SMT作业标准工时的定义、设定方法与计算公式详解
一、标准工时----定义
1.什么是标准工時?
标准时间是指操作熟练程度和技能都达到平均水平的作业人员按规定的作业条件和作业方法 , 用正常速度生产规定质量的一个单位的产品时所需的时间。
2.标准工時的意义
标准时间是指在规定的作业条件下,按照适合此作业熟练程度的作业人员按规定的方法及设备,受到此作业培训后体力也适应,能够完成此作业的状态下,用标准速度进行此项作业时,完成一个单位的作业量所需的时间。
二、 标准工時的具备条件
1、公正性:
1).准確的时间应在任何部门或工厂都是公平的;
2).标准工時是为达到基本作业目的,是针对理想的作业方法的时间; 作业方法不能根据工厂或车间的情况而变化;
3).此项目是准确无误地运作标准时间时的一个最重要的条件。
2、适当性
1).
比如测试作业人员的作业时,用过去的实际时间或某种代表产品的生产台数来换
算是不够充分的;
2). 应保证适合评价目的或使用目的的准确性;
3). 应以科学手法为基础,经营者及所有职工都能接受的,可信赖的标准时间; 标准时间应对任何部门或工序都要是公平的。
3、普遍性
1). 标准作业速度的决定是跟社会的一般水平无关或不能存在特殊的情况;
2).如果利用广泛使用的一般的方法设定的标准时间,那应该是跟公司内的各车间或 各部门甚至是与其它公司的水平都可以进行比较;
3). 根据产品种类或购入新的机器设备,即使制造方法有变化也可以作为参考,还可 以与几年前的水平作比较。
三 、 标准时间的用途
1、 标准时间的管理用途
• 发现并消除作业性能底下的损耗时间和非运转损耗时间;
