SMT制程工艺管控要点:锡膏印刷制程管控
锡膏印刷制程管控是SMT(表面贴装技术)加工中的关键环节,对于保证电子产品的生产质量和生产效率至关重要。以下是对锡膏印刷制程管控的详细阐述:
一、 锡膏使用管制 :
依先进先出原则 , 锡膏进厂后应即贴上 ( 锡膏使用管制 Label), 并保存于 2~8 ℃ 冰箱中 , 其中锡膏编号方式依失效日期先后顺序优先使用 , 于防潮箱回温 4hrs 以上才可取用 . 取用时依编号由小到大取用 . 并填写锡膏管制表 .
二、冰箱温度管制:
冰箱温度2~8℃, 温度异常时进行处理并填写<<冰箱温度异常处理记录表>>.
三、锡膏添加管制:
1、 以机种单个 Panel 使用的锡膏量进行预设机台印刷次数 ,并要求 进行添加锡膏并确认锡量 , 并填写 《 锡膏检查 & 添加记录表 》
2、 加锡膏用塑料搅拌刀片应 保持清洁 .
3、 锡膏开封后需在 24 小时内使用完 . 未开封之锡膏 , 则可于室内环境存放最长时间 <1 个月 , 逾期需报废 .
四、
钢版管制
:
1、
钢板清洗
:
上线前及使用每
6
小时及停线累计
30
分钟时
.
2、 钢板清洁检查 : 钢板清洁后需要进行检查,检查孔壁无锡膏残留、钢网是否有损坏等等.
3、 张力管制 : 每次上下线清洗后需要使用张力计量测张力, 张力须 ≤ - 0.21mm 或 ≧ 32N/cm;
4、
钢板报废管制
:
累计
15
万次
(
依
PCS/
次计算
)
或损坏时报废之
.
5、
钢板清洗流程:
均须以MES系统
做进出管控
.
五、PCB
定位调整
:
换线时参照生产资料夹之流向 , 尺寸等 . 做好 PCB 夹持与支撑 .
六、
刮刀管制
:
1、
刮刀管控
:
使用
MES系统
进行上下线管控所有作业
2、 清洁调整 : 刮刀下线后需要进行清洁,清洁完后需要检查刮刀是否有损伤等问题;
3、 报废管制 : 刮刀使用累计 15 万次 ( 及损坏时 ) 更换新刮刀 .
七、PCB 清洗 :
印刷 / 点胶异常或当机或意外原因须清洗之 PCB, 或已印刷锡膏并呆滞时间超过 4 小时而未完成 R eflow 焊接制程之 PCB 须进行 清洗 .(备注:OSP板不能直接使用酒精进行清洗)
八、 锡膏印刷管制 :
换线时参照生产数据夹之条件设定并确认以下印刷质量 :
1、SPI 机台对板子每片作自动检测 ( 厚度、面积、体积、短路、漏印、偏移 ) 及记录 .
2、 若因无 SPI 或异常原因致 SPI 无法检测时 , 须以人员作抽检管制 , 进行锡膏印刷目检 ( 无短路 , 无漏印 , 无偏移或偏移 <1/3 PAD, 并跑制程特采单 , 经过相关部门主管签核生效存档 .
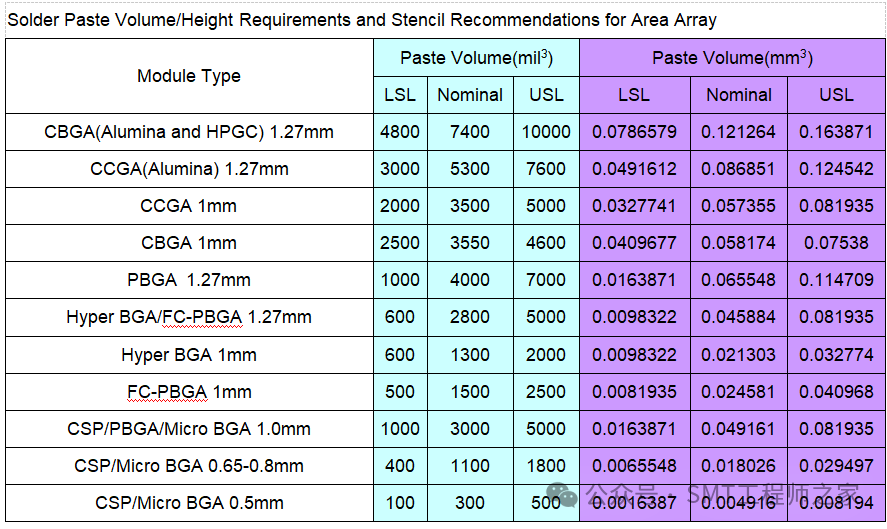
3、 锡膏厚度 & 体积管制 :
1)锡膏厚度管制之参考范围 :( SPI 机器测量以体积为主要管制 , 厚度为辅助参考 )
a. 0.5 mm Pitch CSP / Micro BGA : T- 0.005mm ~ T + 0.055mm
b. 0.5 mm Pitch QFP /QFN : T- 0.005mm ~ T + 0.055mm
c. 0.8~1.0 mm Pitch BGA/ CSP : T- 0.005mm ~ T + 0.065mm
d. Normal Chip (RLC 及其它 ) : T- 0.005mm ~ T + 0.085mm
(Remark:T=
钢板厚度
)
2) 锡膏体积管制 ( 使用于 SPI 机器测量时 ):
a. 0.5 mm Pitch CSP / Micro BGA : 0.0016387 ~ 0.008194mm 3
b. CSP/Micro BGA 0.65-0.8mm: 0.0065548 ~ 0.029497mm 3
c. CSP/PBGA/Micro BGA 1.0mm: 0.0163871 ~ 0.081935mm 3
d. 其它零件体积管制参考如下附件 :
3) 用 SPI 检验锡膏印刷质量时 , 作业员需每 2 小时观察及记录其 CPK 值及平均厚度 .
本站所有转载文章系出于传递更多信息之目的,且明确注明来源,不希望被转载的媒体或个人可与我们联系,我们将立即进行删除处理。