探讨新能源汽车电驱动壳体压铸工艺设计
一套成功的压铸模具开发是集材料、热处理、模具设计、压铸工艺、加工、装配工艺、生产管理、品质控制等多项技术系统整合及运用,是一个庞大的系统工程。其中,压铸工艺方案设计是非常重要的一环,工艺的合理性直接影响铸件的质量和后续生产加工环节。新能源汽车电驱动壳体结构复杂,内部质量要求高。例:螺纹加工不允许有烂牙,气孔率要求≤5%。对此类复杂型压铸件,良好的压铸工艺设计方案对产品的质量起着决定性作用。
本文研究的压铸件为国内某新能源汽车电驱动壳体。通过对前期产品的结构分析,模具设计,铸造工艺设计;使用模流仿真分析软件对此产品的浇注和排溢系统进行充填、粒子、气压、凝固等过程进行数值模拟分析,不断优化设计;产品 PPAP 阶段合格率达到98%,验证了压铸工艺设计的合理性。
1、铸件结构分析 1.1 铸件材料分析
该电驱动壳体材料为AlSi10Mg(Fe)_ EN1706(Cu≤0.3%)--(欧标)。相比对于常规汽车产品 ADC12,材料流动性有一定差异,比如:Cu含量较低,导电性能较低,适用于新电驱动壳体产品;Fe含量低,合金高温填充过程中粘附性能增加,易造成产品粘模等。总体铸造性能适用于电驱动壳体类零件的铸造生产,其化学成分与机械性能分析如表 1 所示。

1.2 铸件结构分析
