机器人视觉系统的工作发展及难题
0 引言
随着我国工业持续发展,工业主导地位不断提高,我国的工业生产结构产业结构从劳动密集型逐渐转向技术、知识密集型,产业发展的动能也逐渐从要素驱动转向效率驱动和创新驱动。与此同时,随着5G网络时代的到来,人民的生产生活将愈来愈智能化。为建设现代化强国,提高工业生产的作业效率和经济效益,实现国家经济增长再创新的高度。我国工业生产的智能化水平仍然是工业领域的一个重要的研究点,未来工业智能化的发展尤为重要。
近年来,随着工业智能化的迅速发展,具有便捷性、精确性、迅速性、智能化等优点的机器视觉技术被广泛应用于工业生产各领域,其作为一种现代化检测手段,越来越受到人们的重视。机器视觉技术涉及计算机科学、人工智能、信号处理、图像处理、机器学习、光学、自动化等多个领域。机器视觉通过光学设备和传感器获取到目标物体的图像信息,然后将图像信息转化成数字化信息,进而通过计算机分析数据显示在电子屏幕上或者通过控制单元指导机器完成任务。机器视觉偏重于信息技术工程化和自动化,但又构建在计算机技术视觉效果方法论的基础上,它的重点是感知目标物体的位置信息、大小形态、颜色信息及存在状态等数据信息。
本文主要通过论述机器视觉技术在工业生产智能化中的应用,分析机器视觉的优点及现如今存在的问题,并针对问题提出解决性的方法,进而剖析机器视觉技术在工业智能化生产上的发展趋势及方向,期望能为现代化的智能工业生产的发展提供借鉴。
1 机器视觉的研究与发展
机器视觉的概念始于20世纪50年代,最先应用于“机器人”的研制。通过机器视觉传感器采集图像信息并处理,进而通过计算估计下一步的位置来控制机器人运动。
20世纪50年代:机器视觉的研究主要集中在二维图像的简单分析和识别上,像字符,工件、图片的分析和处理等,多用于航天、工业的制造与研究。
20世纪60年代:利用计算机程序从数字图像中提取出诸如立方体、楔形体、棱柱体等多面体的三维结构,提出基于机器视觉的多面体零件特征提取技术,进而为识别三维物体和三维计算机视觉研究打下坚实的基础。
20世纪70年代:这个时期才有人首次提出较为完整的机器视觉理论,也陆续出现了一些视觉应用系统.简单的视觉应用系统小部分的代替人工生产,让工业生产逐步向自动化方向发展。
20世纪80年代:机器视觉技术在这个时期获得蓬勃发展,随着一些新概念、新方法、新理论的不断涌现。机器视觉技术也不断和其他技术相结合,产生新的生产方式应用于工业生产中,机器视觉也逐渐被人们熟知和应用,使其工业生产中掀起新的生产浪潮。
20世纪90年代:机器视觉技术开始应用于零部件的装配。同时,这一时期有人提出将机器视觉和神经网络技术相结合,实现了对机械零件表面粗糙度的非接触测量。这一技术的实现让众多机械零件表面的检测得到了应用,代替了人工检测,提高了工业生产效率,让众多工人的双手和双眼从工厂生产中解放出来。
21世纪:现如今,机器视觉的发展已相对成熟,很多企业借助机器视觉的优点将其大量应用于工业生产中。现如今的时代是智能化的时代,现代工厂的生产也不断追求自动化以及机械化,倡导将传统的人工生产解放出来,越来越多的产业已经在工业生产智能化方面做的相当出色。机器视觉技术作为工业智能化生产中的关键技术,也不断的被人们改进。
由此可见,机器视觉技术一步步地发展到现阶段,已经相对成熟,并且在各个领域都大规模是使用,尤其在工业领域发挥了至关重要的作用。但是国内的机器视觉技术相对起步较晚,相比国外还有一定的差距,还需要在技术、算法等方面努力跟进。
2 机器视觉在工业机器人中的应用
工业机器人是现代科技的主要代表技术,工业机器人以其方便精确,省时省力,而被广泛应用于家电、电子、服装、汽车、食品、等行业。随着现代科技的高速发展,高标准、高效率已经成为众多企业追求的目标,在这种发展背景下,工业机器人应运而生。其中让笔者印象深刻的就是京东自动化机器人仓库,硕大的仓库里面成千上万的机器人不停地在货架之间来回运动,将物品分类、投放、运输。在工业机器人领域中机器视觉具有如下功能。
(1)定位和控制。现代工厂生产要求机器视觉系统能够快速,准确地找到目标物并确认其位置。然后使用机器视觉进行定位,并引导机械手臂去准确地抓取。
