新能源汽车扁线电机技术分析
随着新能源汽车产业的逐年发展,电动汽车产销量爆发式增长,对高性能高效率电机的需求也越来越大,工信部和发改委提出规划要在2025年实现乘用车功率度大于4kW/kg,进一步推动对电机更高功率密度的追求。电驱系统的高效化、轻量化、小型化、低成本是未来的趋势;而电驱系统集成化、电机扁线化是实现轻量化和小型化的主要技术路线。扁线绕组以其相比圆线绕组具有的独特优势获得了快速发展,成为新能源汽车电机研究与发展的热点方向。扁线电机也被国内外广泛采用,新能源车型扁线电机渗透率逐年提升。本文将简要介绍扁线绕组技术,对比分析论证扁线电机的优势,介绍Hair-pin电机生产制造工艺,总结近年来扁线电机应用的新技术新工艺以及未来优化研究方向,为扁线电机研究提供参考。
1 扁线电机技术简介
条形绕组电机(Bar-wound motor)国内习惯称为扁线电机,扁线电机技术指电机定子采用扁铜线绕组替代原先的圆铜线绕组,同时根据扁线绕组的特殊结构配备独特的定转子结构优化、冷却方案优化与控制优化等技术的总称。扁铜线绕组指电机定子槽型结构等发生改变同时由少而粗的矩形导线替代原先多而细的圆导线作为绕组。扁线电机以其小尺寸、高槽满率、高功率密度、良好的NVH性能以及更好的热传导和散热性能等优势,在新能源汽车领域获得广泛应用。
2 扁线电机与圆线电机对比
电机能量损耗主要包括电机铜耗、电机铁耗、风摩损耗以及杂散损耗,而其中电机铜耗占比近七成,降低电机铜耗能够大幅减少电机能量损耗,提升电机功率密度。直流铜损计算公式如式(1)所示,扁线绕组采用矩形铜线相比圆铜线绕组圆而细的铜线具有显著的截面积变化,能够有效降低绕组电阻从而降低铜耗。同时矩形导线绕组相比细圆导线绕组扁线间间隙更小,相同定子槽体积下能装更多绕组铜线,因此具有更高的槽填充率。圆线电机槽满率40%左右而扁线电机槽满率可高达70%,高槽满率下相同电机功率扁线电机铜线填充量更少,定子铁芯和端部尺寸得以减小,使得电机尺寸也更小,节省材料的同时进一步提升电机功率密度。

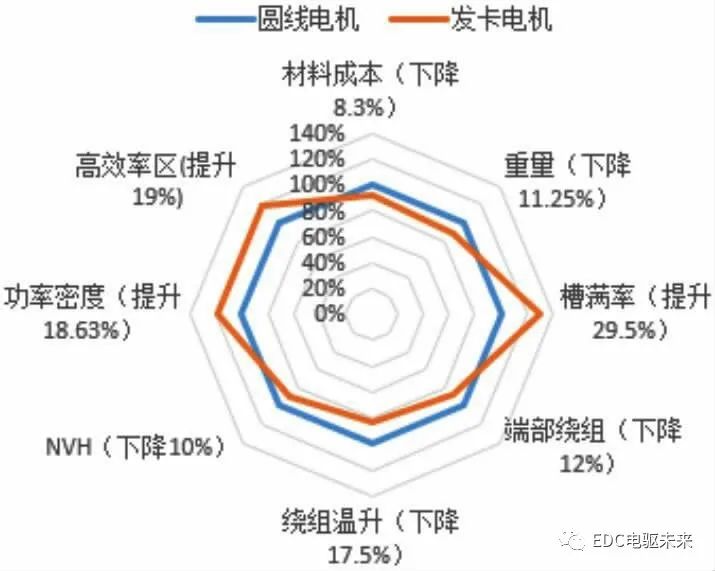
图1 圆线电机与发卡电机性能对比图
扁线电机相比圆线电机定子具有更小的槽口尺寸,能够有效降低齿槽力矩从而降低电磁噪声,同时矩形导线刚性更大,对电枢噪音也具有抑制作用,再配合转子磁极与结构优化,使其具有更优的NVH性能[1]。
