压接是电工很熟悉的活,很多电工都不少了压接线鼻子,然而很多人压接都是凭经验,而且我们在接电线的时候要注意,接线的过程之中不允许出现接头,为了让接头更加牢固,所以会在接头处用压线鼻进行连接,那么在连接的时候是,先压头还是先压尾?压线鼻子的正确接法是什么?今天小编就给大家讲一讲压线鼻子的正确接法。
01
线鼻子压接标准与规范
一般导线与接线端子连接时,如果是10m㎡及以下的单股导线,需要在导线端部弯一圆圈接到接线端子上。而如果是4m㎡以上的多股铜线则需装接线鼻子,再与接线端子连接。
02
压线鼻子先压头还是先压尾
1、按照压线鼻子的正确接法,一般来说要从鼻子的尾部开始压,但是在压的过程之中要注意不能够把鼻子压空,也就是说如果接的是铜线,压线鼻的头部要塞满了,而压出来的铜线长度也要刚刚好,每边都要压四道,这是最好的方式,能够避免压出来的线以后出现发热的情况。
2、之后再压头,而有的人可以从铜线的两头开始压,这样压出来的线就非常牢固。
03
压线鼻子的种类和规格
压线鼻子的种类也非常多,如果按照材质来分,主要有铜质接线鼻子,还有铝制的接线鼻子。
如果按照形状来分,常见的主要有dt,还有ot,ut等各种型号。如果选择的是dt型号,一般来说比较适用于横截面积比较大的电线,可以采用压接的方式。如果选择的是ot的接线鼻子,适用于横截面积比较小的电线,可以用焊接的方法来连接。如果选择的是ut压线鼻子,适用于4平米以下的电线,可以用压接或者焊接的方式来连接。
如果按照规格来划分,有1.25,2,2.5,5.58平方毫米,甚至还有120平方毫米,最大的能够达到800。
04
开口铜鼻子压线的技巧
1、很多工人在接线的时候会使用电烙铁,首先需要把它加热,做好焊接的准备。
2、要用压线钳先把线鼻子进行压实,把周围的线去除掉,可以用电烙铁加热线鼻子,要让里面的铜线加热一段时间,最后再将焊锡对准电烙铁,要你将里面的焊锡慢慢融化,均匀地将焊锡连接牢固。
3、等到冷却之后就可以压线鼻子了,最后再用绝缘胶带包裹好就可以。
05
压线鼻子的正确接法
接线的时候可以使用电烙铁焊接,使得接线更加牢固。
1、首先需要把电烙铁插上电,然后加热一下,为接下来的焊接做好准备。
2、用压线钳把压线鼻子压一下,要将周边的细线全部去除掉。
3、这时候电烙铁也加热成功了,要用电烙铁加热压线鼻子,然后要将里面的铜线进行加热,将焊锡融化。再将电线穿入到压线鼻子当中,将电线均匀的焊接牢固。
4、等到冷却之后再把压线鼻子压紧,最后用绝缘胶布把它包裹,就算完成了。
以上几点就是关于压线鼻子先压头还是先压尾以及压线鼻子的接法,大家还有什么其它的方法吗?欢迎在评论区留言讨论!
在PLC编程中,一般把停止按钮物理接点接成常闭,程序中写成常开,这样的停止按钮在这套设备中只起到信号作用。
为什么PLC编程中急停要和普通急停按钮相反呢?其实写成常开的不仅仅是急停,还有热继、温控等等带有保护功能的接点,具体原因见下文:
首先急停按钮接入PLC的DI点中也是以常闭点接入:
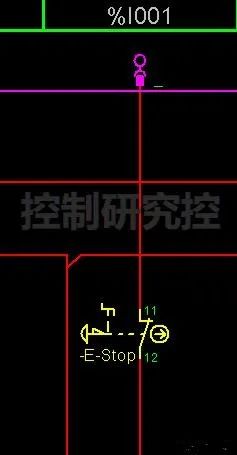
上图就是急停按钮接入PLC中的接线图的一部分,可以看到是常闭触点的状态接入!以常闭触点接入的好处是,当急停按钮所在的线路断路了,程序中也能立马反映出来,或者说相当于急停按钮被按下去,常闭触点变成了常开触点,实现了对断线状态的监控!
然后在PLC程序中看一下:
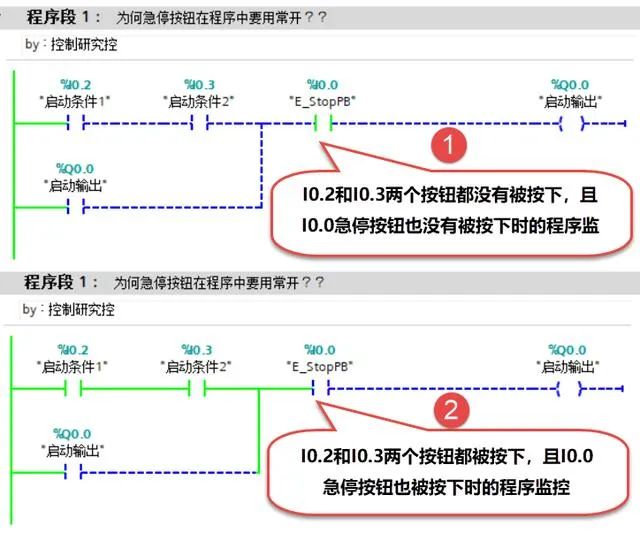
这段程序,启动条件1(I0.2)和启动条件2(I0.3)都是以常开状态接入PLC的两个按钮,而急停按钮(E_StopPB)则是以常闭状态接入PLC的按钮!
---从图片上的圆圈①可以看到,3个按钮都没有按下的时候,只有E_StopPB是接通的,当三个按钮都按下时即圆圈②处,启动条件1和2的两个状态接通了,而E_StopPB的状态则是显示断开!
这两种状态的不同就解释了,为何急停按钮在PLC硬件处接线要用常闭,而PLC程序中要用常开!---是因为PLC模块的数字量DI点,是外围电路接通程序内部就显示接通,而外围电路断开则程序内部就显示断开,也就是说PLC的DI点硬件电路设计造成的!
另外,因为急停信号是很重要的点,所以人们利用PLC数字量DI点的硬件特性,人为的规定急停按钮接线应该是常闭点接入!---因为常闭点造成电路一直接通,所以程序中就要用常开点,这样才能保证不急停的时候,程序逻辑能接通!