通过针对制程能力(CPK)分析的学习,分享学习心得给大家参考!
一、X - R 管制图
(一)功 能 : 可以让我们知道制程上的差异,其中有些参数亦可应用在 “ 制程能力 ” 的计算式中. 方便又容易.
条 件 :
1. 先建立制程用之管制图.
2. 将制程变得稳定
3. 然后再评估制程的能力.
(二)作法步骤 :
A. 收集足够资料. 最好能得到制程全部变化数据.
第一阶段需 50 个读值.
第二阶段需 25 个读值.
第三阶段需 25 个读值.
B. 依数据与公式计算出自然管制界限与相关参数.
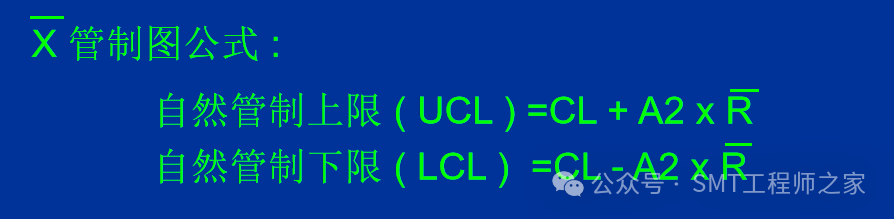
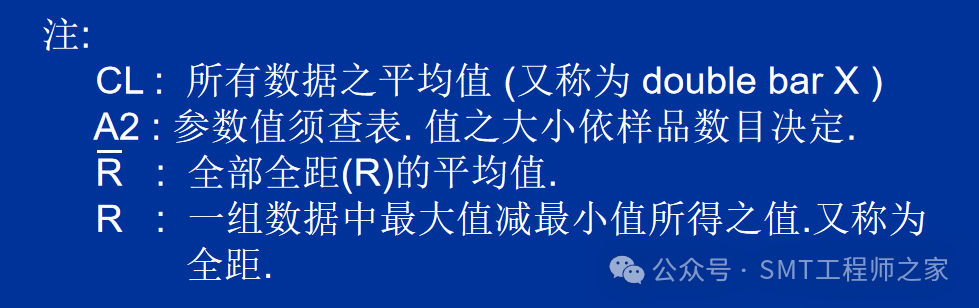
R 管制图公式 :


二、制程能力
1. 功 能 : 可显示出生产制程的能力是否达到可生产状况.
a. 一般而言 CP > 1.33 时,该制程属平稳可生产.
b. 若 CP < 1.33 时,该制程属不平稳,需小心管制.
c. CP 值愈大显示制程的制造能力愈稳定. CP 值愈小则显示制程的制造能力愈不足,需要作许多的改善.
2. 制 程 能 力 公 式 :
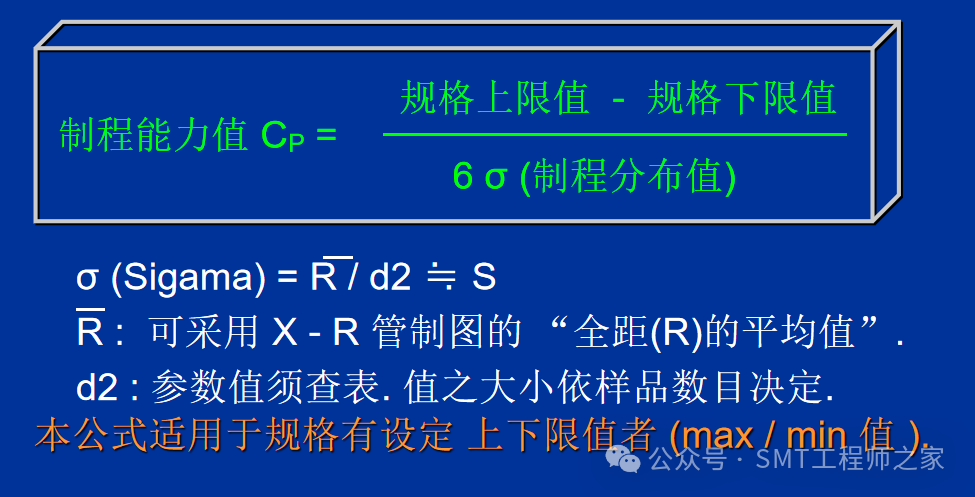

本公式适用于规格只有设定 上限值 (max 值 ).