该电驱动壳体的外形尺寸:393mm×123mm×312mm,质量约为5.98Kg,其结构特点为:主体平均壁厚为4mm,局部位置厚大,特别是悬挂位置。该铸件有多出深腔,多凸台,同时分布大量的加强筋、螺栓孔,几何形状复杂,容易造成金属液流动性阻碍,不易于充型。
2、压铸工艺设计
2.1 浇排系统设计方案拟定
电驱动壳体类压铸模具在高温,高压下的环境工作,对模具材料和抗热疲劳性能要求高,而且结构复杂、壁厚相差大,并要求通过高压下的渗漏试验,因此铸造中产生的能够导致泄漏的气缩孔、粘模等缺陷是首先需要规避的。选择符合压铸工艺要求浇排系统,特别是内浇口位置和导向,应使金属液流动平稳、顺畅,并有序的排除型腔内的气体,以达到良好的填充效果和避免压铸缺陷的产生的目的。

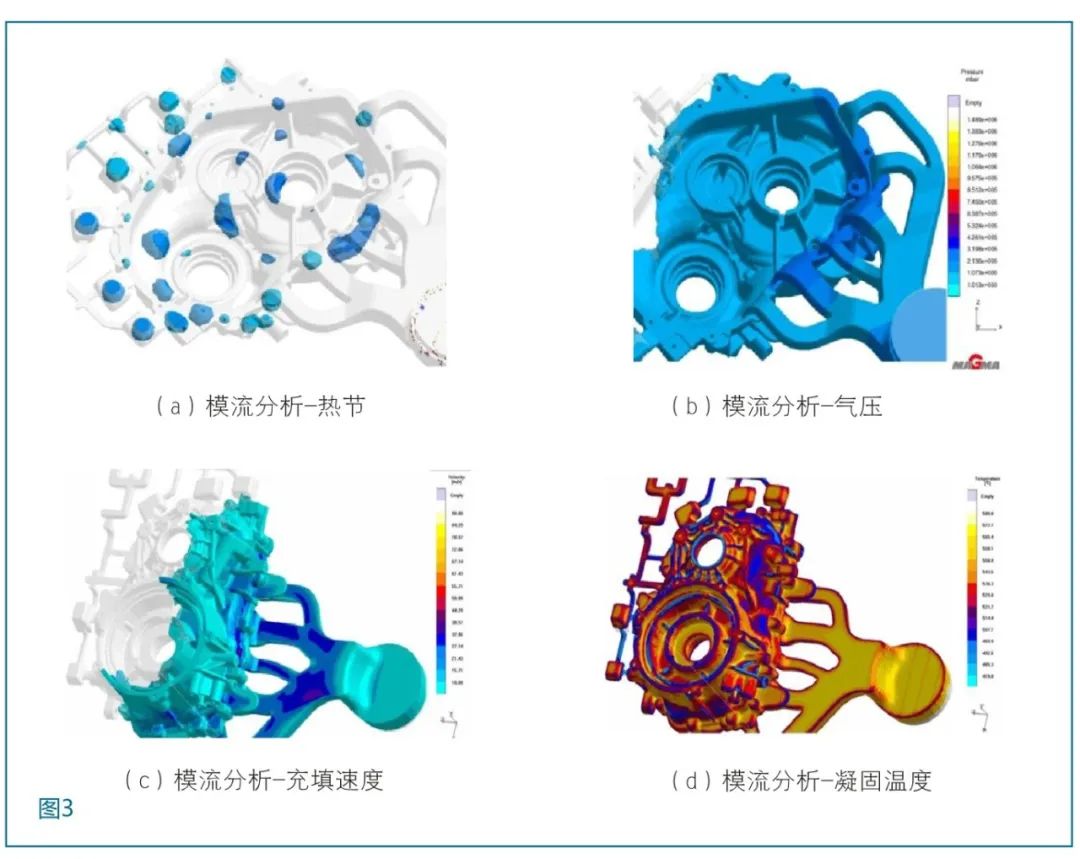
通过对产品的结构及性能要求分析,进行浇排设计(如图1,2)。首先采用铸造仿真软件对产品的浇注和排溢系统进行充填、粒子追踪、气压、温度、凝固等过程的数值模拟分析,其次根据分析结果来确认方案设计的合理性,最终通过生产试验进行工艺设计方案的合理性验证。
2.2 压铸工艺参数确定
通过铸造仿真软件对设计工艺参数进行模拟分析(图3),浇道设计合理,各个浇道实现了分区域填充,凝固过程中最后凝固的区域与热节出现位置相吻合,且热节较大区域出现了缩孔,但其缩孔体积较小,处于可控范围。针对热节位置缩孔采用常规局部点冷解决,螺纹悬挂位置增加高压点冷,确保模具工作温度平衡。
