带式输送机皮带防跑偏装置的原理与优缺点
皮带跑偏是带式输送机运行中常见的故障之一,也是困扰着众多用户的一个难题。本文分享13种防跑偏装置的原理与优缺点,希望对您的生产有所帮助。
1、输送带防跑偏措施
解决输送带跑偏的措施概括起来主要有:
1)在不添加防跑偏装置情况下,带式输送机各种零部件的制作要精良,符合图纸要求。
2)带式输送机在现场安装时,设备零部件之间及设备与地基之间必须严格符合图纸要求。
3)以上两点是解决输送带跑偏的根本。在解决好以上两点的同时,由于一些因素导致带式输送机在使用过程中发生输送带跑偏,这时要加装一些防跑偏装置或预先加装防跑偏装置。
2、输送带防跑偏装置
从输送带防跑偏部位来分,防跑偏装置主要分为两类,即:上输送带的防跑偏装置和下输送带防跑偏装置,前者是主要防跑偏装置。
2.1上输送带防跑偏装置
2.1.1两个锥形托辊和一个柱形托及中间转轴式托辊架的上输送带防跑偏装置
这种装置由两个锥形托辊和柱形托辊组成,其结构如图1所示,其三条中心线的平面垂直于托辊架,这三个托辊安装在托辊架的上梁上,下梁连接在中间架上,上梁与下梁通过回转轴连接在一起,输送带向一侧跑偏时,由于锥形托辊两端的直径大不同,托辊在输送带带动下旋转时,其大小头与输送带接触处的线速度大小不同,从而产生一个带动托辊架沿转轴转动的力,实现输送带自动防跑偏。

优点:①起到一定防跑偏作用,应用较为广泛;②能用于可逆带式输送机。
缺点:①转动托辊架及锥形托辊制造工艺复杂,制造麻烦、成本高;②由于锥形托辊一头直径小而另一头直径大,输送带在托辊上带动锥形托辊旋转一周,托辊大端行程比小端行程大,当输送带重力重点落在大端时,托辊旋转一周,小端就阻碍了输送带运动,从而产生了滑动摩擦力,反之亦然。这个摩擦力增加了带式输送机运转负担,增加了内消耗,减少了输送机物料运载量。
2.1.2两个锥形托辊和一个柱形托及连杆结构式托辊架防跑偏装置
此防跑偏装置由两个锥形托辊和一个柱形托及连杆结构式托辊架组成,如图2所示。
两个锥形托辊及柱形托辊的中心线在垂直于托辊架的平面内,同样,两个锥形托辊和柱形托辊分别安装在各自的回转轴上,两个锥形托辊回转架通过一个连杆机构实现同步旋转。输送带跑偏时,由于锥形托辊两端直径大不同,托辊在输送带带动下旋转时,其大、小头与输送带接触处线速度大小不同,从而产生一个带动锥形托辊沿其转轴转动的力,此锥形托辊转动由连杆结构带动另个锥形托辊同时转动,产生一个迫使输送带回归正常运转的侧向力,实现输送带自动防跑偏。

优点:起到一定的防跑偏作用且能用于可逆带式输送机,应用也较为广泛。
缺点:①转动托辊架及锥形托辊制造更麻烦、成本更高些;②同样由于锥形托辊一头直径小而另一头直径大,输送带在托辊上不管是正向运动还是逆向运动,都会对输送带产生滑动摩擦力,增加带式输送机的运行负荷,降低了输送机的使用效率。
2.1.3前倾托辊
此防跑偏装置托辊安装示意图如图3所示。其是将两个侧托辊同时向输送带运行方向前倾一定相同的角度,输送带运行时,两侧托辊对输送带有指向中心线横向力的作用,输送带未跑偏时,两个托辊对输送带产生方向指向中心线的横向力大小相等,输送带一旦跑偏时,则跑偏一侧的托辊对输送带横向力大于另一侧托辊产生的横向力,这两个力的差促使输送带向中间运行,从而达到输送带自动防跑偏的目的。

