引言
新能源汽车区别于传统汽车最核心的技术是三电系统:电池、电机和电控(见图 1)。

图 1 新能源汽车三电系统
电机控制系统是新能源汽车产业链的重要环节,电控系统的技术水平直接影响整车的性能和成本。其中,电控系统应用的核心部件——IGBT 拥有高输入阻抗、高速开关和导通损耗低等特点,在高压系统中担负着极其重要角色:
-
在主逆变器(Main Inverter)中,IGBT 将高压电池的直流电转换为驱动三相电机的交流电;
-
在车载充电机(OBC)中,IGBT 将 220 V 交流电转换为直流并为高压电池充电;
在 PTC、DC/DC、水泵、油泵、空调压缩机等应用中都会使用到 IGBT。
因此,加强对汽车级 IGBT 及其封装技术的研究是推动新能源汽车技术升级的关键。
1. 车载功率半导体概述
纯电动与插电式混合动力汽车的需求日益增长,目前市场上销售的新能源汽车所搭载的功率半导体多数为硅基器件,如 IGBT 和 MOSFET(金属氧化物半导体场效应管)。
MOSFET 的优点是较高的开关频率,可以工作在百 kHz 到 MHz 之间;缺点是耐压低,在高电压、大电流应用中损耗非常大,因而限制了其应用。IGBT 的优点是导通压降小、耐压高,输出功率可到 100 kW 以上;缺点是开关频率较低,一般为 20 kHz 以下。目前,专为OBC、DC/DC 应用而开发的高速 IGBT 的开关频率可达 100 kHz 以上,性能已经达到相同规格 MOSFET 水平,如图 2 所示。
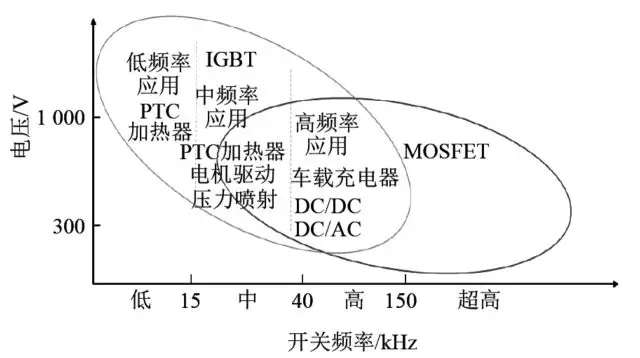
图 2 IGBT/MOSFET 耐压与开关频率对比
例如,车载充电机是交流电和直流电转换的设备,充电机的高电压、高功率、高效率特性是保证充电功能的基础,提高输出电压及电流可有效缩短充电时间。车载充电机选择高频特性好、导通压降小、反向恢复快的功率器件,是提高充电效率的核心。另外,车载充电机需要经常在高温高湿环境中工作,元器件的可靠性不容忽视。因此,新能源汽车采用高性能的 IGBT是保障并提高电控系统高效性和可靠性的关键。
1.1 纯电动汽车
纯电动汽车动力总成含主驱电机、减速器及主逆变器,其中功率半导体器件选型需要满足主驱电机的额定及峰值功率输出的要求。按高压电池电压细分为:
-
60 V/72 V 低压系统:用于 A000 平台,功率等级为 3 ~ 9 kW;
-
144 V/160 V 中压系统:用于 A000/A00/A0平台,功率等级 10 ~ 40 kW;
280 V/336 V/360 V 高压系统:用于 A0/A/B/SUV 平台,功率等级 50 ~ 180 kW。
上述低压系统中,
-
由于功率小、电压低,因此大多选用 MOSFET 单管并联及其模块方案;
-
中压系统中,由于最高工作电压已接近 200 V,因此可选用 MOSFET 单管并联、IGBT 单管并联或两者的模块方案;
高压系统中,MOSFET 由于无法满足高压及大功率需求,因此可选用 IGBT 单管并联及其模块方案。
1.2 混合动力汽车