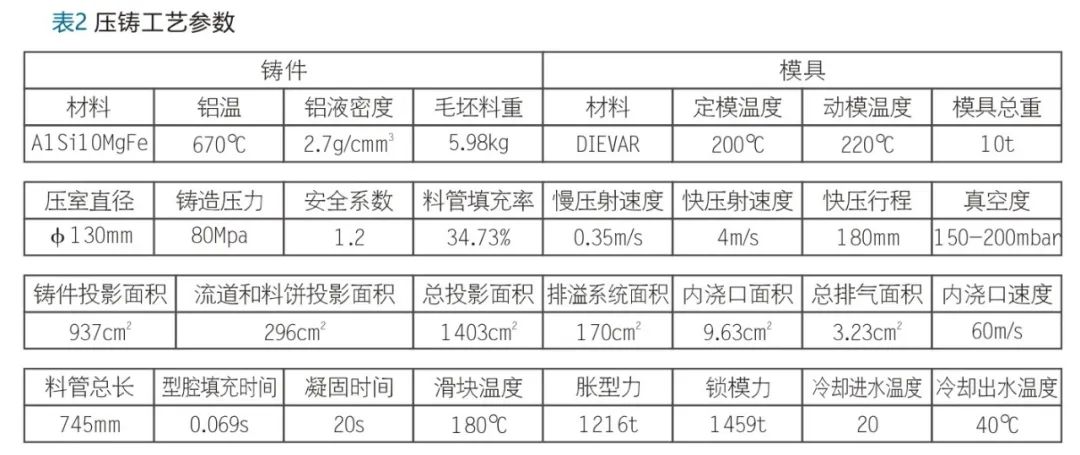
结合铸件及浇排设计参数计算,确定相关压铸工艺参数,如表2所示。
3、生产试验
3.1 T1 生产试验
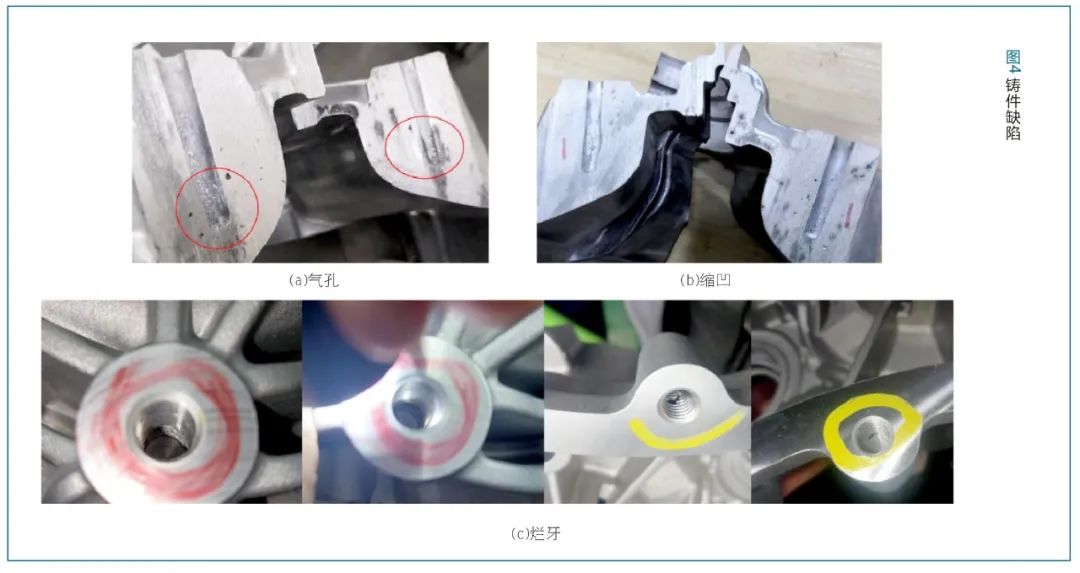
根据压铸工艺设计方案及工艺参数进行试生产,对该铸件进行解剖、机加验证,发现悬置及安装螺纹孔出现不同程度烂牙现象。(如图示4)。
3.2 现状分析与讨论
针对螺纹烂牙位置的型芯表面,冷却状态进行检查确认;发现其悬置位置型芯表面有粘铝现象,安装面螺纹位置由于处于进浇位置,前期设计时未设计抽芯状态。悬置型芯受溶液高温、高速、高压冲刷下循环工作后,部分熔融金属附着在型芯表面及温度不平衡导致收缩。重新增大悬置冷却水管道及修改型芯尺寸,减小壁厚收缩不均问题;同时螺纹加工方式采用挤压丝锥方式,从新进行验证。(见图5)

3.3 T2 生产试验
通过同样压铸工艺参数进行试生产,对该铸件进行探伤、机加验证,发现悬置及安装螺纹孔未出现烂牙现象。(如图示6)

4、结论
针对新能源汽车电驱动壳体类结构复杂、螺纹加工后状态无烂牙、气孔率等要求较高产品,可通过铸造仿真软件进行模拟分析,采用高压点冷、真空等工艺设计来满足产品要求;为同类型产品压铸工艺设计方案提供了参考。
本站所有转载文章系出于传递更多信息之目的,且明确注明来源,不希望被转载的媒体或个人可与我们联系,我们将立即进行删除处理。