• 测试各种作业方法的优劣后,改善作业方法、工器具、设备等等;
• 评价设计及制造方式的改善程度;
• 作业人员培训的基础水平及评价
• 测试作业人员、监督人员的成果,并进行评价。
• 作好流水线作业等的作业量平衡.
2、 标准时间的计划用途
• 作为生产计划的基础(制造能力)
• 作为日程计划的基础(制造日程)
• 作为人员计划、加班计划、设备计划的基础
• 作为设定标准成本、成本报价等
• 外协单价的决定
四、 标准时间的设定
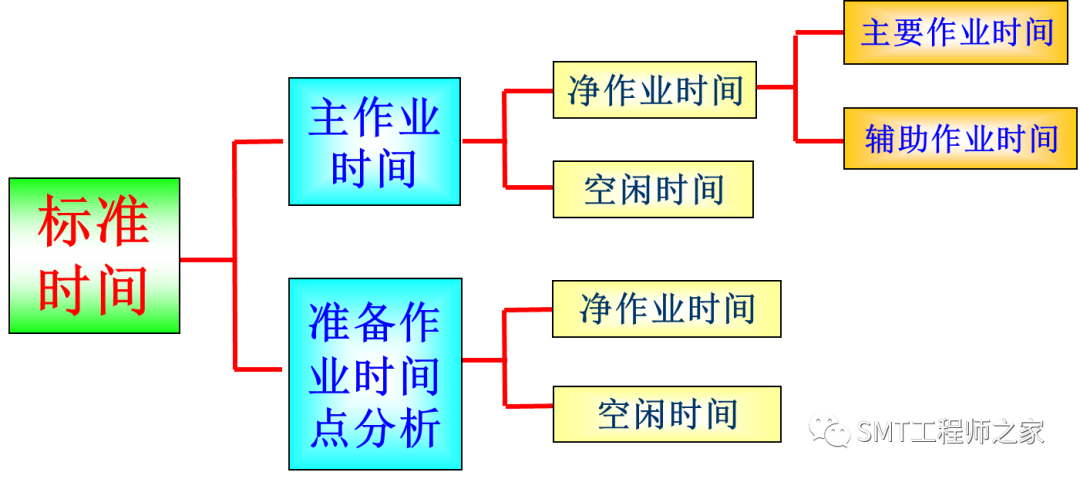
1、空闲时间的定义
空闲是指对执行作业中不可避免的延长的补偿 , 这里的延长不是单纯的延长 , 是由于作业的状况或企业无法排除的 , 可能不必要包括在标准里的延长。
2、空闲时间的构成
