葫芦AI平台 - 硬件研发 AI Agent
下载AI浏览器
开发者中心
AI
登录
注册
首页
Limi AI助手
产品分类
品牌厂商
授权代理商
存档资讯
用户热搜
开发者中心
关于我们
影响SIR测试的因素有哪些?测试方法是怎样的?
发布时间: 2024-10-20 10:57:15
来源: SMT工程师之家
微信公众号
资讯
SIR测试技术之一:影响SIR测试的影响因素
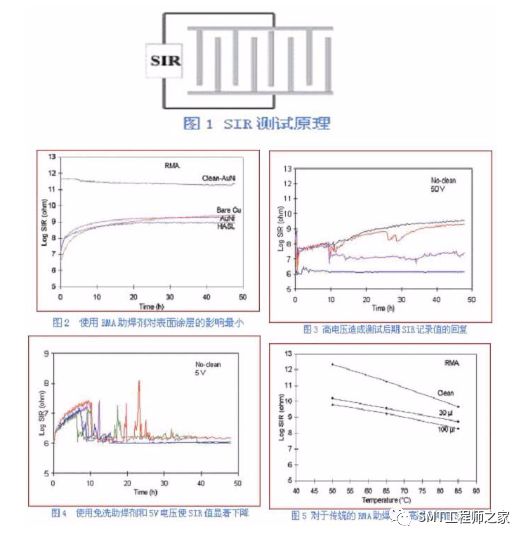
一、SIR测试原理
SIR测试原理很简单,就是测试两个交叉的、置于设定温度和湿度老化环境
下的梳状电路之间的电阻
(图1)。残留物可能引起果测试试样上表面绝缘电阻值较低,如果残留物遗留在电路板上,那么在应用环境下,会影响产品使用的可靠性。
二、NPL的研究工作突显了当前测试方法中存在的问题
虽然原理很简单,但成功的应用一种测试方法却并不容易。历史上SIR测试仅仅是用一个电流表测试毫安级的变化。现代的测试仪器可以对大量的试样,进行纳安级或更高精度的频繁监控。目前的SIR测试主要是用于助焊剂产品的绝缘性能认证。
IVF和DELPHI-DELCO公司的工作显示,PCA制造用的各种化学物质会影
响SIR的测试结果,从而影响产品的可靠性。
IPC J-STD-001B附录D说明了用SIR测试进行工艺过程认证,也提及此SIR测试方法需要升级。
以下是与当前测试规范有关的几个例子,测试用的助焊剂和材料是典型的通用产品。
三、表面涂层的影响
测试方法通常是认证助焊剂在裸铜板上的表现,但是NiAu和HASL工艺的残留物对PCB表面的漏电有一定影响。HASL工艺使用的助焊剂中的乙二醇会被环氧基板编织布所吸收,增强基板的吸水性。己经有一些案例说明
NiAu的金属层会增
电化学迁移的趋势。
表面涂层的影响取决于表面涂层所用的助焊剂和化学剂。使用RMA助焊剂,对表面涂层的影响是最小的,但如果使用的是免清洗助焊剂,残留物会增强Ni的熔解,从而导致比其他试样低很多的SIR值。
四、测试电压的影响
在SIR测试中梳状电路上所加的电压是一个关键影响因素
。目前
测试标准常用50V左右的高电压
(在多数试样上电压高于100V/mm)。过去用这样的高电压,可以允许采用不太灵敏的电阻测试仪。现在不必要用这么高的电压了,较新的测试电路可以在5V或更低的电压下测试。用较高的测试电压不会使测试
困难,但是使用高电压,会在枝晶生长充分之前破坏掉它,因而使测试通过。
使用免洗助焊剂和5V电压,可以看到由于枝晶的生长,从而使SIR值显著下降。
同样的助焊剂在50V下进行测试,显示出测试初期枝晶的生长趋势,但是高电压会造成测试后期SIR记录值的回复(图3)。所以,测试电压应采用实际应用中工作电压,这点是非常重要的。
五、监测频度的重要性
目前的测试标准要求在7天中,对每一测试试样的SIR值测量3次。
从上述的SIR时间曲线,很明显说明了这么稀疏的数据频度不足以显示所要的详细情况。例如上述免清洗助焊剂的测试,如果在48小时时进行首次测试,那么测试值很可能高达109欧姆,从而遗漏了初期枝晶形成的影响。目视检查需要依靠操作员
工的素质,对枝晶生长使用频繁的电测监控,是最直接和确定的探测方法。
六、温度的影响
对于传统的RMA助焊剂,高温会降低SIR值,这很可能是因为增加了吸湿量
(图5)。免清洗助焊剂在高温下会挥发,造成SIR值升高。对低于65°C,使用
15和30 ul的免清洗助焊剂,SIR读数很低,但是高于这个温度,助焊剂残留物就分解了。要特别留意助焊剂量与测量结果的关系。测试用的助焊剂量要反映实际在板上应用的助焊剂用量。