(2)识别。主要利用机器视觉获取图像,然后对图像进行处理、分析和理解,以识别各种状态的目标和对象,用于跟踪和收集数据。一般的机器识别系统借助照相机完成。
(3)检测。检测生产线上产品的质量,这也是取代人工最多的环节。在工业领域,主要检查包括尺寸大小检测,瓶子外观缺陷检测,瓶口缺陷检测,残次品检测等。
(4)高精度检查。在工业生产中,一些精密的电子设备零件需要较高的精度,例如计算机、手机上高度集成的电子电路板,有些可达到精度0.01mm甚至μm级,人眼无法识别这些小的元器件,因此必须使用机器来完成。
(5)分拣与搬运。现代工业生产与运转过程中,不可避免都会有一些分拣的工作,而传统利用人力进行分拣工作的方式存在较大局限,但视觉机器人的应用可以极大地提高工业生产的效率及工作精确度,进而解放了人们的双手。
机器视觉系技术在机器人的应用中起到一个核心内容的作用。机器视觉中最关键的一项就是:怎样让机器人对运动目标物进行准确识别。视觉系统技术可以解决这一难题,加入视觉系统技术,可以使机器人对目标物进行实时的运动跟踪与检测,进而准确的确定目标物的位置与方向,确保机器人对其的准确定位。
机器人视觉系统的工作主要分为4个部分:相机定位、图像分析与处理、目标物状态识别及机器人的动作操控。先利用相机定位对目标物建立运动坐标系,获取物体坐标;然后将获取的目标物分图像进行分析和处理;状态识别以图像分析为基础,对目标物的状态进行分析和处理,从而根据图像处理与分析的结果操控机器人的动作行为。工业机器人的使用是现代工业相对于传统工业的伟大进步与发展,其解决了传统工业成本高、效率低、耗时长等缺点,将人们双手解放出来,让现代化的工业生产更加自动化、智能化。
3 机器视觉在工业控制领域的应用
现代化的工业生产大多倾向机械一体化,例如,薯片的生产,从土豆的清洗,到最后薯片的装袋、封口,都不需要人为参与。当然有的人要说这样生产出来的东西没有人情味,但是我想说机械一体化的生产方式或许将是未来所有工业生产的大趋所示,其优点不在赘述。那么,怎么才能控制机械化生产呢?这就要用到机器视觉技术来控制机器生产。
机器视觉控制器,因其具备出色的处理能力,可在10s以内高速完成最多128个点的检测,强大的处理能力可以直接影响可运行的算法以及视觉系统做出决策的速度。为了减少图像处理的时间,一些工厂现在使用同构处理来运行视觉算法。
另外,现在的一些机器视觉控制器还具有用于网络连接的专用以太网端口以及用于连接外部数据存储器的端口。通过工厂连接功能,工作人员可以实现在办公室检测产品生产,查看图像,还可以实时回放,极大的方便了工厂的生产。这种直接进行工业一体化生产的方式在慢慢的取代传统生产方式,相信在未来的工业发展中,一大部分工厂将利用机器视觉控制实现工厂一体化生产。
4 机器视觉在工业质量检测中的应用
在现代化工业生产过程中,目标检测多种多样,市场需求相对较大。比如,检测机械零件大小是否达标、辨别条形码或包装条码、测试商品的外表缺陷、瓶口缺陷、打印缺陷等等。这些应用均需大批量测试,并且都是高精度的测试,人眼识别在这些检测中处于劣势,如果仅仅通过人工,耗时可想而知。在啤酒瓶的生产过程中,瓶子大小以及外观是否有缺陷等这些都需要经过质量检测。一些工厂一天就会生产成千上万的啤酒瓶,如果都利用人工来处理,是让人无法胜任的。而且一般人眼一直盯着同样的物体检测,时间长了,会造成视觉疲劳,进而导致残次品率高,工作效率低下。不仅如此,一些工厂还要花费大量成本聘请人力检测,这种落后的生产方式已经不再适合现代化生产。
利用机器视觉技术可以有效的解决这一问题,用机器检测代替了传统的人工,大批量检测可以快速完成,加快了工厂的产品生产速度;另外,减少了工厂的生产成本,提高了产品的生产效率。
机器视觉技术的应用,使工业生产不在受限于人眼识别的缺陷,提高了工业检测的精度和效率,使工业生产更加的自动化和智能化。
5 机器视觉中的关键技术
通俗来说,机器视觉的作用是代替了人眼来做测量和判断,机器视觉系统利用照相机和照明设备获取图像信息,然后传送给图像处理系统,图像处理系统将图片进行颜色、亮度处理,然后将图像信息转换成数字信号,最后通过计算机进行处理、分析。机器视觉中的两大关键技术:图像采集和图像分析与处理。
