伺服定位不准、丢步问题的解决办法分享
一、设备故障原由
事情是这样的,上周接到一个工作现场的咨询电话,反馈工作现场伺服定位不准,经过反复沟通与确定,可以梳理大致的故障现象为以下两点:
手动控制,只能接收一个步的脉冲。
自动控制,可以接收脉冲,但是在运行过程中会停顿,然后再运行。
二、故障原因分析
遇到这样的故障现象,还是挺有挑战性。从处理伺服设备故障的思路出发,一般分为四种:
1)硬件接线异常;
2)程序逻辑异常;
3)现场干扰问题;
4)人工操作不合规导致异常。
经过仔细询问得知,现场工程师反馈:“设备一直使用正常,近期也没有新添加什么设备,就是突然出现这种故障现象。”经过初步沟通,我这边给的初步处理思路是检查现场接线有没有异常,其次检查屏蔽线。挂完电话后,思路一直在为何设备能在自动情况下运行,但又卡顿。手动情况下,按下点动只能接一个步的脉冲。
不知诸位读者,有没有与我一样的疑问,也欢迎补充,伺服的工作原理是一个闭环控制的过程,上位机发多少个脉冲,伺服从A点到B点移动或水平或角位移。所以当时疑问有以下几点:
如果断线,那也不存在能自动,不能手动的现象;
如果是干扰,那也不存在干扰手动,不干扰自动,且现场工况不变的情况。
