浅谈汽车安全气囊线束的生产技术要求
生产技术要求
1)原则上汽车安全气囊线束生产区域最好是无尘、洁净的独立封闭车间,温度和湿度控制相对都要严格一些。
2)气囊线束要求零缺陷生产。例如生产过程中气囊线束用某个插接器掉在了地上,可能不会出现任何品质问题,不影响使用,但为了严密控制,原则上此产品要作报废处理。
3)按照相关要求,气囊线束生产过程记录要保存10年以上,具有可追溯性;同时产品要有追溯性标示。
4)气囊线束产品生产不允许出现返修现象无论产品出现品质问题是否可以修复,建议都要报废。
生产过程控制 线束生产属劳动密集性活动,主要工作靠人工来完成,所以为了实现气囊线束的零缺陷生产,最重要的控制因素就是防错,从过程设计、工装设备、检测等各个环节都要体现防错意识。
1.下线压接生产过程 因为端子与电线连接的好坏直接影响到电性能,所以下线压接工序控制的关键是保证压接的精度,减少接触电阻,提高导电性能。木道工序气囊线束与普通线束生产和控制方式没太人差别,所以不再陈述。
2.装配过程控制
线束装配过程普遍存在由于人为原因造成端子错位的返修由于安全气囊线束存在不允许返修的特殊性,端子错位整条线束就要报废,所以应用防止端子穿错位的工装设备成为装配工序控制关键。
只要能满足气囊线束的生产控制要求,可以根据需要设计出不同的生产工装设备。下面以典型的装配防错工装系统应用为例,来介绍气囊线束生产的控制过程。
2.1 装配防错工装系统构成
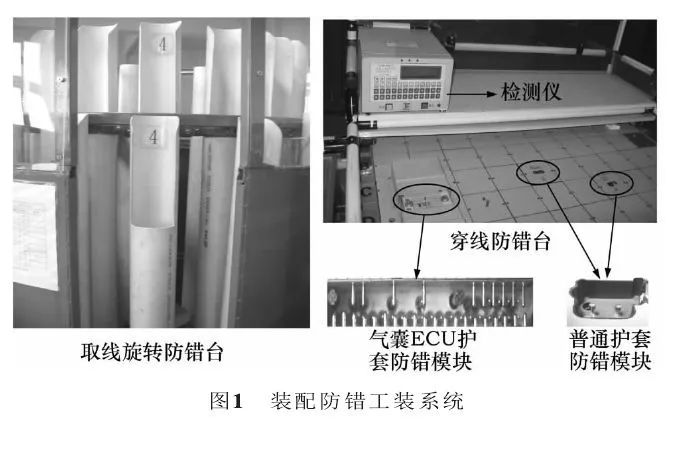
取线防错工装一台、穿线防错工装一台和检测仪一台,如图1所示。因为气囊ECU插件一般孔位较多,所以穿线防错工装台又分气囊ECU护套防错模块和其他普通护套防错模块2种,2种模块内部机构和防错控制原理稍有差别。
2.2 装配防错工装系统防错原理
1)取线防错取线防错工装台是由步进电机带动的半封闭的旋转抽线装置,只留一个抽线选择的工序露出位置,步进电机由检测仪控制旋转。如果应该取某根线时,检测仪控制电机旋转把这根线旋转到裸露位置,操作者只能够抽去这根线,其他线都在封闭区域内不能抽取。
2)穿线防错防错模块是和线束插件对插的装置,里面装有导通探针,探针由电磁阀控制。
3)气囊ECU护套防错模块气囊ECU护套防错模块是在普通检测模块垂直导通针的基础上增加水平弹性探针,水平弹性探针由防错台内的电磁阀同理,如果该工序应该穿入某根线,则电磁阀处于打开状态,水平弹性探针从护套内退出,这时如果插入该端子,端子能够穿入护套并锁住。