SIR测试技术之二:SIR测试方法
一、 测试准备
现代PCB制造过程中会用到大量的化学工艺和化学物质,比如:阻焊材料、助焊剂(包括锡膏和返修用的锡线)和敷形涂层。SIR通常被用于证明产品的电气绝缘和抗电化学腐蚀状态。下面的SIR测试是对免清洗助焊剂组装PCA所用的各种材料组合的测试,工作中尽量保持了与实际的制造过程一致,所用的表贴SIR试样也和前部分中用的类似,这个测试板上有4个梳状电路,但
他们的布线可以适应SMT扁平封装器件贴装。
测试试样应用真实的工艺参数设定,这不仅仅是测试一个光板而己,器件造成的助焊剂残留和热影响也会真实
地浮现出来。
一些化学物质本身有很好的可靠性,但他们在一起应用,会导致
SIR值降低。
为了探测到这种现象,SIR测试必须在实际过程应用的化学物质都
存在的情况下进行。
因而在测试过程中,采用HASL和NiAu两种表面涂层,同时返修用的焊锡丝的影响也在考虑之列。
此项目是在典型通常的工艺条件下进行的,目的在于提供一整套的能兼容典型PCA制造情况的材料。
二、试样制备
●
HASL表面涂层:
在255°C下浸锡5秒,标准的助焊剂。
●
NiAu表面涂层:
采用ATOTech公司钯活化的Ni/Au,槽温88°C,6g/l Ni。
浸泡时间25分钟(
4-6um,Ni)。
镀金槽的温度控制在84°C,浸润时间12分钟(0.06um Au)。
●
永久阻焊膜:
试样先用浮石清洁,阻焊膜是用32.82的丝网印加。
整个试样都加阻焊膜。
在450mJ/cm2曝光前,进行85°C干燥30分钟。
确保试样上只有一个QFP区域曝光,一半的试样在显影后没有阻焊膜。
没有曝光的阻焊膜用1%无水的K2CO3在35°C、2.5Bar气压下去除。
最后将板在150°C下烘烤1个小时,空板上阻焊膜的厚度是26um。
●助焊剂:
助焊剂用喷枪手工喷射到试样上,然后将试样坚直放置在吸收材料,时间
为30秒,去掉多余助焊剂。
波峰焊用SAC305合金,焊接温度260°C,在空气
中焊接。
●锡膏:
锡膏印刷采用DEK带ProFloTM焊料盒的印刷系统。
不锈钢漏模板厚为6mil,印刷锡膏到外围的梳状电路,以利QFP贴装。
尽管二者都加锡膏,QFP仅贴放在被阻焊膜包围的SIR梳状位置,用手贴放。
再流焊的峰值温度是250°C。
●混合组装技术:
为模拟混合组装生产状况,试样喷射助焊剂后先过波峰焊,而后进行印焊膏和再流焊。
●返修:
用的焊锡丝每一个中间梳状电路用少量焊锡丝焊接4处。
焊料在引线上流动避免连锡,烙铁头温度380°C。
三、SIR测试
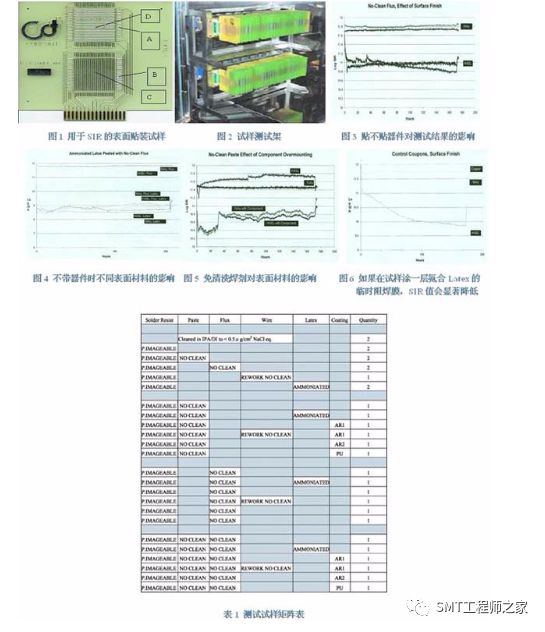
试样置于一个256通道的测试架上,与Auto-SIRTM表面绝缘电阻测试仪相连。所有的测试试样标签均为金属,以避免引入可能的污染。处理试样的时候始终带着手套。
测试架上装64个试样,要求有256(4×64)个连接电缆(图
2),这是通过AUTO-SIRTM测试系统在系统内外接地的34路线缆实现的,在本例中使用了16路连接,每一路包括16条信号线和16条接地线。
这些注意事项是为了消除摩擦静电等对小电流记录的影响。
测试试样放置在测试箱中要保证表气流平稳(详见ISO/PW19455-17试用稿)。
测试箱缓慢升温到40°C,相对湿度93%
