Fuji CP8系列SMT贴片机的操作,维护和保养方法

第一章 机器的基本操作
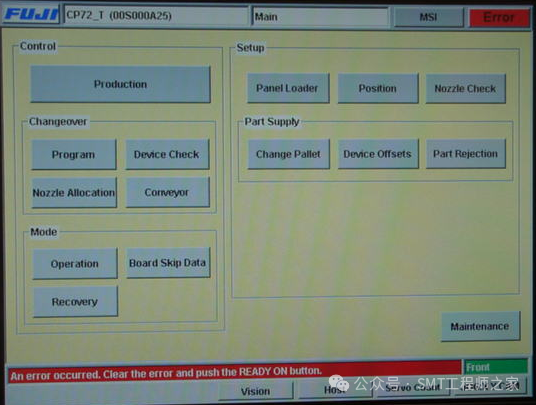
1.操作面板简介(operater panel)
2.功能键说明:

3.机器的开机﹕machine power on
3.1起动和机器相连的接的监控计算机系统。
3.2将电源总开关打至ON位置。
3.3打开变压器箱﹐确认UPS处于工作状态﹐[POWER ON]指示灯处于点灯状态。
3.4按下任何一个 [EMERGENCY STOP](紧急停止)按钮。
3.5按下[SYSTEM ON](系统起动按钮使机器起动。
3.6机器起动之后﹐松开处于按下状态的[EMERGENCY STOP](紧急停止)按钮。
3.7按下[READY ON]按钮﹐选择使用者名称﹐输入口令﹐按下[ENTER]键﹐开机完成。
 4.机器的关机﹕(machine power off)
4.机器的关机﹕(machine power off)
4.1在机器关机之前要进行[Part Rejection](零件抛弃)和将供料平台退回到各自的零件补充位置。
4.2按下[EMERGENCY STOP](紧急停止)按钮。
4.3按下操作画面上的[Power OFF](电源关闭)键。
4.4按下信息表示画面上的[OK]键﹐机器进入关机过程。
4.5机器在关机处理完毕后﹐县示出Windows的最终画面﹐随后通过计时器将电源自动关闭。
注意﹕在计时器作用期间﹐不要按下[SYSTEM ON](系统起动)按钮﹐也不要按下操作画面上[Restart](重新起动)键。

第三章 生产的准备
1.PRODUCTION:
◎ OPRATION MODE:程序运作模式(PRODUCTION、IDLE、PASS)
◎ SCHEDULE PANELS:预定生产片数。
◎ COMPLETED PANELS:完成片数。
◎ RECOVERY MODE:零件错误处理模式。
◎ RECOVERY LIMITS:错误限制。
◎ SKIP MARKS:拼板忽略检查。
◎ TABLE MODE:生产程序所使用的TABLE运用模式。及各STAGE的状态。
PRODUCTION MODE:设定生产是以自动执行或是按照程序作一步步确认。

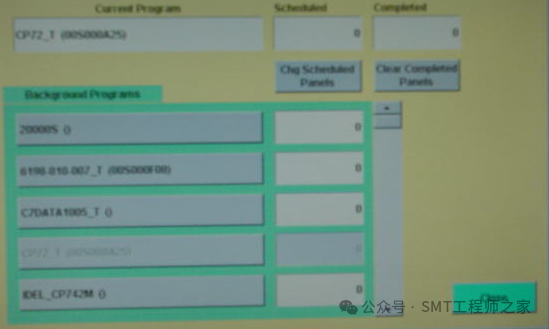