优点:结构简单,工艺性好,制造成本低。
缺点:①此种装置不能用于可逆带式输送机;②两边柱形托辊轴线和输送带中心线不垂直,输送带运动过程中,对输送带摩擦力很大,加剧了输送带的磨损破坏;③侧向托辊对输送带滑动摩擦力大,对输送带运行阻力较大,使带式输送机做功内消耗增大。
2.1.4螺旋圆柱托辊防跑偏装置
这种防跑偏装置由两个分别为左、右旋的螺旋托辊和中间的双向螺旋托辊组成,如图4所示。
由于螺旋角存在,输送带在运行过程中,左、右两侧螺旋托辊分别对输送带有指向中心的横向作用力,输送带正常运转时,左、右两侧的横向力大小相等,当输送带向一侧跑偏时,则跑偏一侧的托辊对输送带指向中心的作用力大于另一侧托辊的横向力,这个力促使输送带恢复到机架中心线上来,这样就完成了对输送带自动防跑偏功能。
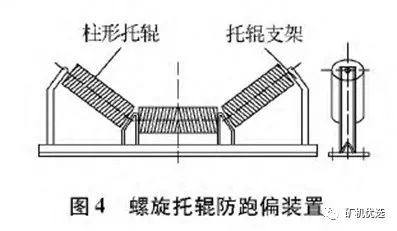
优点:结构不算复杂。
缺点:螺旋托辊结构复杂,制造成本稍高;螺旋托辊在安装时若不注意,旋向搞错,会导致输送带更加跑偏,由于螺旋螺旋角的存在,导致输送带在螺旋托辊上滑动摩擦,加速了输送带破坏。
2.1.5摩擦调心上托辊防跑偏装置
摩擦调心上托辊装置由两边的两个锥形托辊和中间的柱形托辊及托辊转动架组成,如图5所示。
工作原理为:输送带向一边跑偏时,将接触摩擦调心托辊的大头一端,大头一段因不能转动,产生对输送带的滑动摩擦力,此力远大于输送带与摩擦调心托辊转动部分滚动摩擦力,迫使防跑偏托辊架绕转轴转动一定的角度,即摩擦调心托辊及柱形托辊平面与输送带中心线有一个角度,输送带被迫向带式输送机机架中心移动,起到自动防跑偏作用。
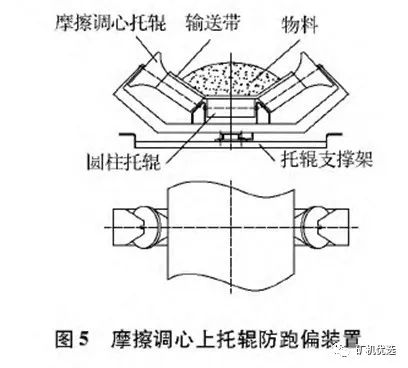
优点:正常运转的情况下,输送带与托辊之间是滚动摩擦,对输送带的磨损小,且调心效果明显,可用于可逆带式输送机。
缺点:调心托辊有旋转部分和不转两部分,且大头部分需做成光滑和有一定的弧形,结构稍复杂,制造工艺要求高,制造成本高。
2.1.6带立辊中间转轴式调心上托辊防跑偏装置
带立辊中间转轴式上托辊防跑偏装置由两个立辊、三个柱形托辊及转轴式托辊架构成,如图6所示。
当输送带正常运转时,输送带不与立辊接触,当输送带向一边跑偏时,输送带碰到立辊,给立辊一个向外的力,此时整个托辊架绕中间转轴旋转一定角度,即柱形托辊中心线和输送带中线形成一定角度,输送带在立辊滚动过程中,受到一个指向中心线的力,这个力促使输送带回归原位,胶带防跑偏工作过程结束。

优点:①正常运转的情况下,输送带与柱形托辊之间是滚动摩擦,对输送带的磨损较小;②有一定的调心效果;制造相对简单、成本不高。
缺点:①输送带跑偏时,立辊会对输送带两边产生较大的阻力,这种强制性防跑偏对输送带两边磨损引起输送带毛边现象,一旦输送带起毛边,输送带从两边到输送带中心线的破坏速度会很快,加速了输送带报废;②不能用于可逆带式输送机。
2.1.7锥形螺旋调心托辊防跑偏托辊装置
防跑偏装置由两个相反旋向锥形螺旋托辊和一个双旋向柱形托辊,及托辊支撑架构成,如图7所示。
输送带正常运行时,螺旋托辊对输送带有一定的防跑偏作用,左右螺旋托辊对输送带的摩擦力相等,当输送带向一侧跑偏时,跑偏一侧的摩擦力大于另一侧,从而带动托辊架绕转轴中心旋转,使托辊中心线与输送带有一定的夹角,此时螺旋托辊对输送带产生更大的指向输送带中心线的推力,促使输送带正常运转。