本公式适用于规格只有设定 下限值 (min 值 ).
三、Z分布
功 能 : 可提供了解制程的变异与不稳定趋势,预先提出改善预防.
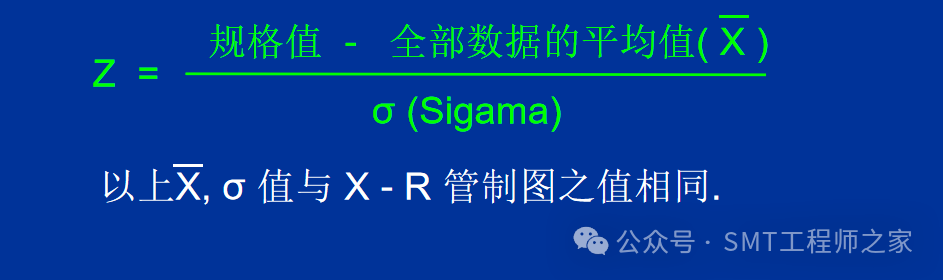
Z 分 布 例子说明:
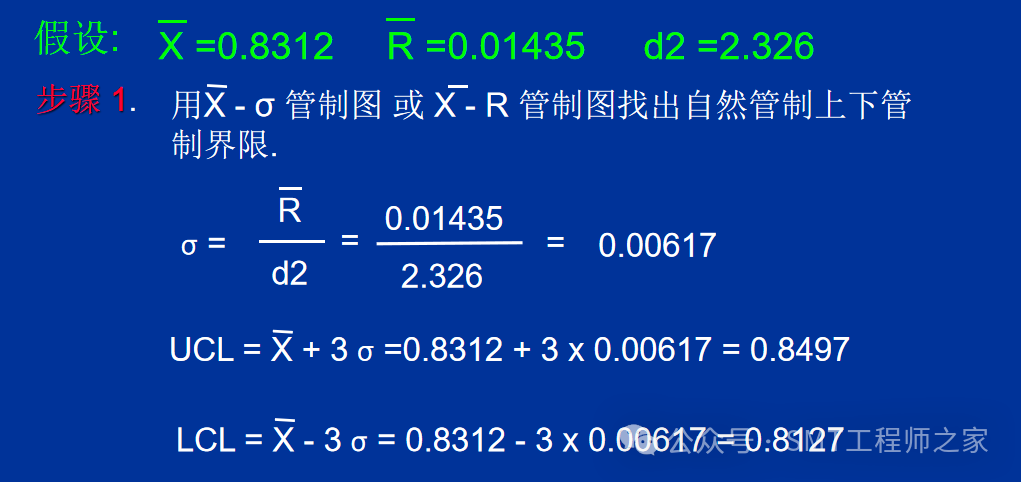
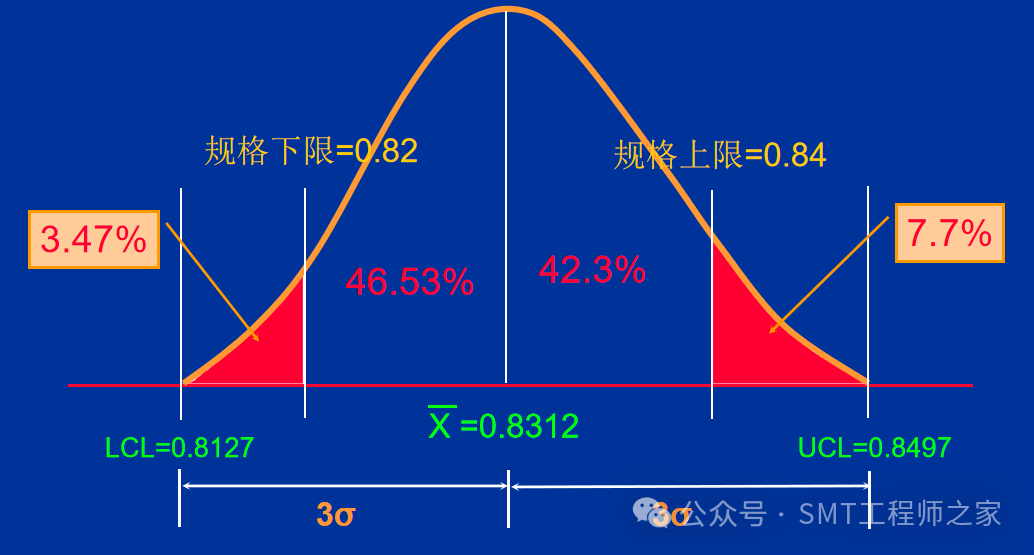
步骤2:计算出UCL / LCL 超出规格上下限所占之比率

