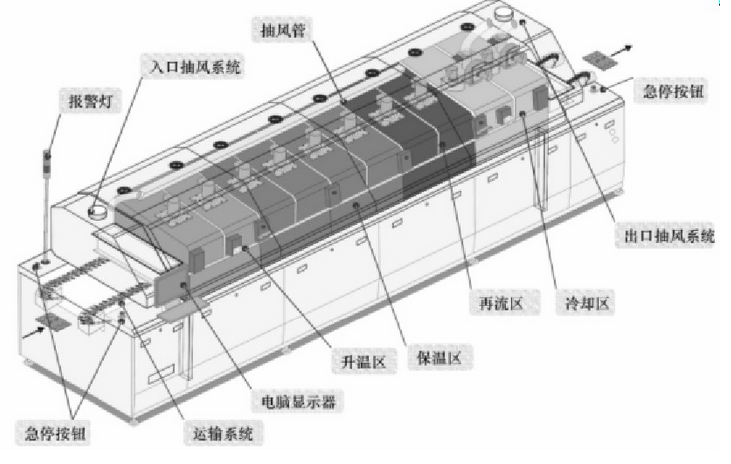
干货分享丨回流焊常见设备故障排除与月/季/年度保养细则
(点击上方
蓝
字,获取学习资料!)


1、
回流焊机红灯亮时,蜂鸣器长鸣不停
解决办法:检查控制蜂鸣器时间继电器;检查控制热电偶;检查控制段主电路SSR。
2、 回流焊机开机时不启动
原因:市电源断电;控制电源断电;急停开关复位。
解决办法:检查市电源;检查控制电源;检查急停开关。
3、 回流焊机输送网带停止不动
原因:输送变频器不通电;变频器通讯有问题;输送电机不运转;输送链条断开;输送网带有异物卡住。
解决办法:检查输送变频器是否有电源;检查变频器通讯;检查输送电机运转;检查输送链条是否断开;检查输送网带是否有异物卡住。

解决办法:开启运风、传动开关;开启加温开关;合上控制SSR单开关;更换SSR。
5、 系统电源中断,系统自动进入冷却状体并把炉内PCB自动送出
原因:外部断电 ;内部电路故障。
解决办法:检查外部电路;检查内部电路。
6、 热风马达不转动,系统自动进入冷却状态
原因:变频器出现故障;热风马达顺坏或卡死。
解决办法:检查变频器;更换或修理马达。
7、 传输马达不转动,系统自动进入冷却状态
原因:变频器出现故障;传输马达损坏或卡死。
解决办法:检查变频器;更换或修理马达。
8、 掉板,系统自动进入冷却状态
原因:PCB掉落或卡住;运输入口出口电眼损坏。
解决办法:把掉板取出;更换电眼。
9、 盖子未关闭,系统自动进入冷却状态
原因:上炉胆误打开;升降丝杆行程开关移位。
解决办法:关闭上炉胆,重新启动;重新调整行程开关。
10、 温度超过高温度值,系统自动进入冷却状态
原因:热点偶脱线;固态继电器输出端短路;电脑与PLC电缆排插松开;温控模板工作不正常。
解决办法:更换热点偶;更换固态继电器;插好排插;检查温控模板。
11、 温度低于低温度值,系统自动进入冷却状态
原因:固态继电器输出端短路;热电偶接地;发热管漏电,漏电开关跳开。
解决办法:更换固态继电器;调整热电偶位置;修理或更换发热管。
12、 温度超过报警值,系统自动进入冷却状态
原因:热电偶脱线;固态继电器输出端短路;电脑与PLC电缆排插松开;温控模板工作不正常。
解决办法:更换热电偶;更换固态继电器;插好排插;检查温控板。
13、 温度低于报警值,系统自动进入冷却状态
原因:固态继电器输出端短路;热电偶接地;发热管漏电,漏电开关跳开。
解决办法:更换固态继电器;调整热电偶位置;修理或更换发热管。
14、 运输马达速度偏差大,系统自动进入冷却状态
原因:运输马达故障;编码器故障;变频器故障
解决办法:更换马达;固定好或更换编码器;更换变频器
15、 启动按钮为复位,系统处于等待状态
原因:紧急开关未复位;未按启动按钮;启动按钮损坏;线路损坏;
解决办法:复位紧急开关并按下启动按钮;更换按钮;修好电路
16、 紧急开关按下,系统处于等待状态
原因:紧急开关按下;线路损坏。
解决办法:复位紧急开关并按下启动按钮;修好电路。
17、
回流焊炉温升温过慢