(根据IPC-68-2-20)。使用这么低测试温度(与传统85%/85%的要求不同),是为了保证免清洗助焊剂的温度敏感成分(主要是有机酸)能在整个测试过程中能残留在测试板上。这正在成为免清洗助焊剂的公认测试条件,测试时间为7天,测试电压为50V(相当于0.4mm的焊盘间距上125v/mm的电压梯度)。
每10分钟
对每
一测试试样上的漏电流进行测量,并计算电阻的对数
(Log)值。在7天的测试结束后,首先降低湿度而后降温防止测试试件上凝露。
四、测试试样矩阵表
这个列表因为有HASL和NiAu两种表面涂层,需要58个样品。每个测试试样上有4个梳状电路。A和D电路有阻焊膜,在印锡和贴装器件的情况下测试;B和
C则不用阻焊膜。
工艺次序见列表。
敷形涂层的代号AR表示丙烯酸类型,PU表示聚氨脂类型。
AR2比AR1的Tg值高一些。
五、SIR测试结果
测试结果与制造试样过程中使用的化学物质的组合有关。在IPC J-STD-001B D-5.3附录关于SIR用于材料和工艺过程相容性测试中要求”每一个测试中
SIR最小值要大于1x108欧姆”,我们引用这个结果作为判断每一个材料组合合格
/失败(PASS/FAIL)的标准。
通常我们发现大于1x1010欧姆的材料组合可以保
证工艺过程是安全的。
从图3可以看出贴不贴器件对测试结果的影响。SIR值的降低可以认为是,在焊接过程中的残留物,被毛细作用或扩散,会吸收到器件下面的区域。而
且这部分空间的峰值温度,由于器件的吸热,会比较低,这可能导致活化剂不能完全裂解。
SIR值在最初30个小时左右的轻微下降,在不带器件的试样上没
有出现。
我们还可以看到HASL比NiAu的SIR值大致低一些(图4,5)免清洗助焊剂会影响两种表面涂层试样的SIR值。
但是在一些物料组合中,NiAu的SIR值会低一些(见PU涂敷试样曲线)。
一个令人惊奇的发现是PU涂敷会在高湿环境下提高SIR值,当测试箱在测试后期,排出湿气温度降下来后电阻却也降下来了。
湿度下降与温度下降无关。
如果在试样涂一层氨合Latex的临时阻焊膜,
SIR值会显著降低,这一点与其他化学物质无关(图6)。
使用焊锡丝可能会造成在同样的工艺条件下SIR值升高或降低,这可能是由于这种方式施加的助焊剂量和受热不一致造成的。
这应该是生产过程的实际情况,但是所有的测试试样的SIR值没有低于109欧姆的。
施加的焊料也可能会引起梳状电路尺寸的改变,从而影响测试结果。
六、新的SIR测试表明:
● 当前的标准测试方法对于现代电子装联是不适宜的,为了可靠地检测枝晶生长情况,频繁的监控是必要的;
● 永久阻焊膜对于SIR的影响是极小的;
● 器件装于板上,由于残留物的截留,会降低SIR值。尽管NiAu板有时受涂敷等其它物质的综合影响,会使其SIR值低于HASL板;
● 但很明显,HASL用的助焊剂会降低SIR值;
● 临时氨合Latex阻焊膜会显著降低SIR值;
● 免清洗锡膏和助焊剂的相容性很好;
● 除了PU敷形涂层会显著提升SIR值,其它涂敷对SIR影响很小;
● 现在工艺过程所用的阻焊膜、助焊剂、锡育、锡线和涂敷的相容性,可以用
SIR值来进行评估。
另外,新的SIR的测试实验还显示,对以下情况还可以进行进一步的测试工作,比如低氨量Latex阻焊膜的研制和它对SIR影响的进一步研究;
在5V下进行测试;
用PTH试样或当前的试样,进一步模拟助焊剂应用、混装技术和返修锡线应用的影响;
用低再流峰值曲线测试产品工艺参数界限。
文章来源于: SMT工程师之家
原文链接
本站所有转载文章系出于传递更多信息之目的,且明确注明来源,不希望被转载的媒体或个人可与我们联系,我们将立即进行删除处理。
← 返回新闻列表
Limi