扁线电机绕组端部绕制成特殊形状,如波浪形、三角形、阶梯形等如图2所示,有效的降低了绕组端部尺寸,有利于是实现小型化和轻量化[2]。同时矩形导体使得内部空隙变少,导体与导体和导体与铁芯槽间接触面积更大,热传导和散热性能更好。绕组端部导体间都留有最小空气间隙,更方便散热,同时配合端部喷油冷却技术进一步提升扁线电机散热性能;更低温升条件下,整车具备更好加速性能,有效提升车辆高温动力性。

图2 扁线电机绕组端部图
扁线电机也存在不足,其受趋肤效应影响较大。趋肤(集肤)效应指导体内存在交流电或交变磁场时,导体内部电流分布不均,越靠近导体表面部分,电流密度越大;降低了有效通电铜线面积,使得绕组等效电阻增加,高频交流损耗增加。导体的长宽比、放置方向、绕组分相等都对趋肤效应有影响,同相同槽绕组比异相同槽绕组趋肤效应严重。同等槽深槽宽下,通过增加导体层数有利于降低趋肤效应,降低高转速下电机交流损耗提升电机性能。另一个限制扁线电机发展的是其自动化生产线价格昂贵,是圆线定子自动生产线的2-3倍,企业前期投入巨大。
3 扁线电机分类
扁线电机按产品类型可分为集中绕组扁线电机、波绕组扁线电机与Hairpin(发卡)扁线电机,其中发卡扁线电机技术是被广泛采用的主流技术。
集中绕组采用扁铜线绕制成单齿绕组如图3(a)所示,再一个齿对应一个单齿绕组安装,因其短跨距的线圈端部可有效降低端部尺寸,其工艺相比Hairpin扁线电机也更简单。该结构因其分数次谐波过多,具有转矩脉动较大,径向力较复杂的缺点;为了降低齿槽转矩、转矩脉振动,该结构在装配工艺上需保证圆度、同轴度以及齿与齿间的均匀分布,装配要求更高。集中绕组技术在工业电机领域应用较多,新能源汽车电机领域也有部分厂家在研究应用;如本田Honda在其Acura混动车型上便采用了该技术,以其独特的分数槽集中绕组、分瓣式定子结构与相关优化技术取得了不错效果。采用了集中绕组技术的松正270系列PHEV-P2电机图3(b),以其独特的优势应用与混动方案中。
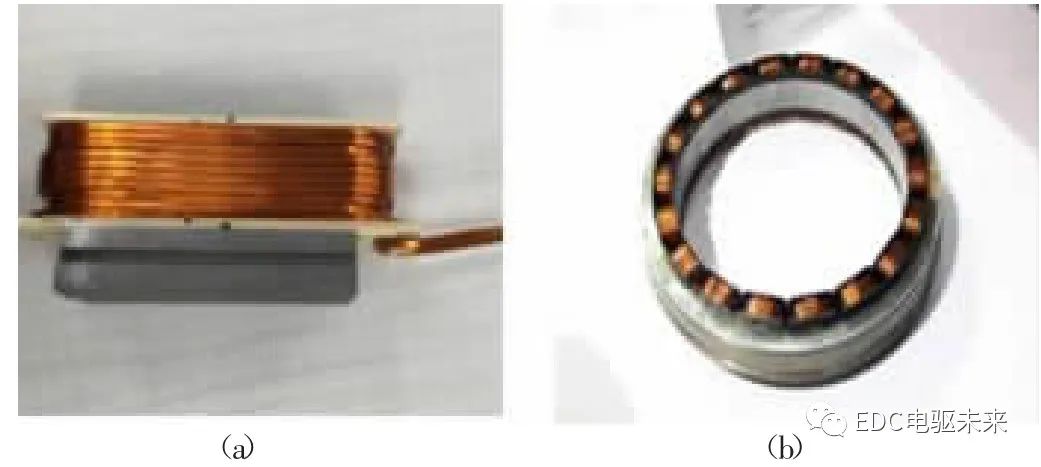
图3 集中绕组扁线电机图
波绕组扁线电机采用绕组连续绕制整体成型再插入,或者边绕制边插入定子槽,形成波浪形端部,其相比Hairpin扁线电机没有焊点,能进一步缩短绕组端部高度,降低电机尺寸。但该类型定子总成槽口尺寸较宽,使得齿槽转矩更大,转矩脉动偏高,NVH性能较差,需配合电磁多目标优化设计及其他措施改进优化;同时其生产成本较Hair-pin电机更高。