由Z分布表查知 1.426 所占面积约 0.423 = 42.3%
超出规格上限的不良比率 : 50% - 42.3% = 7.7%

由Z分布表查知 1.8152 所占面积约 0.4653 = 46.53%
步骤3:将超出规格上下限的不良比率相加即等于制程不良率
制程不良率 = 7.7% + 3.47% = 11.17% (估计值)
四、制程不良趋势图
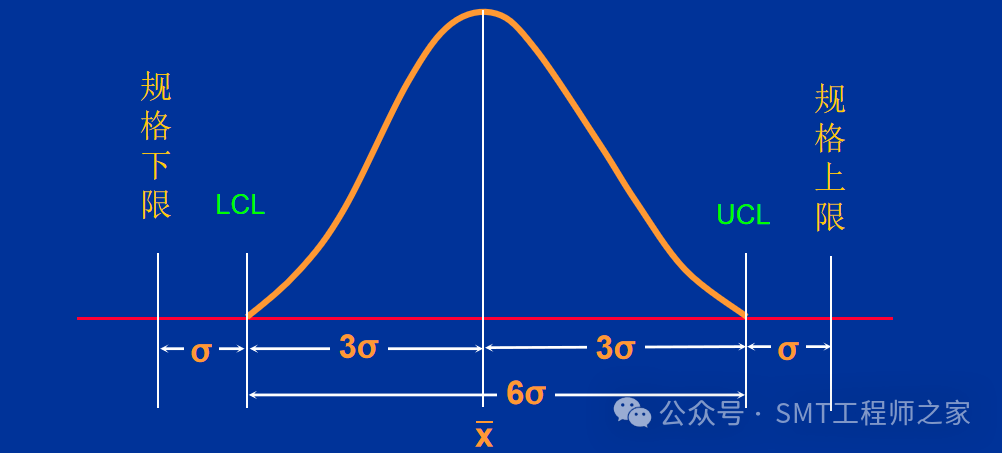
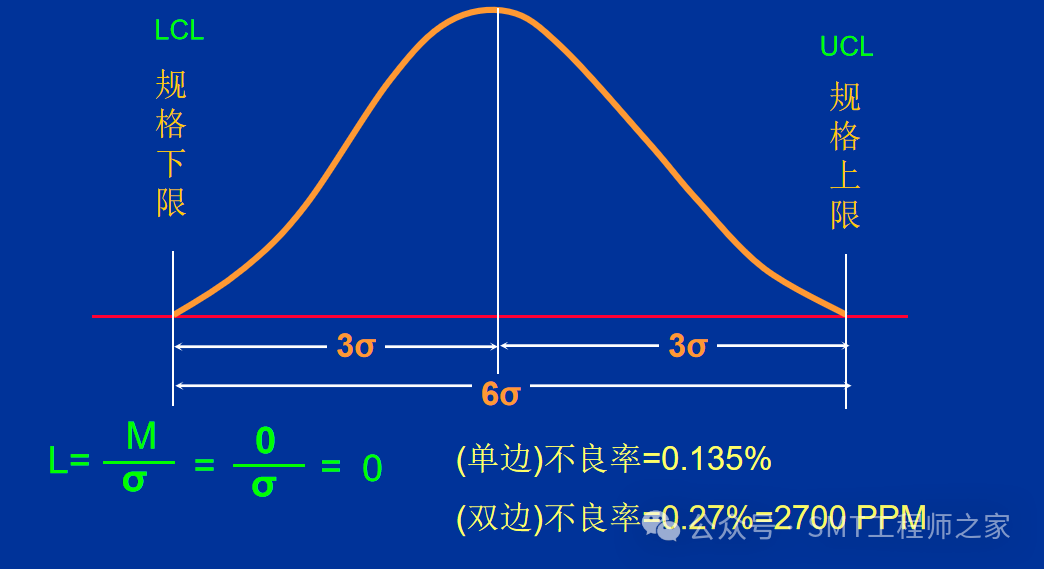
UCL及LCL都在规格上下限之内,且距离规格上下限皆有一个δ以上,此种状况正表示制程能力很好,且非常稳定.
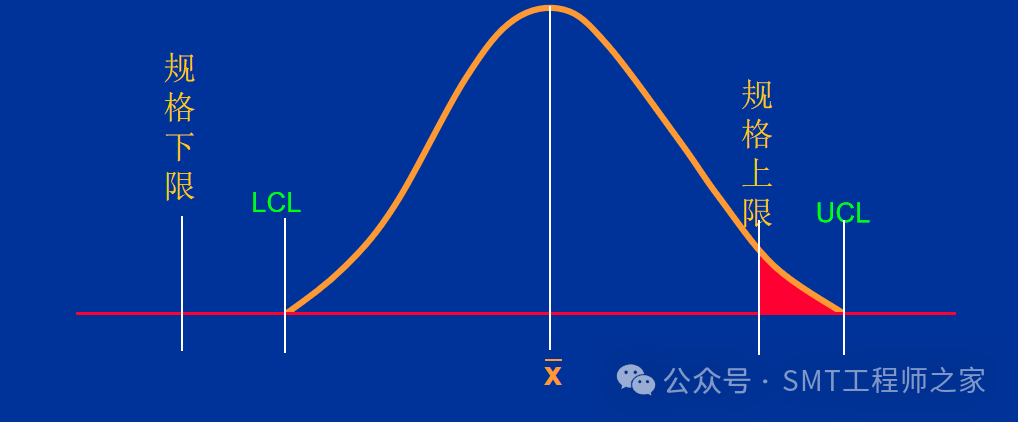
此图表示,制程有变异存在,整个分布图往规格上限偏移,致使UCL超出规格上限, 以致有不良会产生.