混合动力汽车广义上含增程式、混合动力及插电混合动力汽车,动力总成含发动机、发电机、驱动电机、变速器和主逆变器。按机电耦合比例细分为:
-
弱混:48 V 启停系统、高压 BSG 系统;
-
中混:高压 TM 系统、高压 ISG 系统;
强混:高压 TM/ISG(BSG)系统。
其中 48 V 启停系统由于电压较低,因此以MOSFET 并联方案为主,其它中混、强混高压系统中主要以大功率 IGBT 模块方案为主。
2. IGBT 工作原理
IGBT 芯片的内部结构结合了 MOSFET 的驱动优势及 BJT(双极性晶体管)的导通优势(如图 3 所示)。
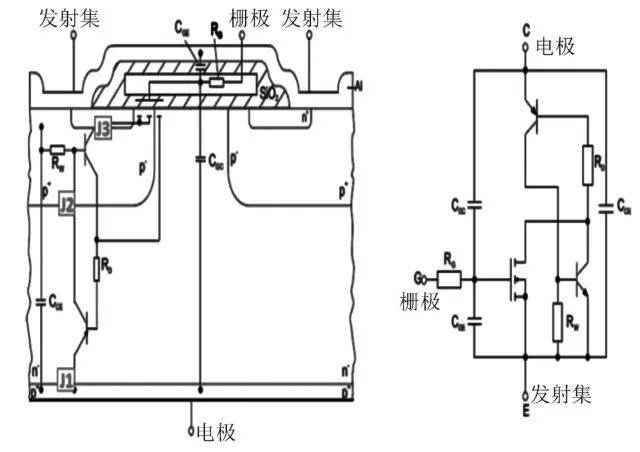
图 3 IGBT 内部结构和等效电路
PNP 和 NPN 型的双极性晶体管在导通时,少数载流子和多数载流子参与导电。在同等电压和电流条件下,双极性晶体管的导通压降要低于 MOSFET 的导通压降,后者只有多数载流子参与导电。导通时,MOSFET 需要的栅极驱动能量小,而晶体管需要相对高的基极电流来维持整个导通周期。
在内部,IGBT 更像垂直结构的 MOSFET,不过它在漏极侧增加了高掺杂的 P + 层,称之为集电极。当栅极接负电压或者零电压时,IGBT 关断。这时发射极电压要远低于集电极电压即 IGBT 正向阻断,PN 结 J2 阻断。为了获得足够的阻断能力,必须使得 N - 区足够宽,且掺杂浓度要足够低。
如果 IGBT 的栅极接到正电压(通常是 +15 V),IGBT 进入导通状态。首先,在氧化层下面的 P 区建立反型导电沟道,为电子从发射极到 N - 区提供导电通路,从而降低 N - 区的电位,J1 导通。P + 区的少子(空穴)开始进入 N - 区,使得该区的少数载流子浓度超过多数载流子几个数量级(假设集电极电压足够高)。为了保持电荷中性,大量的自由电子从 N + 区吸引到 N - 区。由于载流子的注入,本来相对高阻的 N - 区的导电率迅速上升。这个过程称之为电导调制效应,它会显著降低 IGBT 的正向导通压降。IGBT 的 Vcesat 低于MOSFET 的扩散电压特别是在高压大电流的应用场合,所以 IGBT 的损耗要比 MOSFET 低。
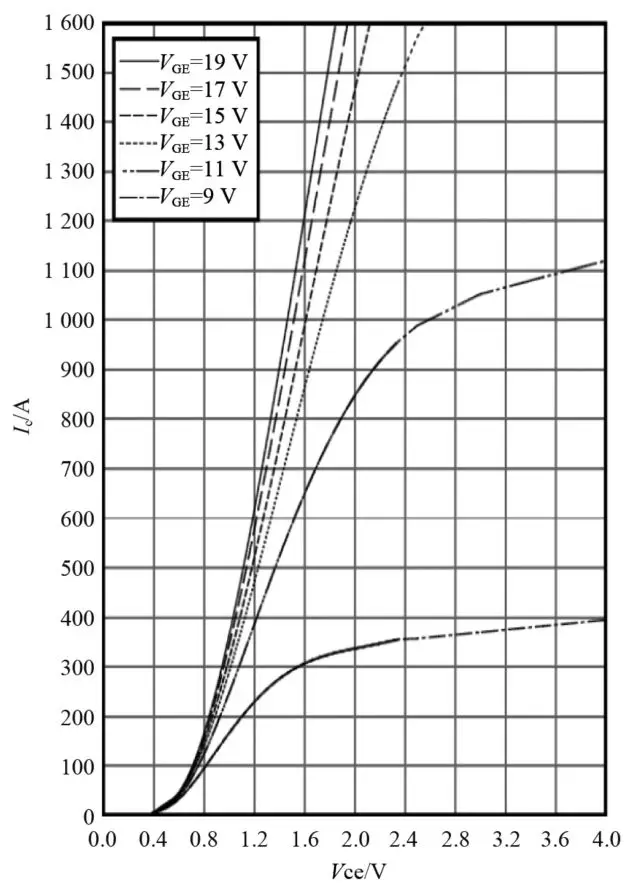
图 4 IGBT 的导通压降 Vce 与 Vgate 关系
IGBT 的输出特性如图 4 所示,如果 Gate 电压不够大,那么形成的反型层较弱,输入漂移区电子数相对较少,导致 IGBT 的压降增大,直接影响到导通损耗增大甚至因过温损坏 IGBT。
如果 Gate-Emitter 电压为零或者负压,栅极的沟道重组将阻止自由电子继续注入漂流区。此时,漂流区载流的浓度很高,所以大量的电子向集电极 P + 区移动,而空穴向 P 区移动。由于电子浓度逐渐拉平,载流子的移动逐步停止,剩余的载流子只能依靠复合来移除。因而 IGBT 的关断电流分为 2 个阶段:(1)关断反型沟道,导致电流迅速下降;(2)持续的时间较长,导致 IGBT 产生拖尾电流。第一个阶段被称为 MOSFET 关断,第二个阶段称为晶体管关断。拖尾电流使得 IGBT 的关断损耗高于 MOSFET 的关断损耗。
