前言
安全是汽车工业发展的永恒主题,也是智能汽车发展的最高优先级。伴随着新能源汽车的电动化、智能化和网联化,用户对汽车本身的安全性要求越来越高。汽车本身的安全性,关键是电子电器控制系统的安全性。汽车线束(图 1)好比汽车的神经系统,是汽车电子线路的网络主体,负责汽车上的电力传输和信号传输。线束插接器负责连接汽车上各个电子线路,是汽车上电力传输和信号传输的连接点,对汽车的安全驾驶和功能实现起到了重要作用。端子退针是线束插接器功能失效的一种常见故障模式。因此分析与改进线束端子退针故障,提高线束插接器质量的可靠性和耐久性,精准地实现汽车上的电力传输和信号传输,提高汽车本身的安全性,是汽车制造商和零部件供应商的共同课题。
图 1 汽车线束
1
汽车线束、线束插接器和线束端子
根据线束装配在汽车整车上的位置不同,汽车线束通常分为底盘线束总成和驾驶室线束总成。文章中提到的底盘电器盒线束是属于底盘线束总成的一部分。线束插接器是汽车线路中经常用到的一种元件。它的作用是在电路中将不同导线连接在一起,使电流流通,使汽车电子线路实现预定的功能。线束插接器主要由端子、外壳、附件组成。线束端子包括插针和插孔两种,其主要作用是导通电流和传递电信号,所用材料为铜及其合金的良导体。
2
汽车线束端子退针故障分析与改进
端子退针是线束插接器比较常见的一种失效模式。下面以某车型底盘电器盒线束端子退针故障分析与改进过程作为案例来进行详细阐述。项目课题:某车型底盘电器盒线束端子退针故障分析与改进。项目现状:某车型汽车研发试生产期间,统计生产线装车现场发生的质量问题,其中底盘电器盒线束端子退针故障占比 43%,是最主要的问题,急需分析改进。
在项目攻关过程中,项目组成员充分运用了“系统思考、团队学习”的工作方法,现场、现时、现物发现问题、分析问题、解决问题,最终形成产品优化改进方案并且实施。改进后的产品经过大量的试验验证,并且进行整车路试测试。验证结果:产品合格,底盘电器盒线束端子退针故障消除,产品如期进行试生产、量产。项目组成员察看整车装配实物状态,聚焦底盘电器盒线束,对照产品图纸和技术要求,运用故障树分析法,从人、机、料、法、环、测等方面进行研讨分析:为什么底盘电器盒线束端子会发生退针故障?如果底盘电器盒线束端子发生退针故障,如何消除故障、改进产品?
项目组成员以问题为导向,以消除端子退针故障为目标,综合运用故障树分析法、8D 报告、QC 小组活动等多种质量工具方法,由表及里、层层深入地查找造成汽车底盘电器盒线束端子发生退针故障的原因。通过系统识别,充分研讨分析,找出造成底盘电器盒线束端子退针的可能原因有三个:端子与底盘电器盒保持力不达标,端子插植不到位,电器端端子将插件端子顶出。找出造成端子与底盘电器盒保持力不达标的可能原因有三个:底盘电器盒存在设计问题,供应商来料质量问题,端子压接质量不合格。造成端子压接质量不合格的可能原因有两个:端子剥头问题和设备工装问题。造成端子插植不到位的可能原因有一个:作业标准问题。造成电器端端子将插件端子顶出的可能原因有一个:线束端与电器端匹配问题。综上所述,通过 FTA 分析,共识别出六个可能导致汽车底盘电器盒线束端子退针的潜在因子,分别是:底盘电器盒存在设计问题、供应商来料质量问题、端子剥头问题、设备工装问题、作业标准问题、线束端与电器端匹配问题,具体故障树如下图所示(图 2):