2.PROGRAM:
◎ 变更生产程序:进入画面之后,上方会显示目前带执的程序名称。另外可以设定预定生产的片数与清除已生产的纪录。
◎ 欲变更程序可直接按下程序名称确认。
◎ 上方设定键可设定预定生产片数。
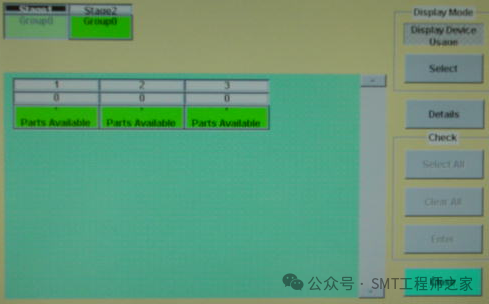
3.DEVICE CHECK:
◎ 此画面为确认所上之料件是否正确无误。若显示为绿色则为确认正确,显示红色则为尚未确认。
◎ 操作方式:先点选上方之STAGE,下方之显示屏则会出现程序中所设定之SLOT NO.,与设定状况。选择尚未确认之SLOT再按下 ENTER 与 START 键即可作确认。
◎ 右上方之
DISPLAY DEVICE USAGE
的选择键可作ERROR、USED、ALL DEVICE的显示切换。
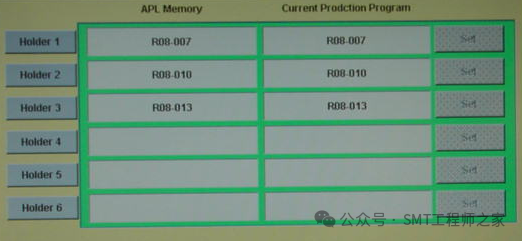
4.NOZZLE ALLOCATION:
◎用以显示程序所使用的NOZZLE DATA设定值。
◎画面左方显示机器各HOLDER所设定的NOZZLE TYPE。按下的HOLDER键可显示该HOLDER的状态。画面左方显示程序中HOLDER所设定的NOZZLE。两边比对之后若有未设定之NOZZLE即可按下 SET 键确认。
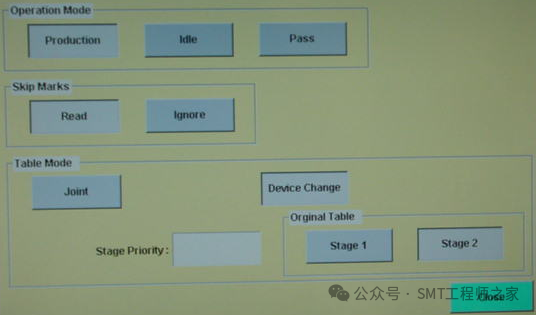
5.OPRATION MODE:
◎OPRATION MODE:设定程序执行的方式。
PRODUCTION:生产。
IDLE:模拟。
PASS:不处理,将板送出。
◎设定拼板忽略检查方式:
READ:读取
IGNORE:不读取。
◎TABLE MODE:设定生产程序中,DEVICE TABLE的使用方式。
JOINT:为超过70站时使用。
DEVICE CHANGE:为AA模式使用。(AA模式意指两STAGE可备相同的料,
生产时可互相切换使用,不用停机上料。但限定70站以下程序使用。)
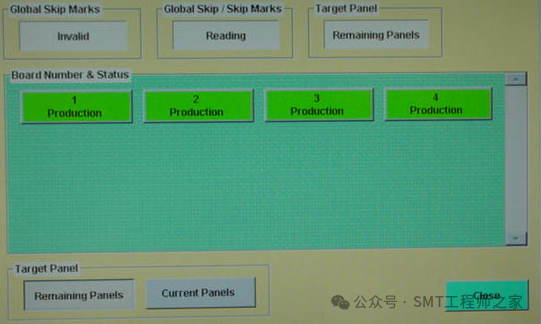
6.BOARD SKIP DATA :设定拼板忽略的设定。
◎画面中间显示该程序中所设定的BLOCK数。若为绿色PRODUCTION则为该板生
产。若为黄色SKIP则为该板不生产。切换方式直接按下欲忽略的BLOCK上则可