空闲如下图所示分人为和非人为的 , 此外还有特殊空闲 . 根据标准时间的使用目的有时包括、有时不包括 , 特殊空闲有损失空闲、机器原因的空闲、奖励空闲等等。
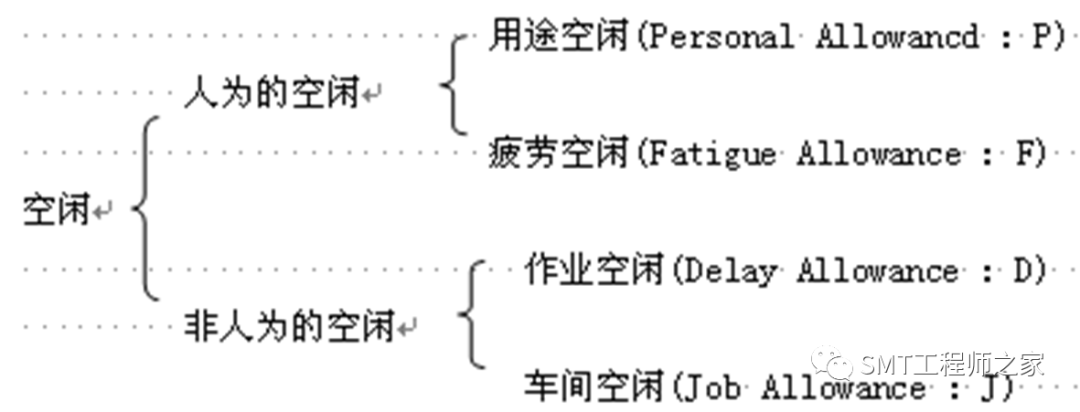
3、 空闲的内容和变更原因
A、生理空闲
(1) 补偿根据作业人员的去卫生间 , 喝水 , 擦汗等个人的需要中断作业的时间 ,
个人的因素认定为是属于标准的是处理生理需求的行为;
(2) 如果工厂的作业环境等成为规范化的话 , 每个人的生理需要基本一致 , 因
此一般不单独规定, 整个工厂都统一设定时间。
B、 疲劳空闲
(1) 补偿根据作业环境,作业条件的情况,因体力精神上有些吃力发生的中断、犹豫,降低速度的时间;
