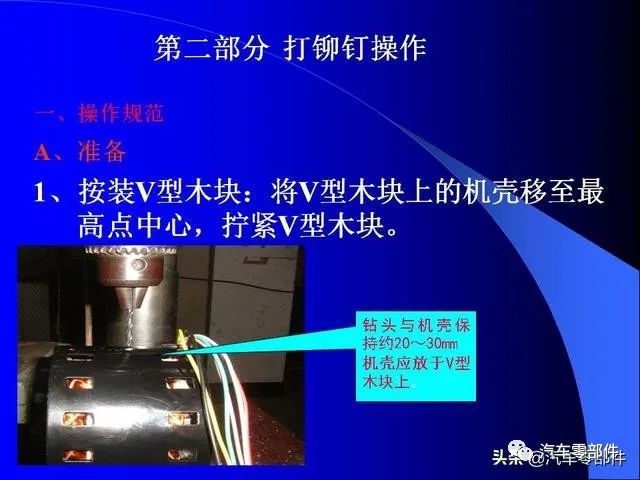
A、准备
1.根据待加工电机组件的规格型号,选择相应的工装 (按图纸尺寸要求选择工装)。
2. 据被压定子组件的规格型号,对材料配套件明细表,检查嵌线定子,机壳是否对应。
3. 启动油压机,并调整压机的压力及工装的高度(压力为: 2-6Mpa) 。
B、操作
1.检查嵌线定子内孔应无线头、漆瘤;绑扎线头不得过长,否则用剪刀剪去。
2.将定子引出线端朝上,放入压装导模上,放正到位;
嵌线定子要轻轻放入工装,如有放不下现象,要检查定子是否有超内圆或超外圆
3. 将定子及导模放于机壳上端,对准引出线与 端盖出线槽,使导模与机壳初步定位,保持相对垂直;
4. 上压模放于定子端面上;
压盖若有放不下的现象,检查定子是否超外圆、引线要与机壳出线孔和上压模出线槽对齐
5. 脚踩油压机开关,压头向下,压紧到位。松开开关,压头回程,取出上压模,观察压入时的压力不得低于2Mpa;
6. 用压轴压出导模,取出定子组件交验,同时取出导模。
二、工艺规范
1.班前检查压机是否运行正常,并做好点检;
2.操作前检查工装是否完好;
3.剪刀剪去的多余绑扎线头不得留于定子组 件内;
4.过程中注意不要刮伤铝线和机壳表面漆层;
(RBC转子定子组件一箱限放24个,定子之间留有一定的间隙,防止刮伤机壳表面漆层)
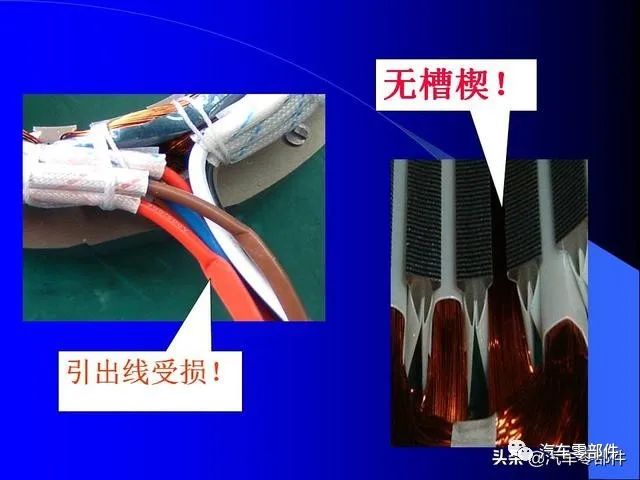
机壳表面绝对不允许出现这样的刮痕
5.压好后的定子组件经自检合格后整齐排放 于周转箱内,引出线端朝上,引出线不要 挂于周转箱边缘,避免因周转箱压伤;
6.周转箱使用前应清理干净;
7.每班结束要对机床保养一次。