功率放大器超声椭圆无心磨削技术研究中的应用
来源: 电子工程世界
新闻行业新闻
实验名称:功率放大器在超声椭圆振动无心磨削试验中的应用
实验目的:
通过对比超声椭圆无心磨削与普通无心磨削的磨削质量结合YAG单晶磨削去除机理分析超声椭圆振动在材料去除过程中的作用。
实验设备:椭圆振动换能器,信号发生器,ATA-2042功率放大器。
实验过程:
基于实验室现有条件,在精密平面磨床上搭建实验平台。为适应各种不同直径工件的磨削,在托板下方放置一带槽的斜面滑台,此滑台可升降范围为10mm,托板通过螺栓固定在斜面滑槽的平面上,整体装置如图所示。滑台可在磨床工作台面自由移动。斜面滑台和超声椭圆振动装置通过电磁吸盘固定。超声椭圆振动装置通过信号发生器经功率放大器放大电压后进行驱动,当超声驱动装置工作时工件可在振动结合部位产生沿轴心的旋转。

超声椭圆无心磨削装置
超声椭圆无心磨削实验平台
实验结果:
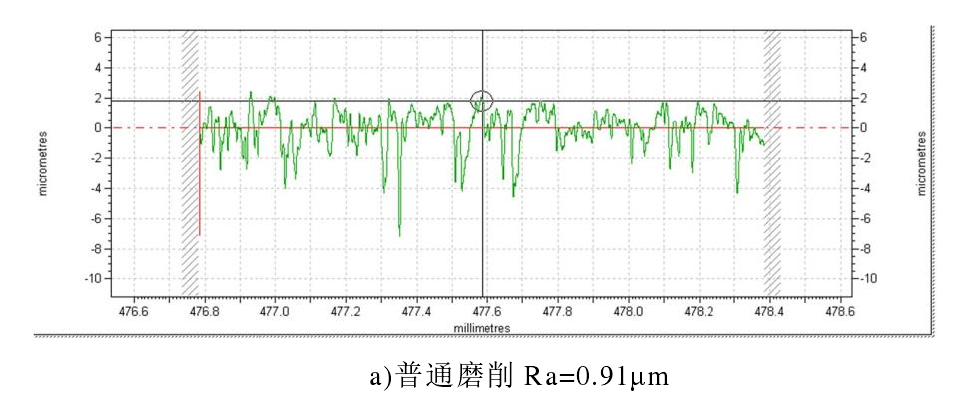
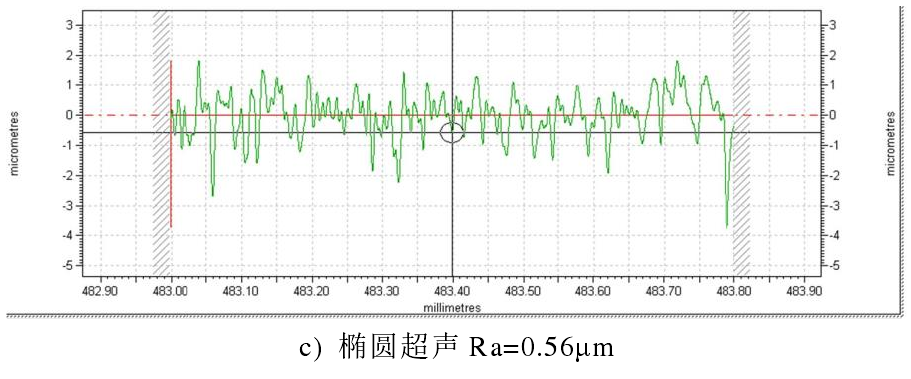
如图所示的工件为采用普通无心磨削加工获得,加工后直径为lmm,加工时采用的砂轮为铸铁基金刚石砂轮,砂轮粒度为w20。在进行正交试验时设置一组无超声椭圆振动的磨削试验作为对比。对比 a)普通无心磨削加工、b)无超声椭圆磨削和、c)超声椭圆无心磨削时的粗糙度。

实验结论:
对比了普通无心磨削和有无超声椭圆振动时的磨削质量,验证超声椭圆振动在磨削过程中所起的作用,最终获得表面粗糙度为Ra0.56um,直径为0.7mm 的YAG单晶微细圆柱。通过结合材料去除机理与超声椭圆振动理论建立了磨削过程中单颗磨粒作用在工件上的法向力大小﹐并从理论上分析了超声椭圆无心磨削对法向力的降低作用。
文章来源于: 电子工程世界原文链接
本站所有转载文章系出于传递更多信息之目的,且明确注明来源,不希望被转载的媒体或个人可与我们联系,我们将立即进行删除处理。