作循环切换。
◎画面上方的栏位内显示各项设定状况。只可显示不可更改。
◎TARGET PANEL为设定此向拼板忽略设定使用在此片拼板或每一片拼板。
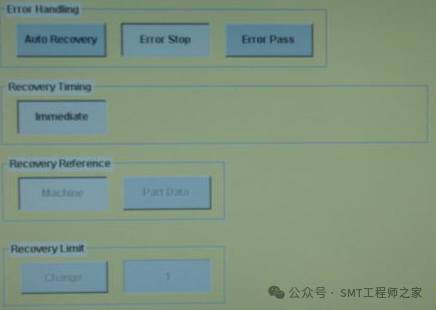
7.RECOVERY: 设定零件影像处理失败的处置方式。
◎ERROR HANDING:
AUTO RECOVERY-自动重新取件。
ERROR STOP-生产停止。
ERROR PASS-错误不理会,略过该零件。
◎取件的参考设定基准:
MACHINE(机器)或PART DATA(程序)
◎RECOVERY LIMITS:自动取件的次数上限。
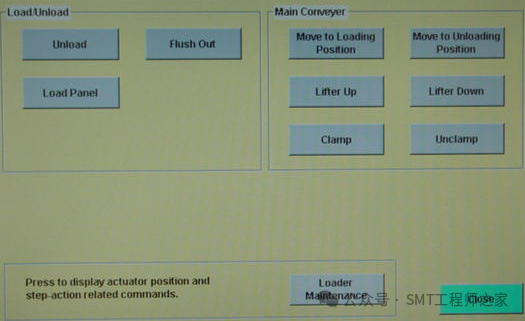
8.PANEL LOADER: 控制PCB板进出机器的操作。
◎LOAD/UNLOAD:输送PCB板的连续动作。
(1)LOAD PANEL:将PCB板由CONVEYER输送到XY TABLE上
(2)UNLOAD:将PCB板由XY TABLE输送到下一台机器。
(3)FLUSH OUT:将机器内部所有的PCB板全部送出来。
◎MAIN CONVEYER:控制XY TABLE的动作。
(1)MOVE TO LOADING/UNLOADING POSITION:将XY TABLE移至IN/OUT CARRIER送/收板的位置下方 。
(2)LIFTER UP/DOWN:XY TABLE作Z轴的上升/下降动作。
(3)CLAMP/UNCLAMP:控制XY TABLE的夹板放板动作。
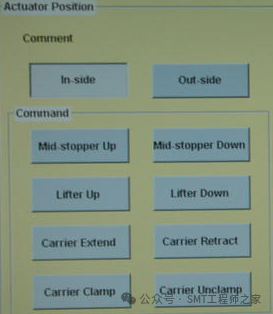
◎LOADER MAINTENANCE:
(1)ACTUATER POSITION:控制 IN /OUT CARRIER的各部动作。
(2)操作方式:先选取欲动作之CARRIER(IN/OUT)再选取欲作之动作后,按下START键。
(4)STEP ACTION:控制PCB LOAD进机器的细部分解动作。每次下一步的动作要进行时,皆要按START进行。
(5)PANEL TRANSPORT POSITION:控制PCB板在机器内各储存位置的传送动作。
* IN CARRIER PICK UP:PCB由CONVEYER输送到IN CARRIER。