(2) 给人疲劳的作业环境有热、冷、照明、气体、灰尘、噪音、振动等等 , 作业条件有作业范围、作业姿势、作业的精细等等。
C、作业空闲
(1) 对由于发生不正规的发生状态,不属于正规作业的作业给予的一种补偿
(2) 延长的内容有不定期发生的机器清理作业,喷漆时防止喷雾器被堵塞的 作业等不可避免的延长,根据车间的管理水平或作业人员本身的关系, 空 闲时间会不同。
D、时间空闲
(1) 对由于车间的管理上的需要中断的作业给予的补偿。
(2) 具体内容有规定工作时间内进行的安全体操、早操等,根据各企业的 规定、管理、监督等的不同,空闲时间也会不同;
五、 标准时间的设定方法
|
设定方法 |
优点 |
缺点 |
|
|
直接 观察法 |
馬表观测法 |
比较简单 谁都可以测试 |
与标准速度做比较方面有点困难 生产之前也不能设定 |
|
合成法 |
模特法 (MOD) |
可信度和统一性差客观性和绝对性高不需要标准速度的评价容易消除不必要的动作可在生产之前设定 |
需要培训 设定时间长 |
1、马表观测法
步骤1
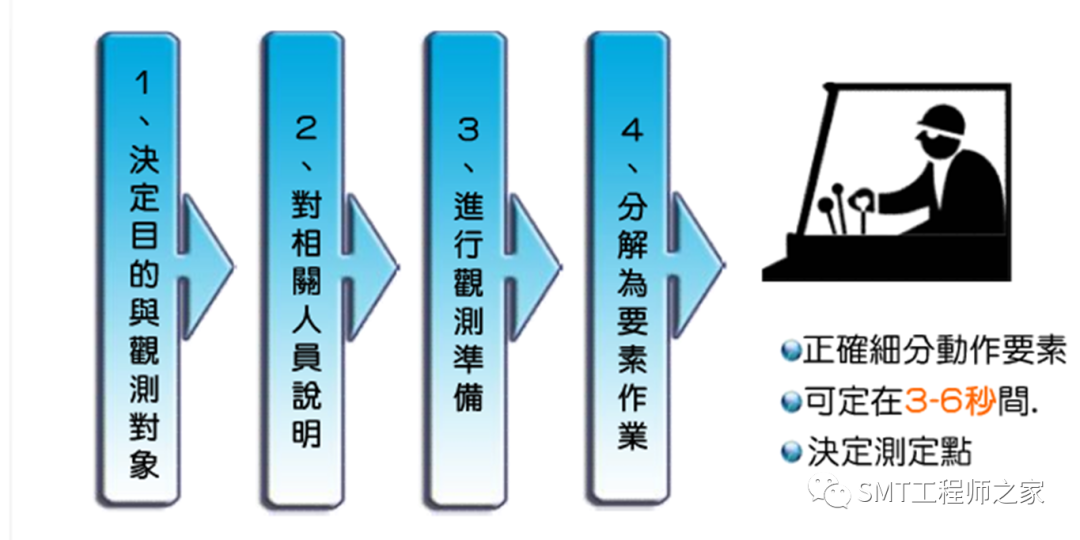
步骤2
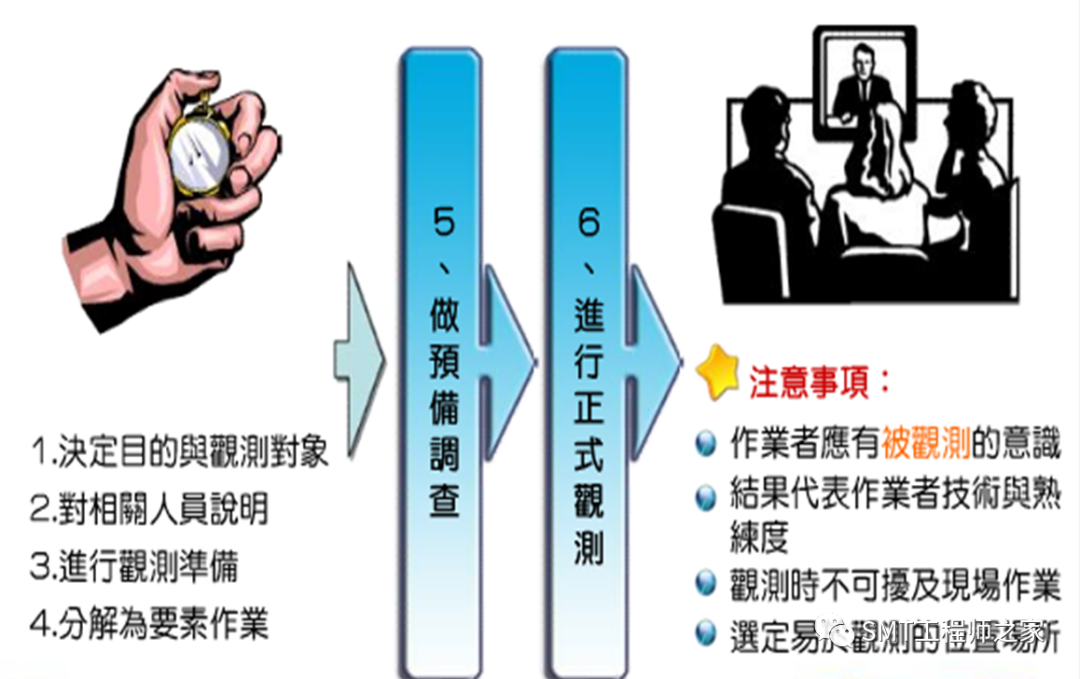
步骤3
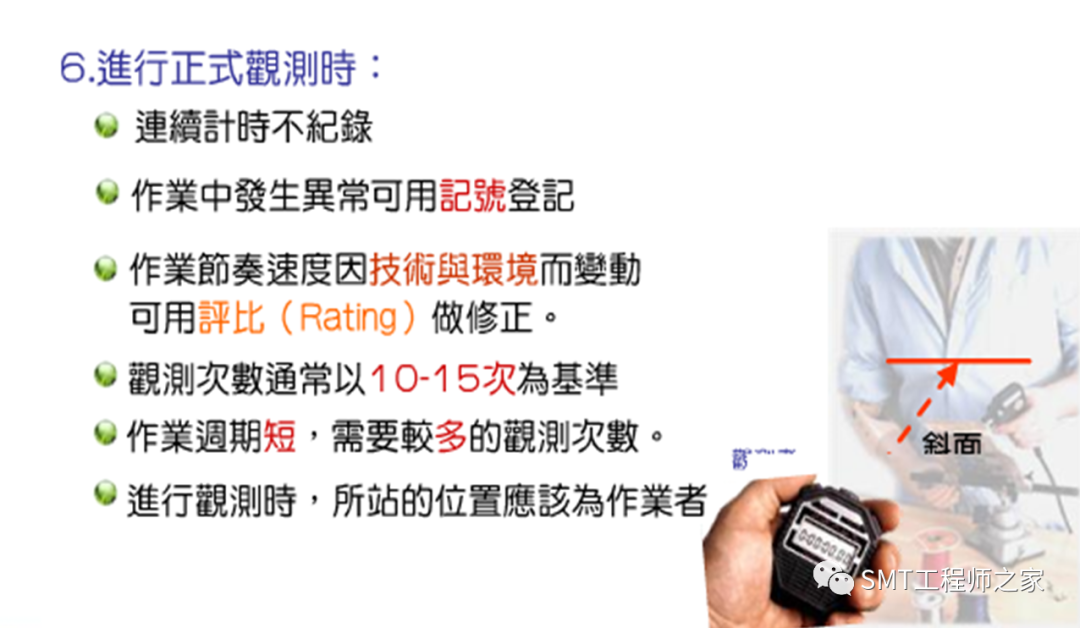
步骤4
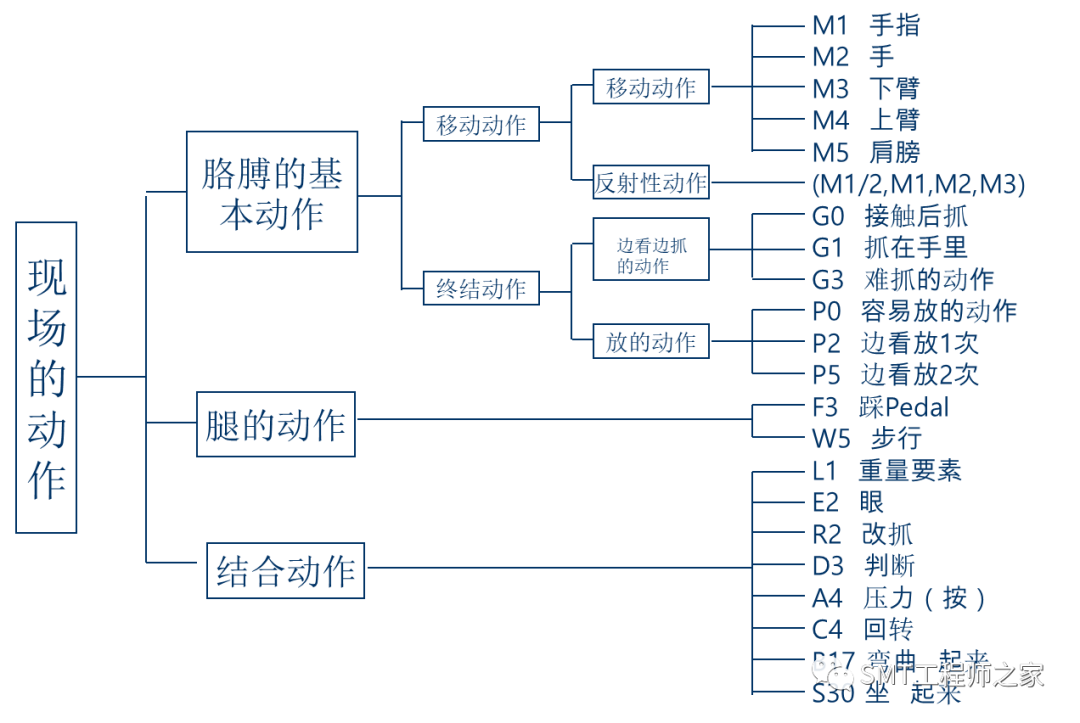
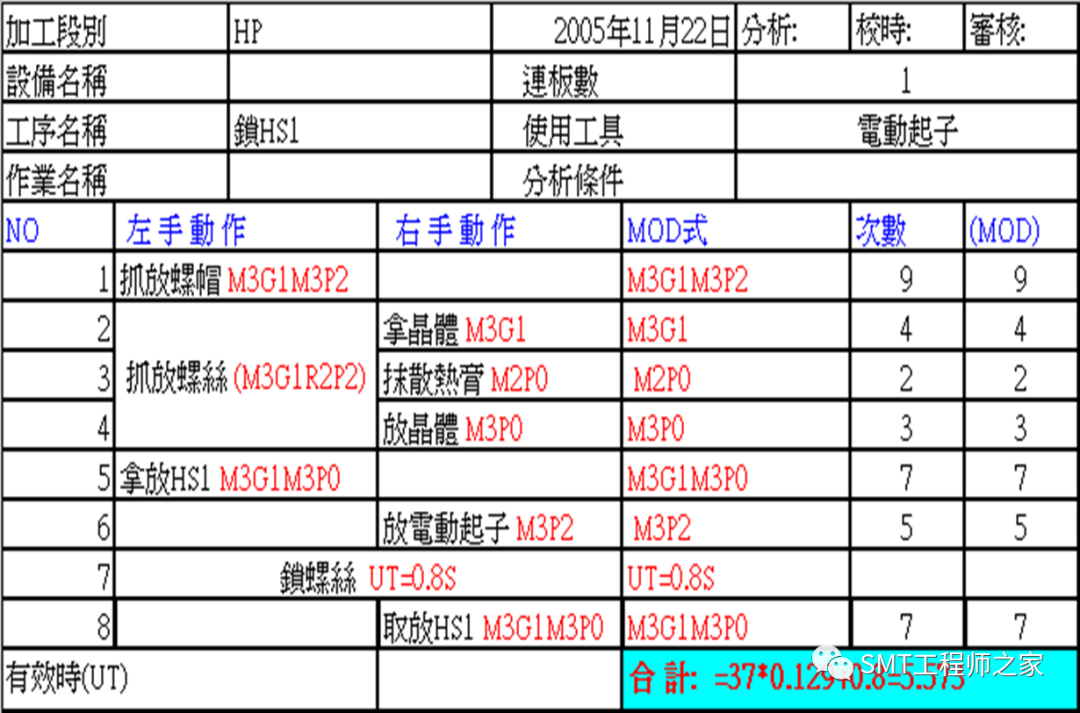
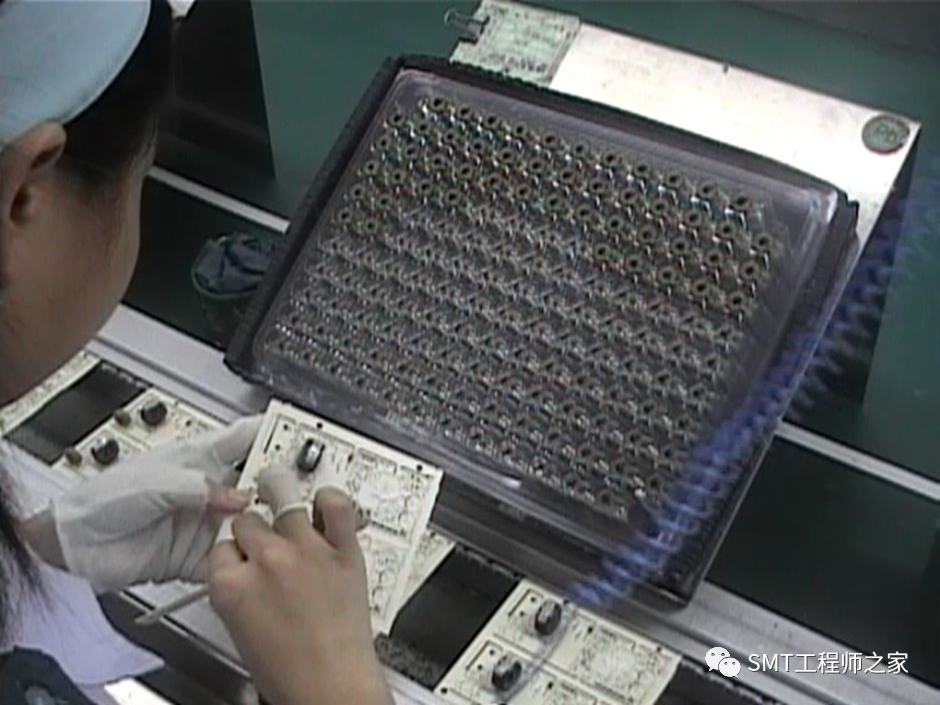