优点:装置综合了螺旋圆柱托辊防跑偏装置和锥形托辊防跑偏装置,防跑偏效果更好。
缺点:①制造工艺复杂,成本高;②不能用于可逆带式输送机,若托辊旋向安装错误,会产生输送带运行阻力,加快磨损。
2.1.8两个锥形托辊和两个柱形托中间转轴式托辊架构成的防跑偏装置
这种结构形式的托辊装置结构及防跑偏原理与图1所示的由两个锥形托辊和一个柱形托中间转轴式托辊架构成的防跑偏装置相似,结构的区别在于本防跑偏装置中间是两个圆柱托辊,其优缺点不再赘述。
2.1.9四个锥形托辊和一个柱形托中间转轴式托辊架构成的防跑偏装置
这种结构形式的托辊装置结构及防跑偏原理与图1所示的由两个锥形托辊和一个柱形中间转轴式托辊架构成的防跑偏装置同样相似,其区别在于本防跑偏装置两边分别是两个锥形托辊。
优点:防跑偏速度反应更快。
缺点:结构复杂,制造麻烦,价格高。
2.2下输送带防跑偏装置
以上介绍的是带式输送机上输送带防跑偏装置,输送带跑偏问题的解决不能单独只从一方面采取措施,需要从多个方面入手,其中安装下输送带防跑偏装置就是一方面,因为下输送带的跑偏经过改向滚筒导致上输送带的跑偏。另外,下输送带跑偏常会使输送带与机架发生碰撞,造成毛边现象,使输送带过早报废,所以,安装下输送带防跑偏装置亦很重要。
2.2.1V型托辊防跑偏装置
装置由两个柱形托辊安装在下托辊支架上,如图8所示,成一定夹角,正常运转情况下,输送带在两托辊中间,当输送带跑偏时,两托辊负载不对称,跑偏一侧产生一个使输送带回归正常运转的防跑偏力。
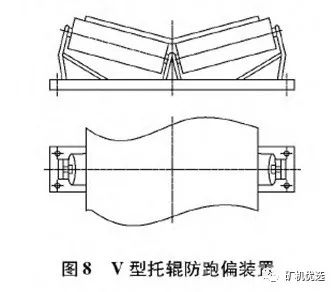
优点:结构简单易安装,故障少。
缺点:因V形夹角的存在,此处输送带的曲率半径小,输送带在此受折的力较大,加快了输送带疲劳破坏。
2.2.2摩擦调心下托辊防跑偏装置
摩擦调心下托辊防跑偏装置由两个锥形托辊及托辊转动架构成,如图9所示,工作原理和摩擦调心上托辊防跑偏装置相似,其优缺点也相似,这里不再赘述。

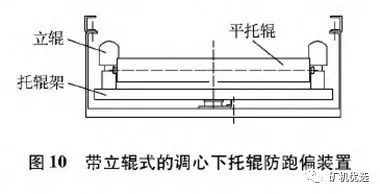
2.2.3带立辊式的调心下托辊防跑偏装置
带立辊式的调心下托辊防跑偏装置如图10所示,两边由两个立辊和一个平托辊及托辊架构成,工作原理与带立辊中间转轴式上托辊防跑偏装置大致相似,优缺点也相似,只是结构简单、易制造,成本更低。
2.2.4两个锥形托辊及中间转轴式托辊架的下托辊防跑偏装置
这种装置由两个锥形托辊及中间转轴式托辊架构成,工作原理和优缺点与图1所示的上托辊防跑偏装置类似,而相比较来说,其结构简单、更易制造,成本更低。
小结
带式输送机作为应用广泛的运输设备,其运行状态对生产效率有着直接影响,一旦输送带发生跑偏,不仅无法正常输送,还要浪费大量的物力和人力,也容易引发输送带撕裂等事故,给企业造成较大的经济损失。本文通过对上输送带防跑偏装置和下输送带防跑偏装置的工作原理及优缺点分析,希望对防跑偏装置的设计、选用有一定的帮助。
本站所有转载文章系出于传递更多信息之目的,且明确注明来源,不希望被转载的媒体或个人可与我们联系,我们将立即进行删除处理。