(1)图像采集
图像的获取是机器视觉技术中至关重要的一步,他是后续图像处理的保障。利用摄像头进行图像捕捉,摄像头的选择因功能而异;有时,图像的质量优劣还与光线强度有关,因此,会添加照明功能辅助图像采集。
图像采集工作涉及到图像传感器的使用,一般灵敏度高、像素大、动态范围大、功耗低的图像传感器较受人们欢迎。目前市场上普遍使用的传感器是CCD,其灵敏度高、读取噪声低,因此在图像传感器占据一定的市场。日常生活中常见的图像采集有数码相机、手机、各式各样的摄像头、多媒体等,图像采集的速度、质量直接影响到后面图像的处理以及机器的控制。
(2)图像分析与处理
图像分析一般利用数学模型对图像的色彩、透明度、色差进行分析,进而提取出有用的图像信息。主要包括图像信息识别与读取、图像的存储、图像数据变换、图像分割、模型匹配以及解释。图像分析步骤如图1所示。
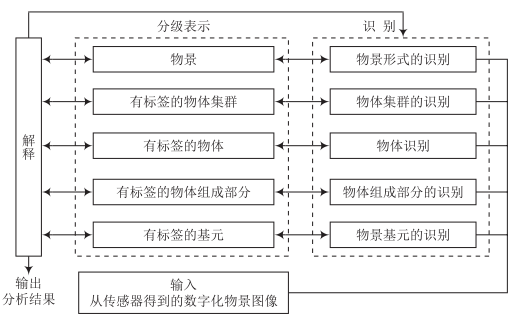
图1 图像分析步骤
对于分析好的图像信息,下一步就需要进行处理。一般的图像处理方法是数字处理,主要技术和方法包括去噪、增强、复原、提取特征等。图像处理所需的硬件有数字图像采集器以及图像处理计算机,主要的图像处理操作,还是要通过图像处理软件来完成。涉及的算法有傅里叶变换、正余弦变换、沃尔什变换,微分计算、滤波处理等。
图像是机器获取和信息交流的主要来源。通过图像的获取、分析与处理,将外界信息转化成可供计算机分析的数字信号,进而通过分析系统传输给控制系统,发出下一条动作的指令,控制机器完成任务。
6 机器视觉技术在工业应用中的发展趋势
机器视觉技术的优点:可以利用机器进行非接触测量,可以利用机器实现在人无法工作和到达的区域完成对目标物的检测;机器比人眼对光更加敏感,可检测人眼看不见的红外及微弱光检测测量,解决了人眼的缺陷,扩大了人眼的视觉范围;机器不会产生疲劳,可以长时间的稳定工作,机器视觉可以进行长时间工作、分析、处理与操纵;利用了机器视觉解决方案,可以节省大量劳动力资源,有效降低企业生产成本,为现代化工业生产带来可观利益。
现在科技技术发展较迅速,机器视觉技术的应用也相对成熟,但是还是存在诸多问题:当工业生产车间现场的噪声很大时,机器视觉系统往往会受到干扰,会造成设备灵敏度的降低或设备的损坏;另外工业生产现场有的处于高温,有的处于低温,这就要求机器设备要有一定的抗干扰能力和稳定性。图像的采集有时还会受光照强度的影响,当光线昏暗时,就会影响目标物图像的提取、识别及分析,进而有可能造成生产产品次品率上升,影响生产的精度及效率。如何解决这些问题并提高机器性能,进行有效的图像识别,使机器视觉技术在工业智能化生产中得到高效的利用,是当下研究的关键。
(1)研发出高效率的图像处理软件和硬件。图像采集部分的快慢主要依赖于硬件的速度,高质量的硬件可有效减轻主机的负担,提高系统的对图像的分辨效率、采集效率、图像处理的速度及处理分析效率。高质量的软件也尤为重要,质量高的软件可以让机器的命令执行速度更加高速有效。
(2)开发适用性强、高效、稳定、实时的智能算法。智能、高效、稳定化的智能算法可有效提高系统的分析处理速度,并且改善复杂环境下系统抗干扰能力较差的缺点,使系统有较强的即时性、鲁棒性、稳定性、抗干扰性以及环境适应性。
7 结语
由此可见,机器视觉技术在工业制造有着广泛的需求,在工业领域有着较大的发展空间。机器视觉技术的利用可有效的降低生产成本,节约劳动力,提高生产效率,降低产品次品率;另外,还可以实现非接触测量。机器视觉技术的优点如此之多,因此,对制造业领域智能化的发展也具有较大的影响。但是,现在的机器视觉技术还有待提高,许多技术难题还亟待解决,当下任务应着力解决机器视觉技术在工业生产上的智能化、自动化应用,以便以后全面投入工业领域生产,进而为我国的现代化强国建设做出贡献。
本站所有转载文章系出于传递更多信息之目的,且明确注明来源,不希望被转载的媒体或个人可与我们联系,我们将立即进行删除处理。