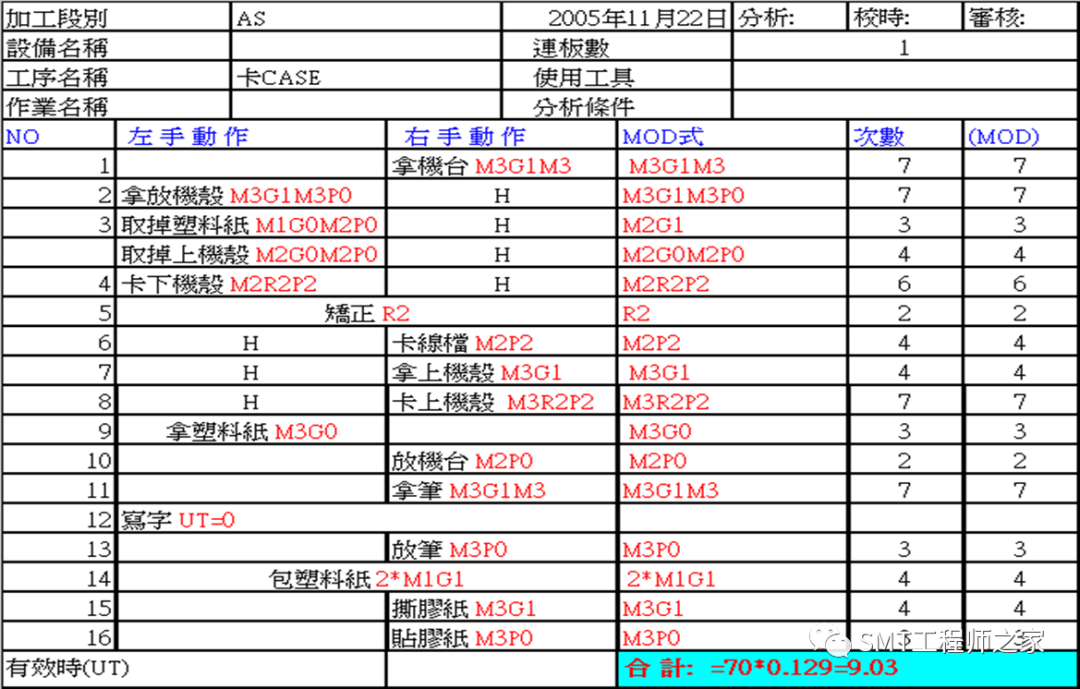
2、 MODAPTS 模特法
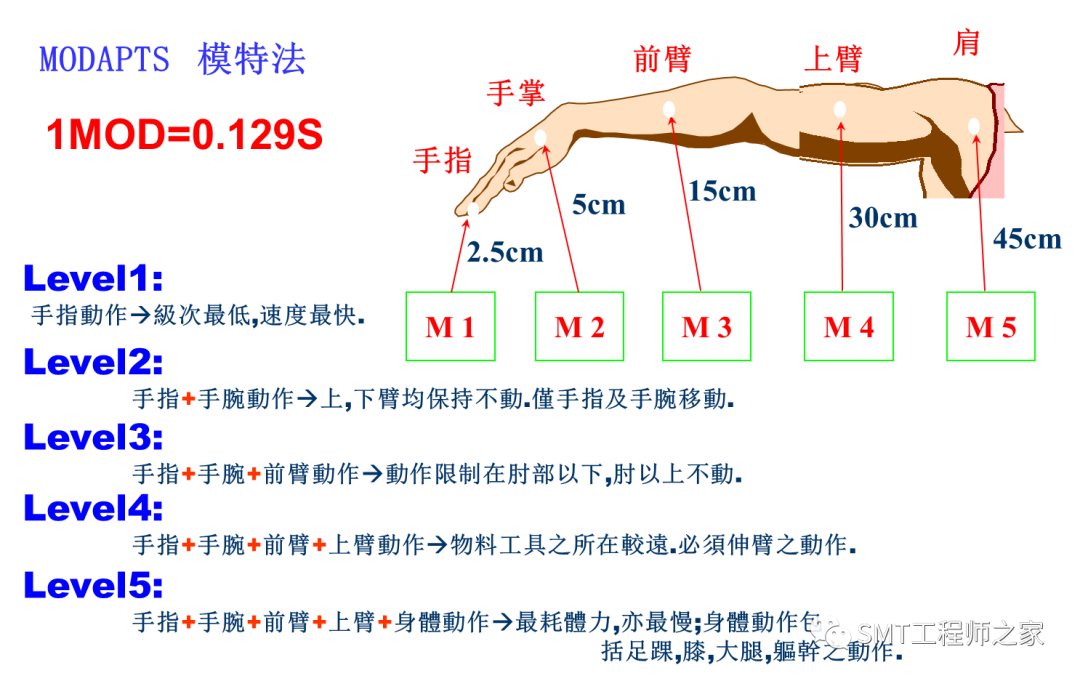
MODAPTS 基本体系和记号

锁散热片标准时间

插电感打弯脚标准工时

焊接地 PIN 标准时间
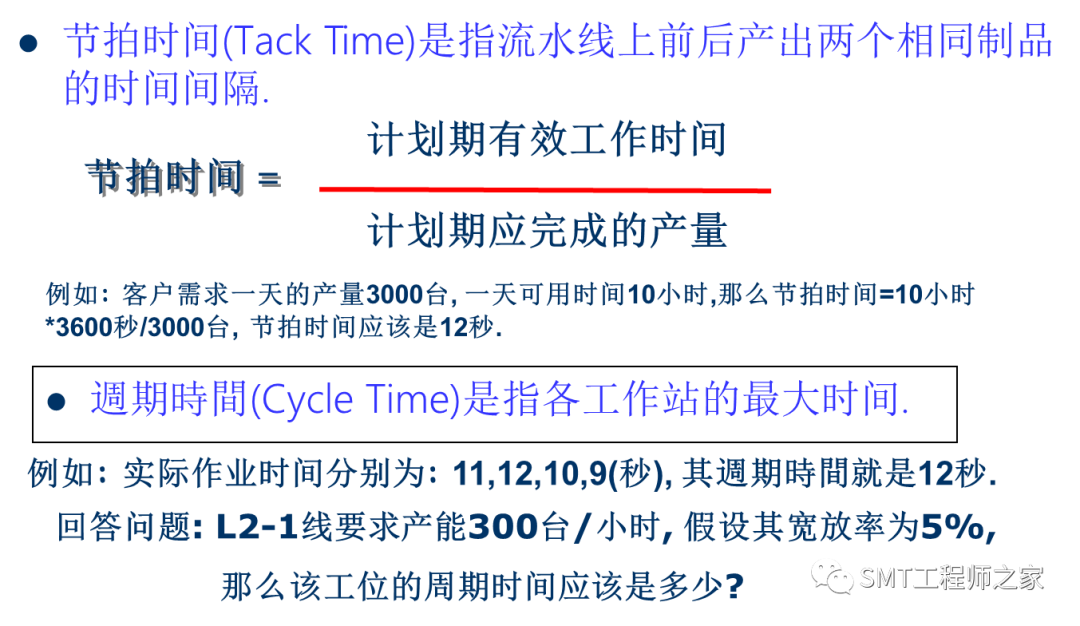
六、 Tack Time & Cycle Time
标准时间与节拍时间与周期时间的关系
标准时间 : Standard time (S.T)
节拍时间 : Tack time (T/T)
周期时间 : Cycle time (C/T)
当 T/T>CT(ST) 时 , 我们将会造成生产过剩 , 客户无订单
需求 , 成品只能囤积在仓库内 .