Hair-pin(U-pin)因其绕组形似“发卡”又被称为发卡绕组,是将漆包扁铜线一端预先成型成U型,再插入定子铁心槽中,另一端扭转加工成青蛙腿形状,再焊接在一起形成波浪型绕组[3]。另一种I-PIN绕组工艺直接将直铜线直接插入定子铁芯槽中,再两端部同时扭成青蛙腿形状焊接在一起形成波绕组,省去了U-PIN绕组中的预先成型工艺。U-PIN和I-PIN扁线绕组同属于第二代轴向嵌装绕组,两者相比在最高效率和峰值扭矩上不相上下,但后者相比前者具有更高的槽满率、持续扭矩和持续功率;因后者焊点多了一倍,绕组端部尺寸稍微增加,同时焊点失效风险也更高。Hair-pin绕组工艺是目前国内外广泛采用的工艺路线。
4 发卡线圈工艺
发卡技术是一种大规模、高质量、低周期定子生产技术,该工艺链主要由以下五步组成:成型(漆包铜扁线的较直、剥线、切割、弯曲)、插入(定子槽槽衬以及发卡线圈组合插入)、扭头、焊接与绝缘[4]。工艺步骤图解如图4所示。
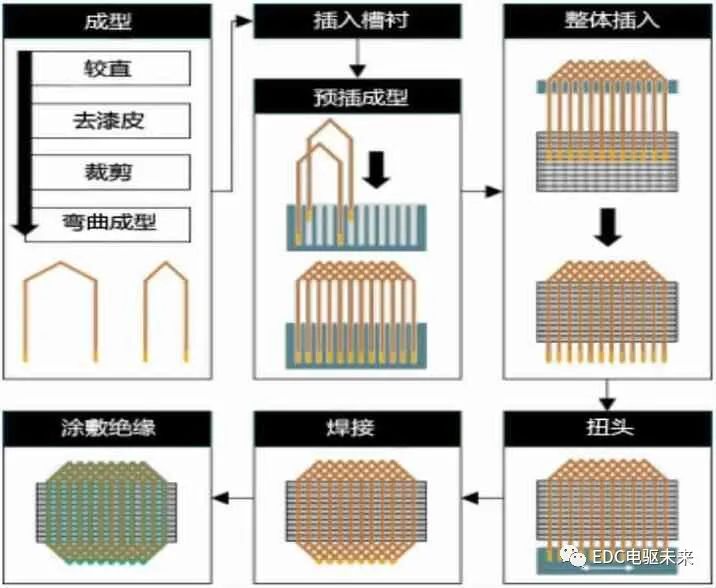
图4 工艺步骤图
发卡绕组铜线间除了绝缘漆膜绝缘外,同时加入定子槽槽衬将导体彼此隔开,以消除匝间或导体与定子铁芯的直接接触,提升绝缘性能,增强短路保护。所以需要插入绝缘槽纸,常见槽纸形状有O型、C型、B型、S型等如图5所示。B型槽衬消除了S型槽衬在转角处的缝隙,增强了对短路故障的保护[5]。
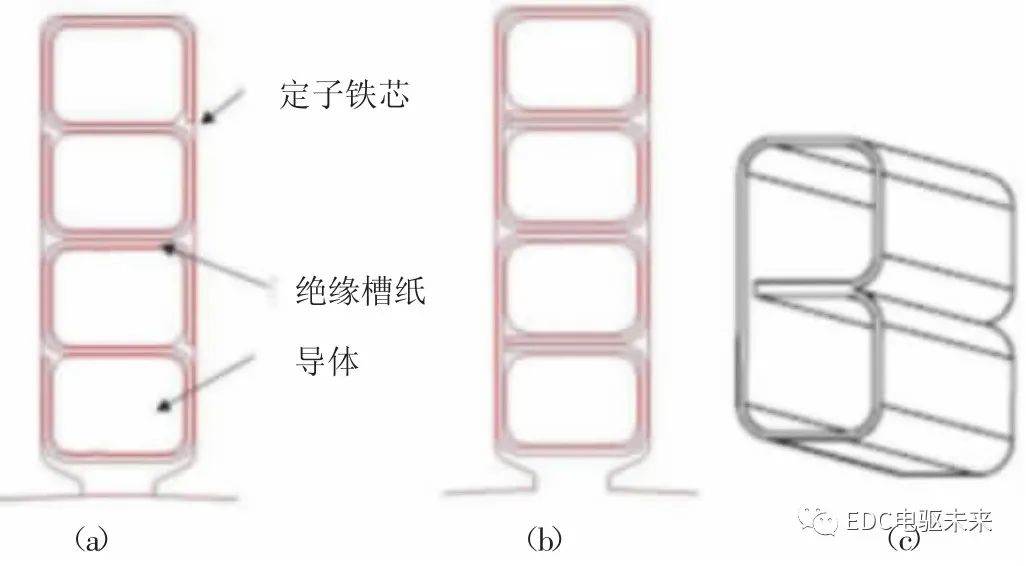
图5 绝缘槽纸槽形图
插纸工序预先将绝缘槽纸插入定子槽中,随着扁导线层数的增加,工艺难度也大幅增加。PIN成型工艺包括冲压成型、弹簧机和数控CNC设备自动成型等,前者成型速度快、成本低但对铜线损伤较大,后者通用性好对铜线损伤小但设备成本较高。PIN成型后预先插入仿形工装中成型,随着扁线层数的增加,跨导线自动插入的难度也加大。接着将仿形工装中所有PIN整体插至铁芯中相应设计尺寸,该工序对设备精度要求很高。再通过扩口、扭头和切平工序将绕组端部平整齐以便焊接。目前扁线电机最流行TIG焊接和激光焊接,也有其他公司在试验CMT冷焊等焊接方法。焊接完成后需先对绕组进行电性能检测、相电阻相电感及其平衡检测以及耐压耐电阻测试等,通过检测测试后再进行涂敷。涂敷工艺根据涂敷材料不同分粉末涂敷与液态涂敷,两者工艺顺序有所差别,粉末涂敷采用先涂敷在浸漆,液态涂敷采用先浸漆再涂敷。浸漆工艺根据材料的不同有传统浸漆、真空浸漆、真空压力浸漆、滴浸、EUV浸漆等。