原因:热风马达故障;风轮与马达链接松动或卡住;固态继电器输出端断路。
解决方法:检查热风马达;检查风轮;更换固态继电器。
18、 回流焊炉长时间处于“升温过程”,温度居高不下
原因:热风马达故障;风轮故障;固态继电器短路。
解决方法:检查热风马达;检查风轮;更换固态继电器。
19、 工作过程机器不能启动
原因:上炉体未关闭;紧急开关未复位;未按启动按钮。
解决方法:检查行程开关;检查紧急开关;按下启动按钮。
20、 启动过程加热区温度升不到设置温度
原因:加热器损坏;加热点偶有故障;固态继电器输出端断路;排气过大或左右排气量不平衡;控制板上光电隔离器件损坏。
解决办法:更换加热器;检查或更换电热偶;更换固态继电器;调节排气阀气板;更换光电隔离器
21、 长期间处于升温过程,运输电机不正常,运输热继电器测出电机超载或卡住
原因:信号灯塔红灯亮;所有加热器停止加热。
解决办法:重新开启运输热继电器;检查或更换热继电器;重新设定热继电器电流侧值。
22、 上炉体升机构动作
原因:行程开关到位移位置或损坏;紧急开关未复位
解决办法:检查行程开关;检查紧急开关;
23、 计数不准确
原因:计数传感器的感应距离改变;计数传感器损坏。
解决办法:调节计数传感器的感应距离;更换计数传感器。
24、 电脑屏幕上速度值误差偏大
原因:速度反馈传感器感应距离有误。
解决办法:检查编码器时候故障;检查编码器线路。
一、回流焊设备每日保养内容:
1、用布将炉身外表面的灰尘、污渍、锡浆抹干净。
2、检查信号塔红、黄、绿三色灯是否正常。
3、检查运输带传输是否平稳、振动、打滑。
4、温区的设定温度与显示表的显示温度是否相符。
二、回流焊设备每周保养内容:
1、检查运输轴手套是否有松动或磨损。
2、检查固定螺丝是否有松动,运风电机是否有异常。
三、回流焊设备每月保养内容:
1、检查耦合部件、轴承是否有松动。
2、排风管拆开清除异物,链条等传动机构是否正常。
3、传动轴承加高温润滑油,检查油路管道有无破损。
四、回流焊设备季度保养内容:
1、清洗软盘驱动器。
2、检查运输导轨的间距有无发生变化,查看导轨与链条上助焊剂的附着情况以及导轨的变形与磨损情况。根据检查结果进行维护。
3、助焊剂冷却回收系统清洗清洁保养。
4、链条清洗保养/细目网带清洁保养。
5 、将整体炉膛内残留助焊剂清洁保养 。
6 、传动结构与齿轮结构的损耗状况是清洁保养还是更换。
7 、检查炉膛内的通风口是否有堵塞,有堵塞的清洁清洗干净 。
助焊剂堵塞严重的结构拆除清洁保养,避免生产时滴漏致板子上造成板子脏污严重。
8、检查风机马达是否正常运转,不正常及时更换。
五、回流焊设备年度保养内容:
1、电气电路检查并清洁,并检查季度保养有没有做到位的地方,没做到位的重复做完;
并将机构脏污的位置清洁干净焕然一新,
注意事项:
1、有关电源之部分必须切断电源方可进行保养。
2、保养后,须记入<<回流焊保养记录表>>。便于下次保养时间的起始,这样才能使回流焊设备寿命更长,创造利润更久,更能稳定持续生产制造。
上述相关知识适用于各种品牌回流焊,细节依照结构进行调整细项;
来源: 电子制造工艺技术