4)普通护套防错模块普通护套防错模块是将普通检测模块垂直导通探针的自由弹性更改为弹性自动控制。如果该工序应该穿入某根线,则探针处于弹性状态,该端子可以顺利穿入护套并锁住;反之,探针处于刚性状态,端子被垂直探针顶住不能完全穿入护套。
2.3 装配防错工装系统工作流程
1)根据线束装配图,编辑装配检测工序并导入检测仪。
2)将气囊ECU护套和其他护套穿入防错模块。
3)启动检测,这时气囊ECU护套水平弹性探针处于关闭状态(端子不能插入),普通护套防错模块探针全部处于刚性状态(端子不能插入)。
4)检测仪控制电动机使取线防错工装台旋转到4"线漏出状态,普通护套1号孔位探针由刚性变为弹性状态(假定工序1状态:取4"蓝红线,一端穿护套1孔位.另一端穿ECU护套8孔位)如图2所示
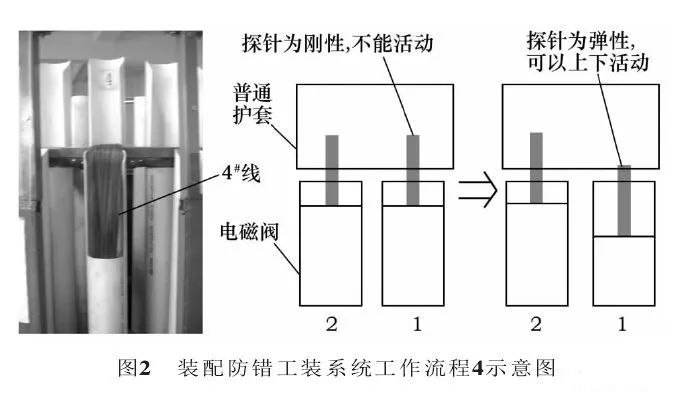
5)从取线防错工装台上取出4"线,把其中一端插入普通护套1孔位,端子可以穿进护套接触下部探针。如果穿错了穿到了2号孔位,因为2号孔位的探针是刚性的顶住端子穿不进去从而实现了防错功能。
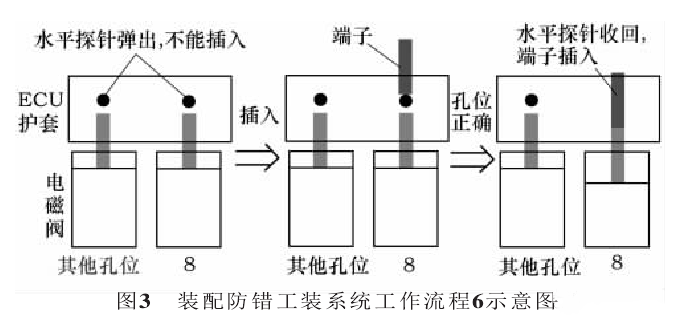
6)然后另一端再插气囊ECU护套8 5孔位,端子在插入的时候首先碰到水平探针,检测仪开始判断是否插入正确:如果插入错误,普通护套防错模块下部探针与气囊ECU护套水平弹性探针之间形不成电流同路,检测仪不发出指令,电磁阀不工作,水平针不打开,该端子不能插入;如果插入正确,普通护套防错模块卜部探针与气囊ECU护套水平弹性探针之间形成电流同路,检测仪发出指令,电磁阀工作,水平针立即打开,端子插入。端子插入后接触下面的垂直探针,普通护套防错模块下部探针与气囊ECU护套垂直探针之间形成电流同路,检测仪判断该线分装完成如图3所示
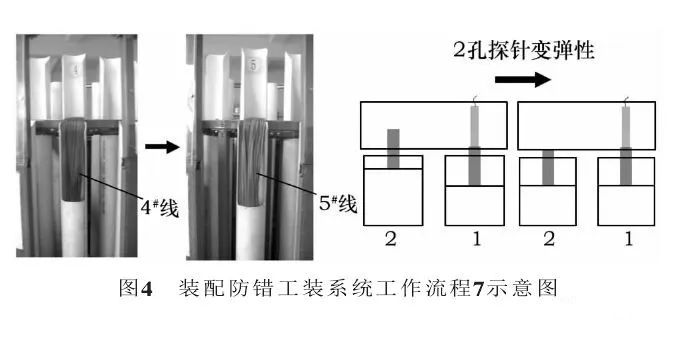
7 ) 4"线分装完成后,检测仪发出指令,步进电机工作,使取线防错工装台转到下一次5"线取线状态,检测仪开始判断下一根线,这时5"线穿入的普通护套2号孔位对应的防错模块上的探针由刚性变为弹性如图4所示
8)重复以上步骤,将取线防错工装台内所有线种都穿入防错模块内的护套内,检测仪显示合格,发出指令,将护套从防错模块内弹出,取线桶同到第一次取线状态,准备做下一条线束。
本站所有转载文章系出于传递更多信息之目的,且明确注明来源,不希望被转载的媒体或个人可与我们联系,我们将立即进行删除处理。