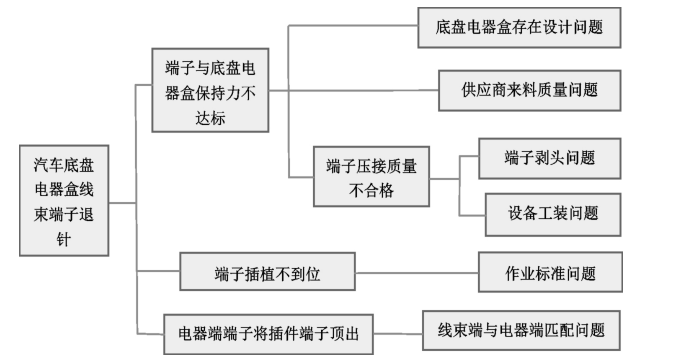
图 2 汽车底盘电器盒线束端子退针故障树
2.1 底盘电器盒存在设计问题
底盘电器盒和端子的生产厂家是主机厂指定的同一家供应厂商。项目组查看生产制造现场装车情况,发现线束端子退针集中在底盘电器盒中的继电器位置。查阅整车布置图,结合生产制造现场的装车状态,发现汽车底盘电器盒装在整车的左前轮挡泥板处。车辆在此处位置震动较大,高频的震动容易导致线束端子与底盘电器盒松脱,产生端子退针现象。项目组对比分析不同厂家提供的电器盒,发现有的电器盒带自锁结构设计,有的电器盒不带自锁结构设计。带自锁结构设计的电器盒,自锁分为端子自锁结构和端子限制件两部分。发生端子退针故障的底盘电器盒,在设计结构上对端子限制件进行了位置上的预留,但未开发相应的端子限制件。通过拉力试验机测试线束端子与底盘电器盒内的保持力,保持力不达标,端子容易松脱,发生退针现象。因此需要提高底盘电器盒内的线束端子保持力,确保线束端子不被震动松脱,从而消除端子退针现象。综上分析,底盘电器盒存在设计问题是影响线束端子退针的关键因子。
改进措施:项目组联合底盘电器盒和端子的供应厂商,对底盘电器盒、线束端子从结构、材料、尺寸、性能等方面进行重新测量、分析,根据尺寸链分析结果,优化底盘电器盒的设计结构,在底盘电器盒中开发端子限制件,根据端子限制件重新选择与底盘电器盒对插匹配的线束端子。将优化后的底盘电器盒、线束端子进行多次匹配性试验,两者匹配合格。通过拉力试验机测试线束端子与底盘电器盒内的保持力,保持力达标满足技术要求。将装配好底盘电器盒的线束总成产品上台架进行疲劳试验,整车跑路试,线束端子均没有发生退针现象。跟踪生产制造现场 1 000 台车辆,车辆此处没有发生端子退针现象。修改底盘电器盒及其相关线束的产品图纸和技术要求、控制计划、工艺文件和作业标准指导书等,将产品改进成果进行固化、标准化,形成组织记忆力。
2.2 供应商来料质量问题
项目组对底盘电器盒(图 3)和端子进行全尺寸检测,检测结果:底盘电器盒和端子尺寸符合技术要求。将线束端子委托第三方具备资质的检测机构进行材质和力学性能检测,端子材质为紫铜,其厚度、抗拉强度、断后伸长率和维氏硬度等力学性能均满足 GB/T2059—2017 标准要求和公司技术要求。因此供应商来料质量问题不是影响线束端子退针的关键因子。
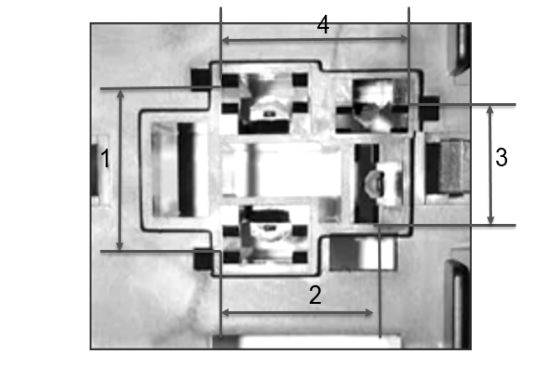
图 3 底盘电器盒
2.3 端子剥头问题
