基于AT89C51单片机实现剪毛刀架高度自动控制系统的设计
概述
人造毛皮后整理联合烫剪机中剪毛刀架的定位调节,原是人工用按钮控制异步电动机正、反转,通过机械减速器(齿轮装置)后带动剪毛刀架蜗杆,使剪毛刀架做上、下运动至要求的位置。操作烦琐,需反复测量、调整,很难恰好到位,误差大。为此,我们用AT89C51单片机构成剪毛高度控制器,对剪毛刀架高度进行自动控制。
使用该控制器,只需由触摸开关设定工艺要求的剪毛高度(毫米数),控制器则发出相应的控制信号使剪毛刀架达到希望的高度,并可由工艺人员设置相对的机械零位。对运行状态和参数设置进行数码显示,相应地还有剪毛刀架高度减少及增大指示,控制趋势一目了然。
一.硬件设计
根据用户要求,为不增加成本,驱动电动机仍保持原异步电动机,原机械减速器及剪毛刀架蜗杆等均不改变。这也便于老产品改造。
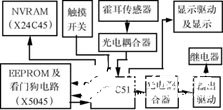
系统硬件框图如图1所示。
(1)单片机控制系统
采用ATMEL公司的AT89C51作为控制器,其性价比高。片内含4KB闪速可编程/擦除只读存储器,128字节RAM,32个I/O线,2个16位定时器/计数器,5个两级中断源结构,满足系统要求。
(2)掉电保护
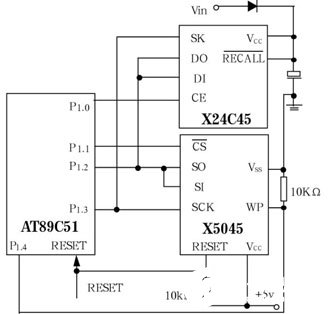
如脉冲状态数累计值、当前的状态等输入参数是需要掉电保护的,本系统中采用Xicor公司生产的X24C45。它是串行256位NVRAM,按16×16组织,包括一个256位的SRAM和一个256位的EEPROM,并且RAM和EEPROM阵列位对位重叠,上电时数据可自动从EEPROM调到SRAM中。X24C45还具有自动存储特性,即系统正常工作时,数据放在SRAM中,掉电时数据自动保存到EEPROM中。本系统中X24C45、X5045与AT89C51的接口如图2所示。
(3)参数设定及看门狗电路
刀架相对于机械零位的高度、产品类型等参数可由用户设定,采用串行EEPROM X5045存放用户参数。它是美国Xicor公司的产品,将三种功能:看门狗定时器、EEPROM和电压监控组合在单个芯片之内。X5045是高电平复位信号输出,正好满足本系统中CPU(AT89C51)复位信号的要求;管脚数仅与一片MAX706或X24C04管脚数相同,简化了电路设计,降低了控制器成本。其与AT89C51接口如图2所示。
(4)触摸开关
三位触摸开关为状态、增加、减小开关。组合用于选择产品类型(对于不同的蜗杆,如有的产品类型为:蜗杆转过20转,剪毛刀架升或降1mm;有的产品类型为:蜗杆转过40转,剪毛刀架升或降1mm;等等);用于设置要求的刀架高度,其范围为0~99mm;用于将当前的刀架高度确定为工作刀架高度的机械零位;用于启动工作。
(5)数码显示
数码显示在控制器运行状态时,动态显示实际的剪毛刀架高度;在控制器参数设置状态时,显示用户设置的刀架高度给定值、产品类型等参数,以便用户设置、修改参数。
通过测量刀架蜗杆转过的角度来间接测量剪毛刀架高度(如一种典型产品类型为:蜗杆转过20转,剪毛刀架升或降1mm)。在刀架蜗杆上安装一半圆凸轮,同时相对垂直地安装一对霍耳传感器a、b。当凸轮金属部分接近霍耳传感器时,传感器输出为“1”;当凸轮金属部分远离传感器时,其输出为“0”。由于a、b正交,所以不仅可测量蜗杆转过的转数,还可以判断电动机目前是正转还是反转。刀架蜗杆逆时针转一圈,凸轮与a、b霍耳传感器相对位置、ab输出逻辑表、波形如图3所示;顺时针时情况如图4所示。a、b霍耳传感器输出通过光电耦合器送至单片机。

二.软件设计
由前图3、图4可见逆时针时,a、b逻辑表顺序为3,2,0,1,。..,顺时针时顺序为3,1,0,2,。..。因此在存储器中,设置一表格。将本次读入的a、b状态及上次读入的a、b状态与表格相比较,即可判断出当前电动机的转向;从波形图还可以看出,a、b状态改变一次对应蜗杆转过90°(即1/4周),由此及产品类型号即可换算出脉冲状态数与剪毛刀架实际高度之间的比例系数。
因为驱动电机为异步电动机,所以在控制中设置了一误差带,避免系统产生振荡。实际调试,当实际状态数与给定状态数之差为4时最佳。运行证明,完全满足用户要求。刀架高度上、下变动40次,积累误差小于0.5mm。
系统主要运行程序框图如图5所示。

三.结语
该控制器结构简单,成本低,抗干扰能力强,可靠性高,尤其可方便地用于老产品改造,有一定的推广价值。
本站所有转载文章系出于传递更多信息之目的,且明确注明来源,不希望被转载的媒体或个人可与我们联系,我们将立即进行删除处理。