* MAIN CONVEYER PICK UP:由IN CARRIER输送到XY TABLE。
* OUT CARRIER PICK UP:XY TABLE 输送到OUT CARRIER。
* OUT LIFTER PICK UP:OUT CARRIER输送到CONVEYER。
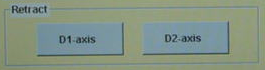
POSITION: 将D TABLE1、2归零。 选择欲归零的TABLE按下 START
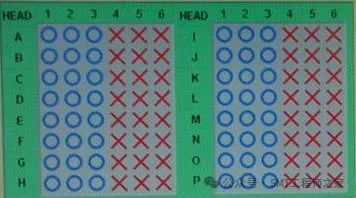
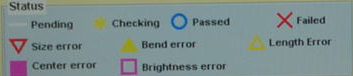
9.NOZZLE CHECK: 检查NOZZLE的尺寸、长度、中心与弯曲等状态。
检查方式:先选定欲检查的NOZZLE NO.,再选取欲检查的状态。确定使用的
CAMERA TYPE之后,按下
START
后开始检查。检查完的状态会显示在画面左侧。
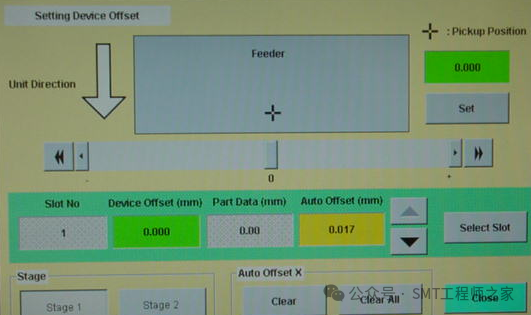
10.DEVICE OFFSETS: 设定零件取件的偏移量。
※移动显示屏上的SCROLL BAR右方会显示取件偏移值,按下SET作确定。
※下方状态列会显示各SLOT的偏移值,变更前请选择正确的SLOT NO.。
11.PART REJECTION:
将所有NOZZLE头上已吸取的料件全部抛弃。
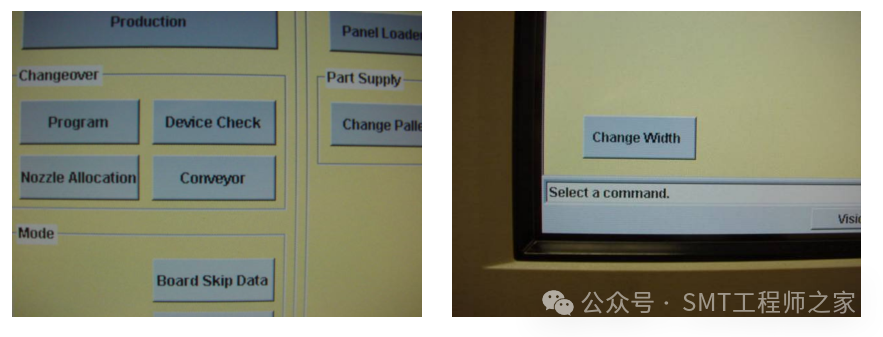
12.CHANGE CONVEYDR WIDTH:
按住主画面荧幕上之功能键”Conveyor”,接着按下Chang width。
再按下”Chang Width”,此时”Star” 灯将会开始闪烁。
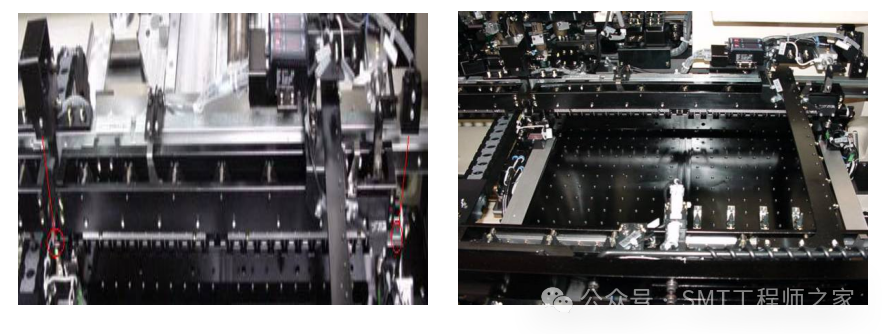
按下”Star”数秒后X-Y Table会移动到Unload Position并上升,即可以用PCB板调整轨道。
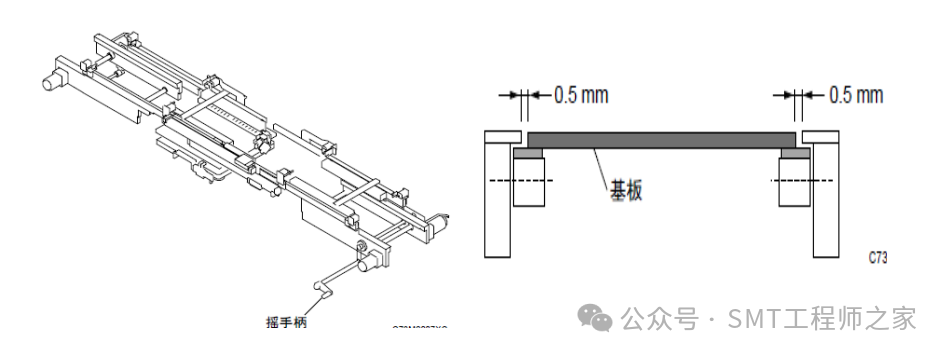
调整到正确位置后,再次执行CHANGE WIDTH指令,将XY TABLE上升到OUT CARRIER的位置,
再以手轮调整适当的宽度,注意不要使基板两侧和轨道两端之间的间隙超过0.5MM.