产品技术图纸和技术标准中对底盘电器盒端子的型号、端子剥头工艺、端子剥头尺寸等作了规定。在生产制造现场,工艺文件中规定底盘电器盒线束端子剥头工艺要求 5.5 mm,实测此端子实物剥头尺寸在 5.50 mm~5.52 mm,端子实物满足工艺要求。对压接后线束端子前后足间的余漏铜丝长度进行测量,测量结果如下:端子后足余露铜丝尺寸符合标准要求,端子前足余露铜丝实测尺寸为 1.1 mm~1.5 mm(工艺标准为 0.2 mm~1.0 mm),端子前足余露铜丝过长,不符合标准要求,此端子剥头过长。项目组将压接后余露铜丝过长端子与底盘电器盒进行对插匹配,发现端子露铜丝处与底盘电器盒的配合存在干涉,端子插接后退位。因此端子剥头问题是影响线束端子退针的关键因子。
改进措施:修改底盘电器盒线束端子剥头尺寸,并且进行工艺验证,使压接后线束端子前后足的余漏铜丝长度与底盘电器盒匹配无干涉。通过拉力试验机测试线束端子与底盘电器盒内的保持力,保持力满足技术要求。将装配好底盘电器盒的线束总成上台架进行疲劳试验,线束端子没有发生退针现象。跟踪生产制造现场 1 000 台车辆,整车跑路试,车辆此处均没有发生端子退针现象。修改相关产品图纸和技术标准、控制计划、工艺文件和作业标准指导书等,将产品改进成果进行固化、标准化,预防同类问题再次发生。
2.4 设备工装问题
底盘电器盒线束端子使用专用压接模具进行压接。将线束端子压接后进行剖面技术数据分析(图 4),测量端子断面压缩比。实际测量端子断面压缩比为 88.6%(压缩比标准要求是 75%~95%),端子断面压缩比满足技术标准要求。因此设备工装问题不是影响端子退针的关键因子。
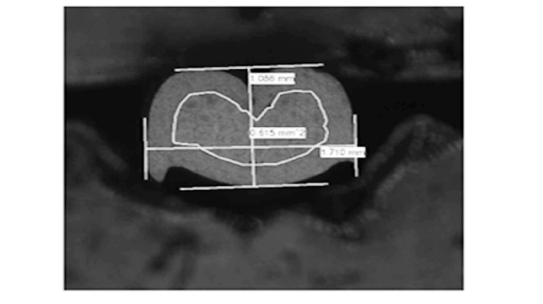
图 4 线束端子剖面分析
2.5 作业标准问题
项目组到生产制造现场查看底盘电器盒端子插植工位,发现插植工位上有作业标准指导书,现场操作工严格按照作业标准指导书进行操作,作业标准指导书能有效指导员工进行标准化作业,因此作业标准问题不是影响汽车底盘电器盒线束端子退针的关键因子。
2.6 线束端与电器端匹配问题
行业内遵循着将继电器作为标准件,底盘电器盒的配合严格按照继电器进行匹配。底盘电器盒和继电器配合,最基本的设计要求确保中心尺寸的匹配性。项目组分别对底盘继电器、底盘电器盒及端子尺寸进行全尺寸链的测量、分析,确认三者均良好匹配,满足设计要求,因此线束端与电器端匹配问题不是影响端子退针的关键因子。
3
结论
结论综上所述,通过故障树分析,识别造成底盘电器盒线束端子退针的两个关键因子分别是:底盘电器盒存在设计问题和端子剥头问题。针对这两个关键因子提出产品改进方案并且实施改进。改进后的底盘电器盒线束产品未发生端子退针现象,汽车电子电路控制系统安全运行,汽车安全驾驶。项目组及时将产品改进成果进行固化、标准化,形成组织记忆力。通过项目攻关,既提高了汽车本身的安全性,满足用户安全驾驶的美好生活需要,又锻炼了人才队伍,为公司持续健康发展积蓄了力量,同时为行业内新车型的开发和同类故障的分析改进提供参考。