5 研究发展趋势
5.1 导体层数逐渐增加
如图6所示,增加导体层数能够有效降低交流铜耗从而降低电机总铜耗,提升电机整体性能。为了进一步降低趋肤效应带来的高速交流损耗,发卡电机采用的增加导体层数的方法来优化,从已经应用的4层、6层、8层方案到正在研究的12层、16层方案,导体层数存在逐渐增加的趋势。研究难点主要在工艺水平限制与制造成本的控制[6]。

图6 多层导体铜耗对比图
5.2 优化绝缘
较复杂的绝缘槽纸,使得安装工艺步骤更复杂,同时对数控安装设备精度要求也更高,对更优绝缘工艺的研究成为重要方向。雪佛兰Bolt电机简化了绝缘槽衬,使用了更简单的两件式槽绝缘,以保护绕组不会短路到定子铁芯。新的设计如图7(a)所示,相比S型B型绝缘槽衬其消除了导体间的绝缘,进一步提升了槽满率,简化了定子制造工艺。同时为了最小化槽内导线间电压电位,通用公司对绕组布局等做了相关优化。也有在导体基础绝缘层外加装高分子聚合物绝缘层,如图7(b)所示,从而省去槽衬,来解决绕组匝间绝缘的问题,简化生产工艺[2]。
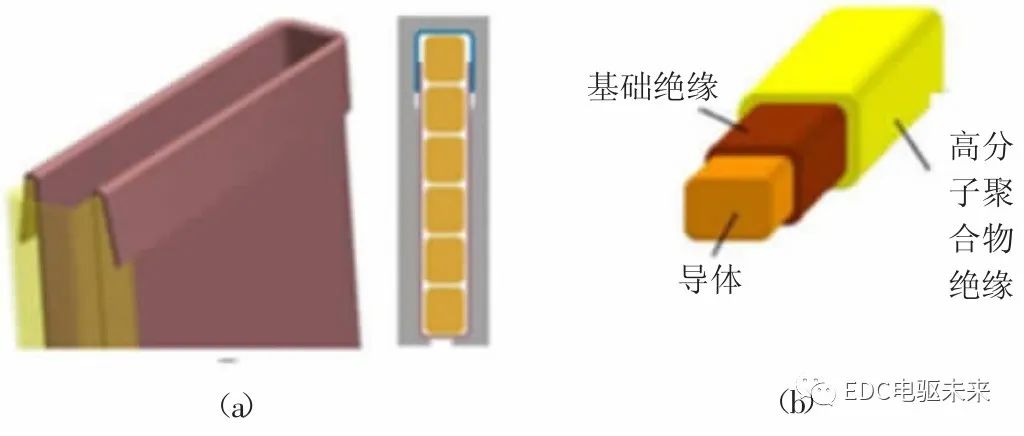
图7 新型绝缘
5.3 广泛采用油冷技术
绕组热量需经过槽内绝缘层-定子铁芯-机壳的较长路径才被水带走,期间存在的热阻极易形成局部热点,使得水冷散热方式效率低下。油冷可直接接触热源,且对电机磁路无影响,散热效率更高的油冷技术成为研究热点。电机主要热量集中在绕组端部,扁线电机独特的端部喷油冷却能更好的实现散热。油路冷却、喷油冷却、轴心甩油冷却和定子密闭循油冷却等技术在扁线电机上获得广泛应用研究。
6 结束语
新能源汽车的快速发展,扁线电机以其独特的优势获得广泛应用,渗透率逐年提升。扁线电机在新能源汽车电机小型化、轻量化和高功率密度化方面具有重要应用研究意义。本文简要分析介绍了扁线电机相比传统圆线电机具有的优势、主流发卡绕组的生成工艺工序以及其扁线电机技术研究与发展趋势,为增强对扁线电机及其相关技术的认识与研究提供参考。
本站所有转载文章系出于传递更多信息之目的,且明确注明来源,不希望被转载的媒体或个人可与我们联系,我们将立即进行删除处理。