通过线扫相机捕获产品的一周图像(长、宽和4个曲面角),最后进行外观缺陷检测。
方案应用优势
●统一的API函数接口,适用各种PC上位机语言开发;
●集成视觉和运控于一体,硬件接线更方便,成本更低;
●S曲线加速度/SS曲线加加速度连续,运动控制更平滑;
●高精度XYR单旋转台联动算法,轻松实现XYR联动运动控制;
●硬件位置比较输出PSO,高速等间距触发采集图像,曲面场合同样适;
●运动控制实时内核,核内交互,指令调用速度快至us级,提升加工效率。
方案核心工艺
1、轨迹跟随控制:
采用高精度单旋转台XYR联动算法,在被检或加工的产品在旋转过程中,XY轴能够实时跟随加工轨迹的旋转位置和角度变化,同步自动追随进行X和Y方向的位置调整,始终保证线扫相机或刀具到产品任何位置都保持一致的垂直角度和距离,以确保高质量的检测和加工。
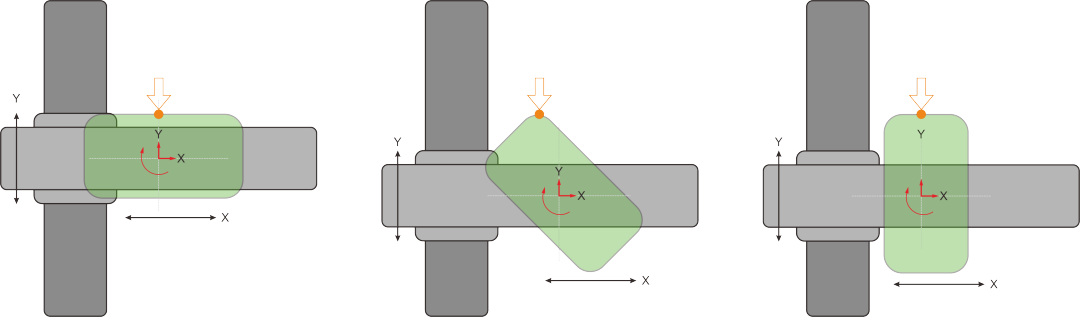
顺时针方向
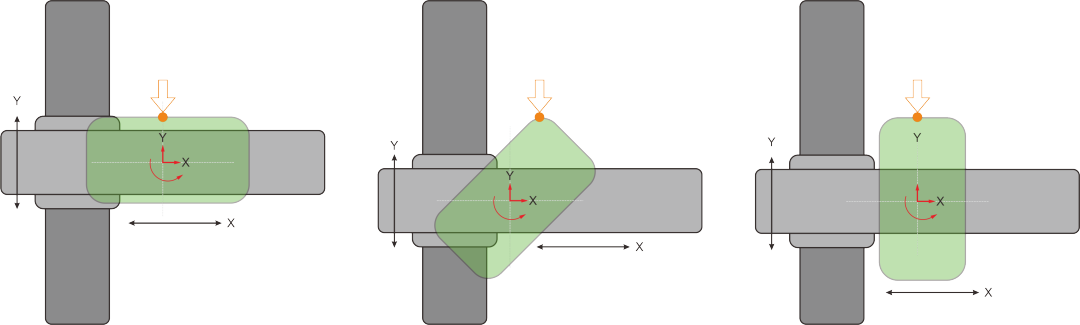
逆时针方向
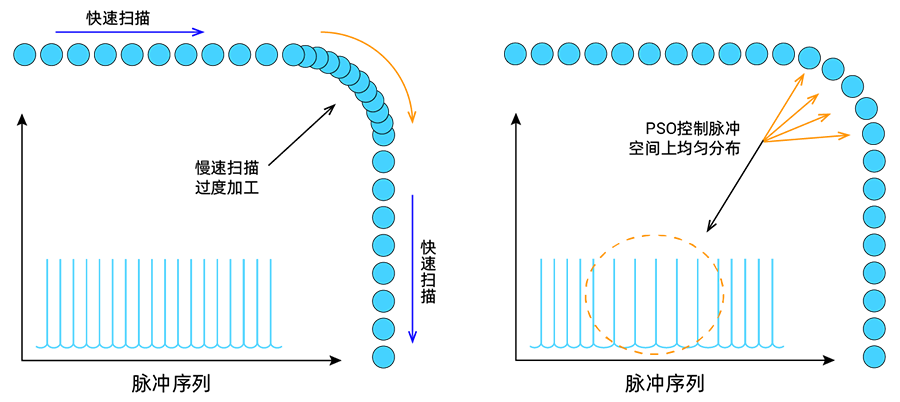
2、硬件比较输出PSO:
二维硬件位置比较输出PSO,控制线扫相机进行高速等间距采图,让视觉拍照与产品的运动轨迹精准同步,保证被检物体在圆弧和拐角处也能进行恒速拍摄,高质量成像,避免图像叠加和减少畸变。
3、快速路径规划:
快速路径规划用于确定加工轨迹数据,以及产品图纸坐标系与机械坐标系的位置纠偏,可适应快速换型的应用场合。
(1)支持二维CAD导图,支持DXF/PLT/AI等格式导入。
(2)支持长、宽和倒角半径等尺寸参数设置输入。

02 x86平台Windows实时视觉运动控制器VPLC711介绍
VPLC711机器视觉运动控制一体机集成视觉和运动于一体,替代传统的PC工控机+视觉软件+运动控制方案,硬件接线更方便,成本更低。搭载正运动技术运动控制实时内核MotionRT7,核内交互,指令调用速度快至us级,提升加工和检测效率。
●可选6-64轴运动控制(脉冲+EtherCAT总线);
●内置实时内核MotionRT7,支持第三方视觉软件;
●板载20路通用输入(其中10路为高速输入),20路高速输出;
●多核并行运算,能够高效处理运动控制,机器视觉等自动化设备核心任务;
●多维位置同步输出PSO,可在连续加工过程中精准控制点胶胶量和激光能量等参数;
●开放式IPC形态实时软控制器/软PLC,可灵活集成运动控制+视觉一体化解决方案。