伺服如何实现脉冲控制及优缺点
首先我给大家介绍一下作为电气自动化设计者是如何实现伺服的控制的,下面是一个实例分析,只有知道控制原理,我们才能够继续延伸更多的知识,所谓“基础要过硬”,好了,大家先理解一下!
一、实战分析
伺服如何实现脉冲控制,及优缺点
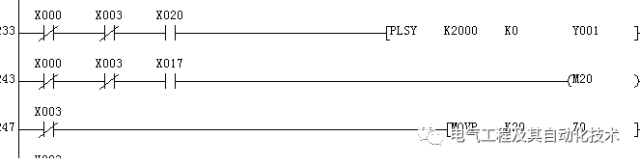
一般我们控制伺服电机正反转,位置控制,或者是位置+速度控制,都是采用控制器发脉冲的控制方式,比如三菱PLC的FX2N和三菱的伺服驱动器,就可以利用PLC编辑程序,根据您所要的当量换算,计算出要发出的脉冲数,发送速度等参数,然后驱动设备运行相应的距离。当然比如西门子,欧姆龙等控制器和不同品牌的伺服,万变不离其中,原理都是类似的。下面是三菱程序的一部分,参考一下哦!
那么问题来了,总线控制又是什么东东那,接下来我给大家介绍一下:
二、现场总线控制方式应用场合及优缺点分析
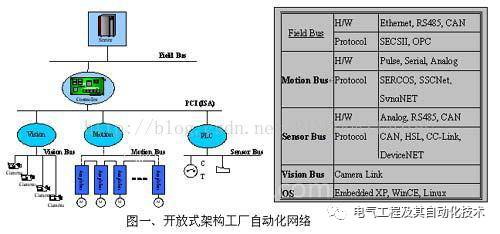
随着IT产业的蓬勃发展,工厂内设备的自动化也全面进入了要以网络来联机的时代,这也使得"PC Based"的控制器在工厂设备中被运用的比例也愈来愈高,在图一中所展现的是一个开放式架构 (Open Architecture) 工厂自动化 (Factory AutomaTIon) 的网络结构,包含了硬件及各式的通讯协议。
1. 多轴运动控制
机器设备因自动化程度提高而使得单一机器上所需要的轴数增多,一台设备上十几轴是常见的事情。在轴数变多后,如何协调各轴动作就是一个重要的课题。
2. 体积要小
由于厂房空间的限制,机器的体积要越小越好,机器内控制器的体积也就被要求愈来愈小,相对地走线空间也愈来愈少。
3. 要更精准
随着半导体制程已经精密到100nm以下,在制程及检测相关设备所要求的运动精度也要更精确。
4. 要更稳定
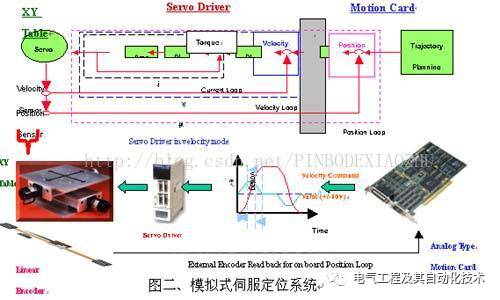
三、传统AC伺服定位系统
图二所示是一个传统「模拟式AC伺服定位系统」的方块图,驱动器的内层回路是一个相量控制的电流死循环系统以控制电机的转矩,外圈是转速死循环控制。运动控制卡读回 encoder 位置来作定位死循环控制。通常控制卡会利用DA输出电压到驱动器当成转速指令。
图三所示为改良后的「脉冲式AC伺服定位系统」,因为伺服驱动器的进步而将定位死循环控制移入驱动器内执行。(也就是将速度环移到了驱动器内部)。运动控制卡输出脉冲指令来同时控制马达的位置及转速,同时读回encoder位置以作定位修正之用。
不论是传统或是改良式的控制架构都一定会遇到下列的瓶颈:
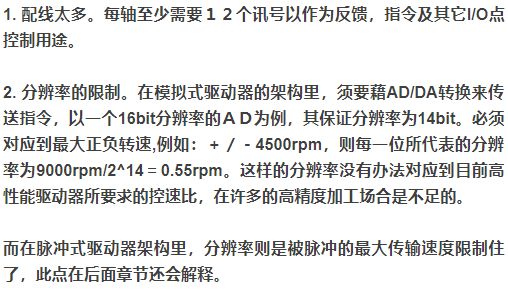
3. 偏移误差(Offset)及噪声。只要是模拟讯号必定会有所谓偏移误差的问题,造成传送指令的位准误差,此问题在零转速附近会特别明显,必须靠校正来补偿,另外在高压大电流的AC伺服系统必须特别注意噪声带来的干扰,否则也很容易引起脉冲指令误差。
4. 缺乏自我检测功能。这两类驱动器架构都很难令外界控制器读取或实时调整伺服参数,伺服驱动器内的参数多达百种,没有办法藉由传统配线方式就读取这些参数,如此就没有办法在控制器上完全掌握这些参数,也就没有办法进行自我检测及调试。
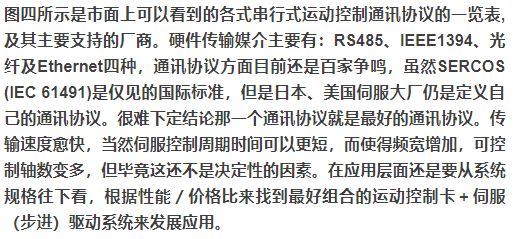
四、各式串行式运动控制通讯协议
随着串行式通讯科技的日新月异,如:Ethernet,运用串行式通讯来解决传统服务器驱动问题也有很大的进展,就如第一节中所述,串行式系统的不便之处在于没有共同遵守的通讯标准,就连在单项的运动控制系统目前也没有大家遵守的标准,不论是在硬件或通讯协议。
虽然没有标准,但是技术内涵的需求都是一样的:
1. 要能在固定周期内实时地传输控制指令,
2. 此周期是快速到约0.1ms~5ms之间,
3. 非周期性地收集外围所有I/O资料,
4. 选择性地、非周期地传收伺服参数数据,
5. 数据结构上要含数据正确性编码,以防在噪声干扰时作数据修正。

本站所有转载文章系出于传递更多信息之目的,且明确注明来源,不希望被转载的媒体或个人可与我们联系,我们将立即进行删除处理。