第四章 上料位的作业
一.换料和上料
1. 依照机器换料提示找出料单所对应料站中Tape Guide和Feeder Type所列料架类型﹐取出相应类型的料架放于备料平台上﹔
2. 将对应料号品名的料盘装在料盘卷轴上﹔
3. 如下图1所示﹐松开导料盖的锁定卡钩﹐抬起导料盖﹔
4. 将零件料带从抬起的导料盖下穿过(下图2);
5. 分开零件料带表面薄膜并将其从导料盖夹槽中穿过(下图3)
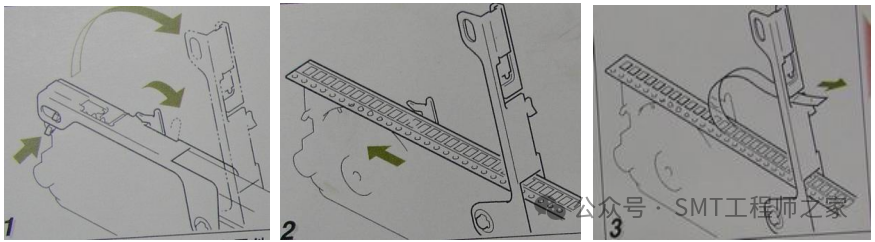
6.检查料带通孔是否扣入料架齿轮中.注:机器抓料位置在距离料架前端24mm处(下图4);
7.将零件导料盖放下(下图5);
8.用卡钩扣好零件导料盖(下图6)﹐并检查以免生产时导料盖翘起撞坏Nozzle;
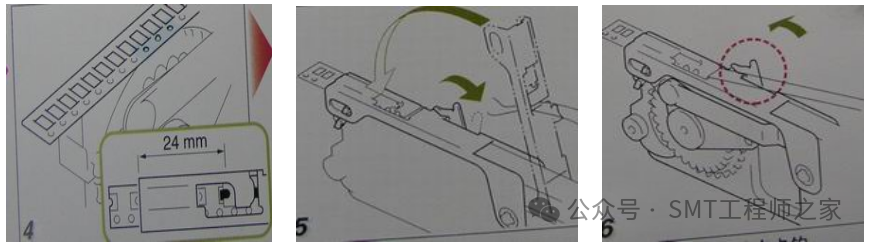
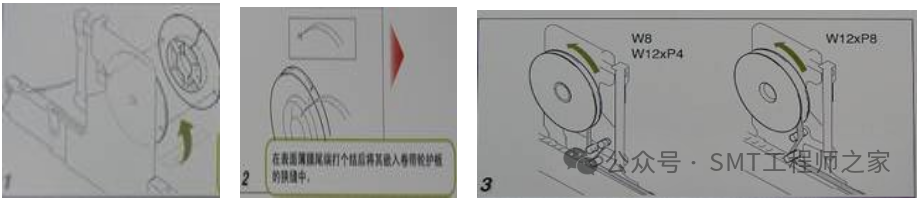
9.装上卷带轮护板后按下图1箭头所示方向旋转卷带轮﹔
10.将零件料带表面薄膜拉至卷带轮﹐在表面薄膜尾端打个结后嵌入卷带轮护板的狭缝﹔
11. 将料带表面薄膜绕在卷带轮上﹐以下图3所示方向旋转卷带轮﹔
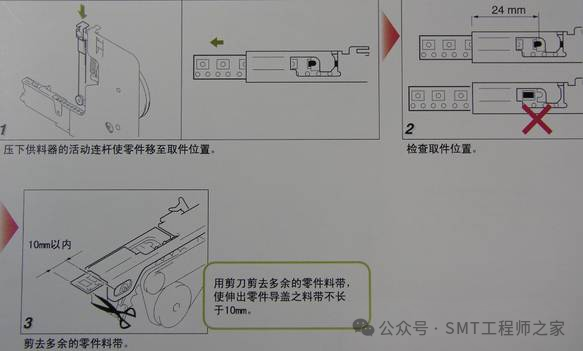
12. 检查取件位置﹐按压料架压料杆移到取料位置﹐检查取料位置﹐将料带长出部分剪断.注﹕伸出导料盖的料带不应长于10mm﹐不能用手来扯断没有料的料带.(如下所示)
13.将备好料的料架,按要求将相关信息输入PVS计算机后检查机台相应位置下是否有散料或废料带等异物﹐清洁干净后将料架放好.(或放到备料架上)
14.关上机器安全门.(双Table模式将供料Table设置按钮旋到Complete, 料平台警示灯为常灭)
15.确认料架料架平稳的放在机台相应的位置后按[Reset]按钮﹐[START]闪时按[START]开始生产.( 双Table模式不需)
16.从机台供料table将Feeder放入(取出)时需双手作业﹐并且一次不能拿多支Feeder,注意轻拿轻放.