现场工程是检查了接线与上位机,发现PLC正常、接线正常、程序执行正常。伺服不报任何故障代码。
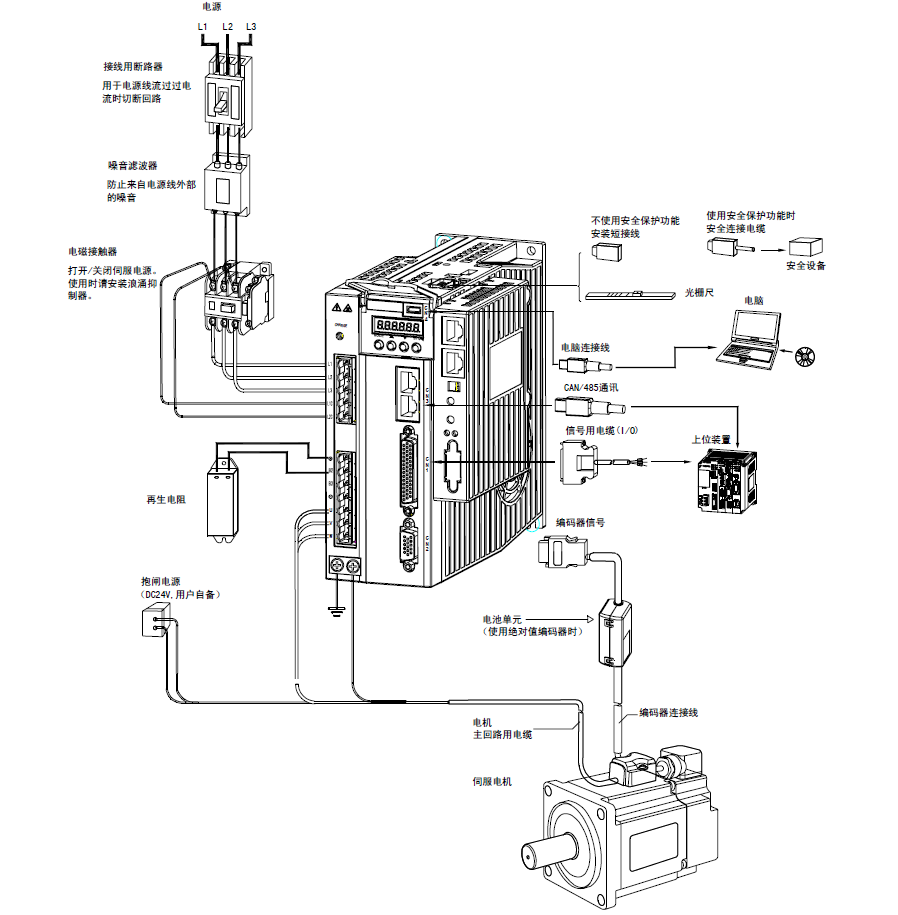
遇到这样故障,也忍不住主动打电话现场沟通,咨询有什么进展没有,有没有突破,现场反馈故障依旧没有处理。问到伺服的型号为英威腾SV-DA200交流伺服。挂完第二次电话后,搬救兵、查手册。
三、故障处理过程
看到这里的读者,我想您一定也有自己的处理的思路了。
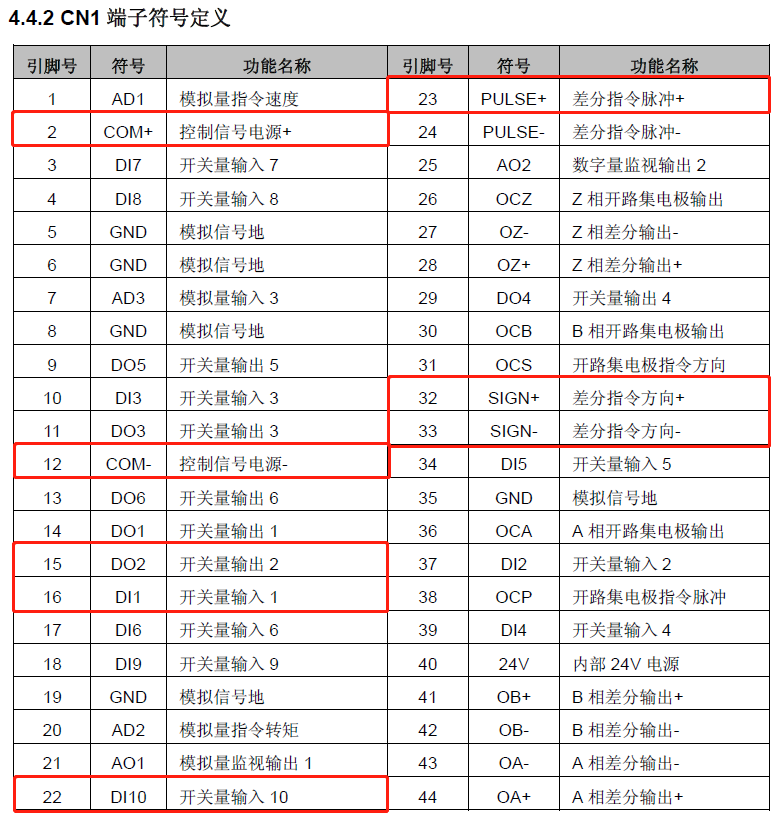
经过二轮电话沟通后,大致的问题可以锁定在伺服上,决定实际监控一下伺服驱动器到底有没有接收到脉冲。在英威腾SV-DA200驱动器手册两组参数分别为R0.02与R0.03,两组参数分别为反馈脉冲累积(理解为编码器实际检测的位置反馈)、指令脉冲累积(理解为驱动器从上位机接收的脉冲个数),通过这两组参数监测,果然发现在自动的情况下,伺服在伺服使能的状态下,上位机发脉冲,驱动器只能接收到一个步的脉冲个数。
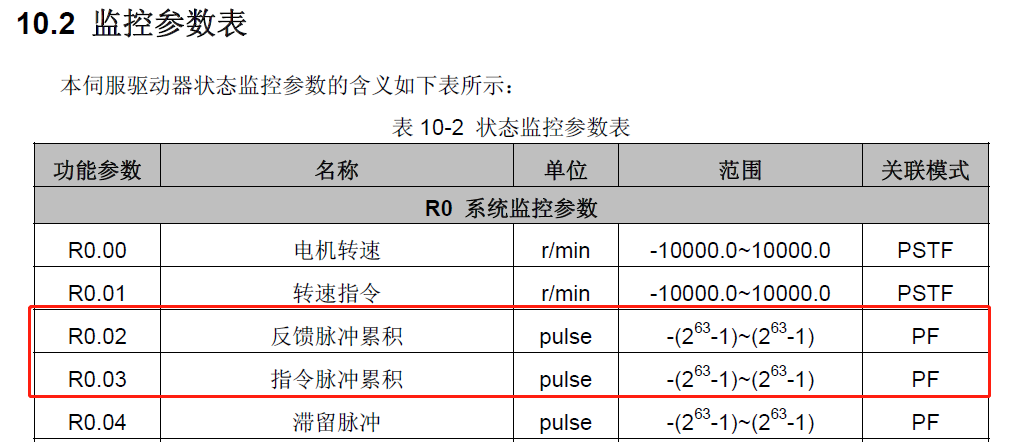
伺服驱动器参数监控表