如图 3 所示的 IGBT 等效电路,其内部存在寄生晶闸管,该晶闸管由 2 个 BJT 组成。为了防止IGBT 意外导通(即闭锁),可以在设计和制造 IGBT 时采用一些针对性的预防策略防止寄生的晶闸管导通。例如可以通过芯片金属化的方法把 NPN 晶体管的基极与发射极短路来解决闭锁问题,这种技术可以保证晶体管的基极和发射极的电压为 0,确保晶体管不会导通。这种设计可以通过局部提升 P 区的掺杂浓度或者选用更窄的 N + 区来改进,前者可以通过降低欧姆电阻阻值来降低晶体管基极和发射极的电压。
闭锁可以发生在静态开通状态(IGBT 已导通)和动态开关状态(IGBT 关断过程),在这两种情况下通过 IGBT 电流值的大小是决定发生闭锁的关键参数。电流越大,越易发生闭锁。但是根据前面提到的设计,目前大多数 IGBT 在一定的电流范围内不会发生闭锁。值得注意的是,这个电流范围一般指 2 倍的标称电流之内。
自从 20 世纪 80 年代中期研发出第一只 IGBT 器件以来,IGBT 技术经历了几个不同发展阶段,这些技术都是试图平衡 IGBT 的各种特性,其中有些参数是互相矛盾的。例如:降低导通损耗、降低开通和关断损耗、优化器件开关的特性、提高电流密度、提升耐压等级、减少半导体材料(同等电压和电流能力下,减少芯片厚度和面积)、提升最高工作节温、扩展 SOA(安全工作区)特别是 RBSOA(反偏安全工作区)和 SCSOA(短路安全工作区)。
IGBT 制造商利用不同的技术都是为了达到相同的目标,即不断提高 IGBT 的性价比,实现理想的开关特性。
3. 汽车级大功率 IGBT 发展趋势
IGBT 在新能源汽车中的应用目前分为单管并联和模块 2 种。单管方案随并联数量增加,其技术难度及成本呈非线性上升关系;IGBT 模块采用框架式结构,产品开发周期短、可靠性高,极大地降低了系统设计的复杂性。
因此,IGBT 模块已在全球新能源汽车中得到了非常广泛的应用。随着市场对于整车性能要求的迅速提高,汽车级大功率 IGBT 呈现出高电压、高效率、高功率密度和高可靠性的发展趋势。
3.1 专用的汽车级 IGBT 芯片
无论是芯片技术、生产工艺、测试流程都是为汽车级应用量身定制的。芯片最高工作节温由150 ℃ 提升至 175 ℃,相同厚度的芯片耐压由 650 V 提升至 750 V,相同芯片面积下电流能力提升 20%,门级电荷量降低至之前的 70%。同时将电流传感器和温度传感器集成在 IGBT 芯片上,实现更加及时和准确的采样。
3.2 先进制造工艺
IGBT 的制造工艺水平也在不断提升,诸多先进制造工艺如离子注入、精细光刻等被应用到 IGBT 制造上。芯片制造过程中的最小特征尺寸已由 5 μm 降至 1 μm。硅片尺寸从 8 英寸转换为12 英寸,通过提高硅片切割的利用率来降低 IGBT芯片成本。
3.3 优化的封装技术