注意﹕1.双Table模式生产时﹐一定要等待换料Table完全退回﹐Shutter完全放下后才可以开门换料。
二. 机器日保养
1.不良零件收集盒(每一班次清理一次)按下[EMERGENCY](紧急停止)将不良零件收集盒从机器里取出,将里面不良零件除去。
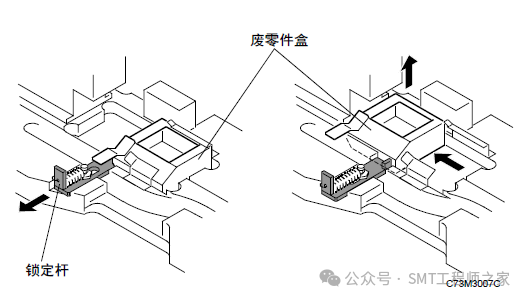
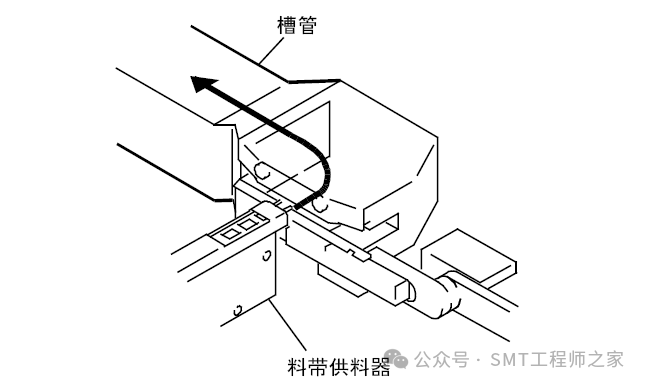
2.废料带收集箱(每一班次清理一次)按下[EMERGENCY](紧急停止),将废料带收集箱从机器里取出,将里面的废料带除去。
注意﹕一定要把滤清器和废料带收集箱放置到位﹐废料带收集箱槽里面的废料带要清洁干净。

3.废料带吸取部位(每一班次清理一次)按下[EMERGENCY](紧急停止)对于堵塞在废料带吸取部位的废料带,用吸尘器将其除去。
4.PVS系统扫描器和条形码(抹布)﹔
5.机器外表面(抹布)﹔
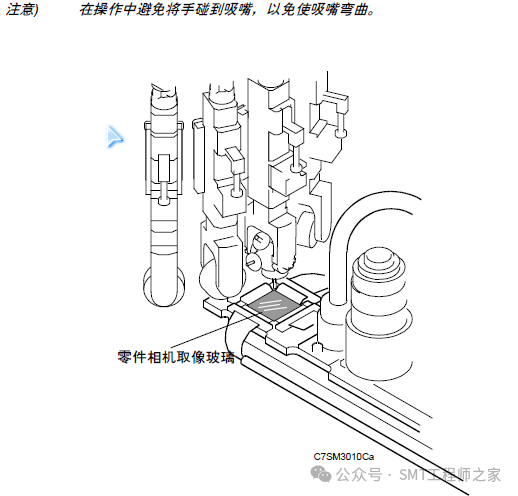
6.相机防护玻璃(无纤维纸)﹔
保养完成后填写《CP8日保养记录表》
本站所有转载文章系出于传递更多信息之目的,且明确注明来源,不希望被转载的媒体或个人可与我们联系,我们将立即进行删除处理。