当 T/T<CT(ST) 时 , 我们的生产量将无法满足客户的订单量 ,
达不到完好的交期,造成订单的流失 .
ST = T/T = CT
标准时间应尽量与节拍时间与周期时间保持一致。
七、 专业名词介绍
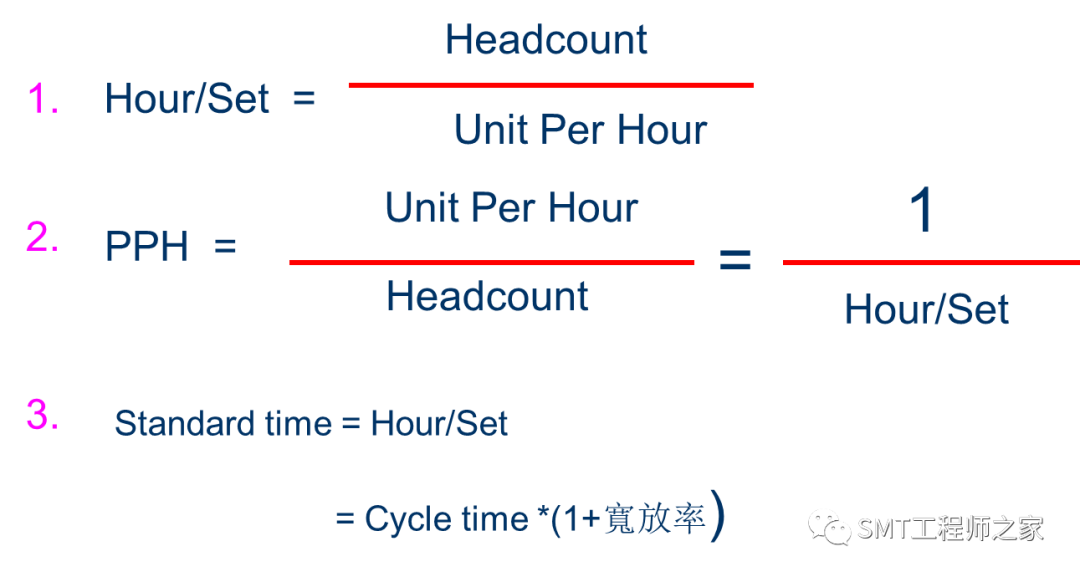
1. Headcount (H/C) : 生产该机种所需要的人力
2. Unit Per Hour : 每小时的产量
3. Hour / Set : 生产一台机所需要的时间
4. PPH : 1 个人生产一台机所需要的时间表
5. Cycle time : ( 周期时间 ) 生产该机种瓶颈工位的时间
6. Standard time : 生产该机种的标准工时 ( 标准时间 )
7. Tack time : 节拍时间
八、 标准工时计算公式
九、 标准工时与效率的关系

本站所有转载文章系出于传递更多信息之目的,且明确注明来源,不希望被转载的媒体或个人可与我们联系,我们将立即进行删除处理。