由于芯片技术的不断完善,芯片的最高工作节温及功率密度不断提高。因此,IGBT 模块封装技术将围绕着芯片焊接可靠性、芯片与功率端子互联技术及降低热阻 3 个方面不断改进。
另外,无绑定线键合、集成电流/温度传感器、集成控制/驱动电路及双面冷却都有助于提高 IGBT 的功率循环次数、抗振动等级和功率密度,同时降低引线电感及芯片到散热器热阻。
3.4 智能化和功能安全设计
功率电子传统意义上是一个被动的执行器件,接收指令后动作。未来的趋势是不仅简单地接收指令,还有部分判断和保护功能。例如在 IGBT 模块内集成控制和驱动电路、增加电流和温度传感器。
当 KL15 信号处于 OFF 状态,DC-link电压由于电机反电势高而超过阀值电压时,IGBT模块内部控制系统可采用相应控制策略降低反电势电压。在电池电压偏高时,可降低功率器件开关速度;在电池电压正常时,切换为最高效开关动作。因此,功率器件的智能化可以让电子控制系统达到更高安全等级。
3.5 平台化设计
典型的汽车电子产品研发周期需要 2 ~ 3 年,如果开发一个产品平台,可以显著缩短开发周期和降低成本。以目前市场上应用较为广泛的汽车级 Hybrid PACK 产品为例,其产品家族分为 HP1-DC6 和 HP Drive 两个封装平台。其中 HP1-DC6 产品平台适用于 50 ~ 100 kW 的应用,HPDrive 则覆盖了 80 ~ 180 kW 的应用(见图 5所示)。

图 5 Hybrid PACK 产品家族
4. 从 0 汽车级大功率 IGBT 研究中得到的启示
随着新能源汽车产业的迅速发展以及产销量逐年攀升,产品设计的可靠性和质量要求也愈来愈严格。汽车级产品、系统设计和认证体系是高可靠性的保证。
汽车级 IGBT 模块从设计概念到产品上线生产历时 3 年时间, 其中 18 个月用于可靠性实验。可靠性实验的主要工作是根据已知加速模型进行加速老化试验,例如功率循环测试,需要为 IGBT 注入大电流使其节温变化达到 100 K,历经 7 万次循环而不出现质量问题;还有机械振动测试20 g,机械冲击测试 50 g。如 Hybrid PACK HP 1 模块产品在车辆运行 20 万 km 后返厂分析,其各项电气指标均符合出厂检验标准且寿命消耗不足 50%。
另外,产能和生产保证也得到更多关注。针对 IGBT 模块的前道芯片生产到后道封装生产产能的增长以及生产工厂的双备份(不同地区建设备份的生产线)都是新能源汽车发展的基础保障。
各大新能源企业需要思考适合自身发展的战略布局,如何采用技术创新从研发成本、销售及服务方面开辟属于自己的市场空间,达到盈利目标。
参考文献
[1] Andreas Volke,Michael Hornkamp. IGBT Modules Technologies,Driver and Application [M]. 北京:机械工业出版社,2016
[2] GB /T 29332 - 2012. 半导体器件分立器件第 9 部分:绝缘栅双极晶体管(IGBT)[S]. 北京:中国标准出版社,2012