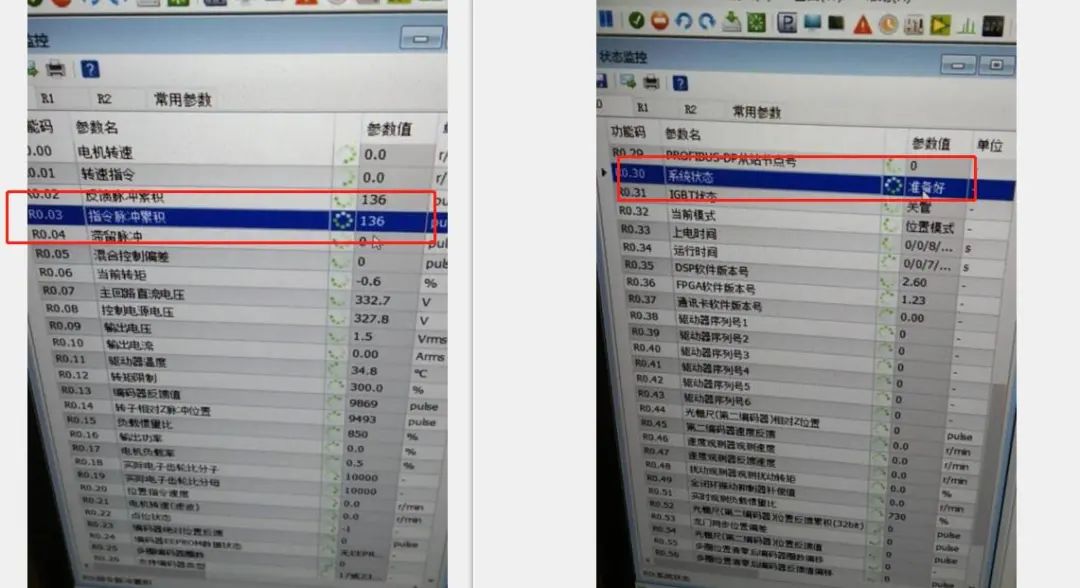
伺服调试软件实际监测值
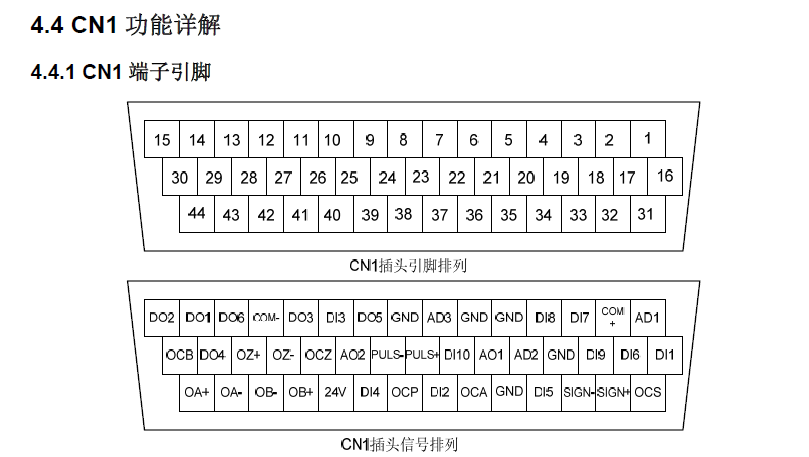
根据现场反馈的信息,故障现象可以锁定为硬件线路有问题,但是又迫于现场没有条件直接更换驱动器,检查PLC到驱动端线路正常,伺服电机到伺服驱动器端正常,最后怀疑可能CN1接口,直接建议现场在上级允许的情况下拆机。拆机后果然发现CN1的有一根引脚虚接,崩断的现象。重新焊接,上电设备正常,故障解除。
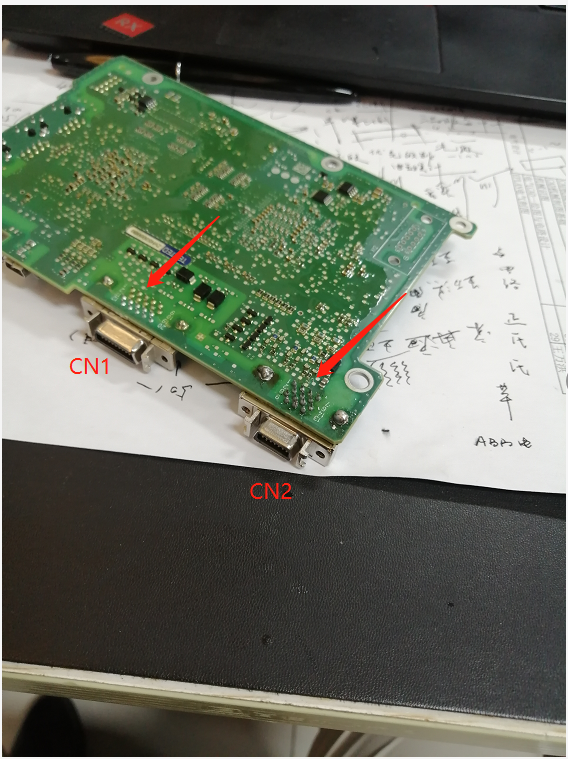
伺服驱动器驱动板

伺服驱动器接口维修的过程
四、反思总结
工控现场设备故障错综复杂,尤其是突发性的故障更是让人措施不急,因为现场英威腾的驱动板维修时没有拍照,上图为笔者在维修一台V90伺服的照片,也是因为检测不到脉冲,发现CN2管脚异常。伺服在现场使用非常广泛,CN1与CN2的管脚也容易发生问题,好在最后英威腾伺服经过焊接上锡后设备恢复正常,特将该故障整理成文,以飨食诸位读者,不足之处,欢迎斧正!
本站所有转载文章系出于传递更多信息之目的,且明确注明来源,不希望被转载的媒体或个人可与我们联系,我们将立即进行删除处理。